

Powder coatings are a rapidly growing segment in the coatings market usually associated with the coating of metals. These coatings are growing at 7.6% annually and are expected to reach $12.48 billion by 2020.1 Developed in the late 20th century as a more environmentally friendly option, today powder coatings can be found in a huge span of applications. Whether it’s a child’s first bicycle in powder-coated pink or a colossal pipeline channeling oil across vast distances, the coating protects against repeated mechanical stresses, weather and other environmental challenges that will be faced in the end-use application. Without the proper protective coating, the formation of cracks, chips, blisters, delamination, rust and corrosion damage caused by the environment can ultimately lead to failure.
Powder coatings are favored in many protective coating applications for their superior ability to defend against these threats. However, there are many formulation considerations to achieve the optimal balance of properties for a particular end use and preventing coating failure. To create a powder coating, the formulator combines dry polymer resin systems, curatives, flow control agents, pigments and various other additives, which are then ground into a very fine, uniform powder. This powder is then deposited on the substrate by either dipping the substrate into a fluidized bed of powder or by electrostatically charging the powder and then spraying it onto the substrate, after which time the part is placed in an oven for curing. Of the two major types of powder coatings, thermosets and thermoplastics, thermosets dominate the powder coating market due to their outstanding performance properties and wide formulation options.
An example of how a formulation can go wrong involves some additional considerations surrounding epoxies, which are valued for many industrially demanding applications, such as electrical insulation coatings, appliance primers, automotive parts, and pipe and rebar coatings. The high crosslink density of epoxies is a double-edged sword, as it imparts high resistance to corrosion and chemicals, which is critical in these types of industrial applications, but also tends to make the coating somewhat brittle and susceptible to damage, for instance during pipe installation.
One tool that has been demonstrated to correct this and dramatically improve the overall durability and flexibility of coatings is the use of reactive liquid polymers. Reactive liquid polymers are low-molecular-weight polybutadiene or polybutadiene acrylonitrile copolymers with carboxylic acid functional groups located at the end of the polymer chains. These terminal acid groups are pre-reacted with epoxy to form epoxy-terminated polymers, which are then incorporated into coatings at 5-15 parts per 100 parts of epoxy resin to improve important characteristics, such as impact strength and flexibility. Tests such as impact resistance and mandrel bend can be used to quantify the improvement in these characteristics. The salt fog test is used to measure durability of the coating when subjected to certain harsh weather and environmental conditions. The reactive liquid polymers differ in their acrylonitrile content and acid content, which can affect the ultimate performance of the coatings. The incorporation of several different reactive liquid polymers was investigated in powder coatings to demonstrate the improvement in performance properties.
Evaluation
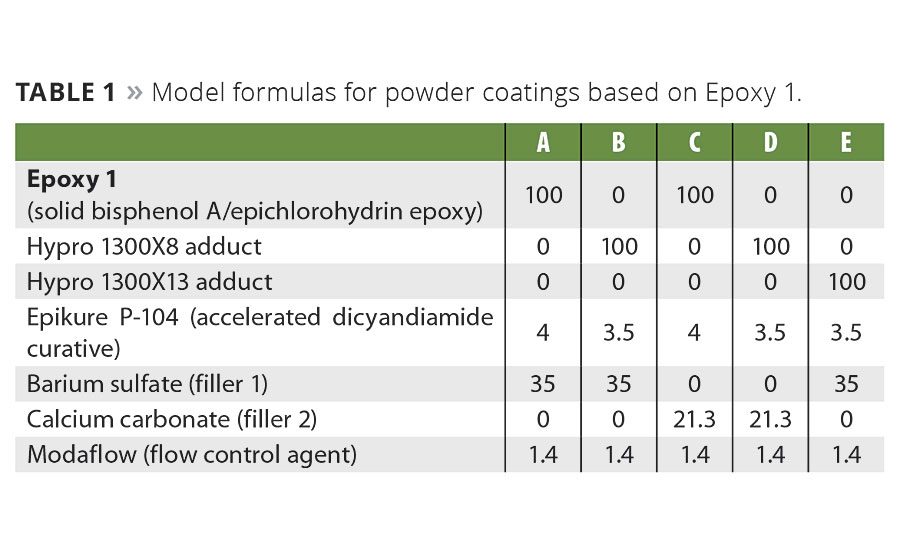
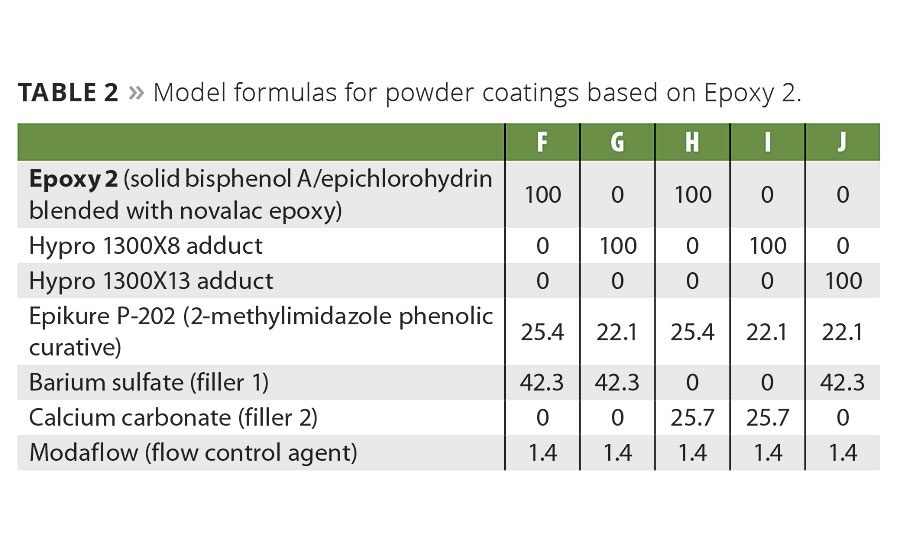
The two most frequently used reactive liquid polymers used in epoxy coatings are Hypro™ 1300x8 and 1300x13. Both are carboxyl-terminated butadiene acrylonitrile copolymers, with acrylonitrile content of 18% for Hypro 1300x8 and 26% for Hypro 1300x13. Because the polymers are low molecular weight and are viscous liquids at room temperature, they are impractical to incorporate into powder coatings and are therefore first pre-reacted with higher-molecular-weight epoxies to form the adduct. Hypro 1300x8 and 1300x13 were pre-reacted with either a solid bisphenol A/epichlorohydrin epoxy having an epoxy equivalent weight (EEW) of 875-975 (Epoxy 1) or solid bisphenol A/epichlorohydrin epoxy blended with an epoxy novalac resin, having an EEW of 750-850 (Epoxy 2). The reactive liquid polymers were mixed with either epoxy resin at a concentration of 15 parts of polymer to 100 parts of epoxy, or 13% by weight. The mixture was heated to 170 °C for 3-4 hours, after which time the majority of the carboxylic acid groups had reacted with the epoxy (acid number < 1). These epoxy adducts were then mixed with curing agent, filler and flow control agent to create the powder coatings used in this study. The formulations for Epoxy 1 and Epoxy 2 are listed in Tables 1 and 2 respectively. In all formulations, the pigment volume concentration was held constant at 8.4%, and formulations containing reactive liquid polymer adducts used lower amounts of catalyst due to the higher EEW of the adducts compared to Epoxies 1 and 2. The coatings were applied to iron phosphate-treated steel panels at a thickness of 10-12 mils.
Results
The epoxy powder coating formulations in this study were evaluated for improvements in impact resistance and flexibility. Impact resistance was evaluated by Gardner impact (direct and reverse falling dart), and flexibility was evaluated by a conical mandrel test. Select samples were also subjected to environmental testing in the salt fog chamber to evaluate corrosion resistance.
Impact Resistance
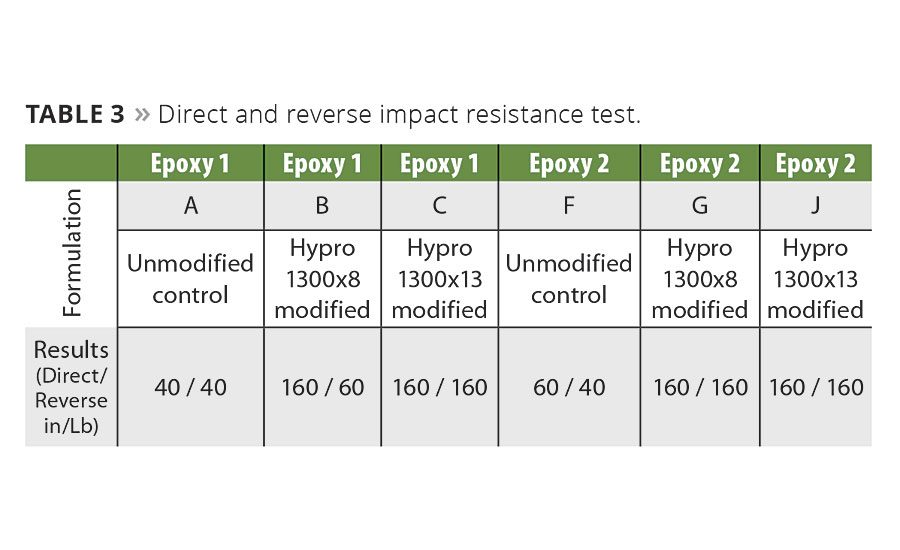
Table 3 shows the marked improvement in both direct and reverse impact resistance when reactive liquid polymers are incorporated into epoxy powder coatings in the form of solid epoxy adducts. Incorporating Hypro CTBN into an epoxy formulation resulted in a two- to four-times improvement in impact resistance compared to an unmodified control.
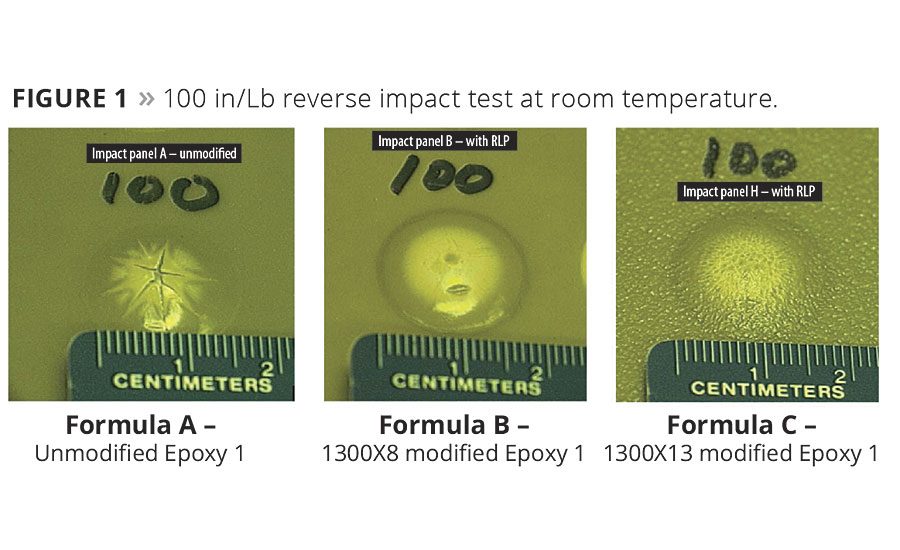
The reverse impact clearly demonstrates the improvement in durability of the epoxy powder coating. Figure 1 shows the panels of formulations A (Epoxy 1, unmodified), B (Epoxy 1, modified with Hypro 1300x8) and C (Epoxy 1, modified with Hypro 1300x13) after testing for 100 in/Lb reverse impact. The epoxy powder coatings modified with reactive liquid polymers maintain the coating integrity and do not crack, while the unmodified control clearly cracks in testing.
Flexibility
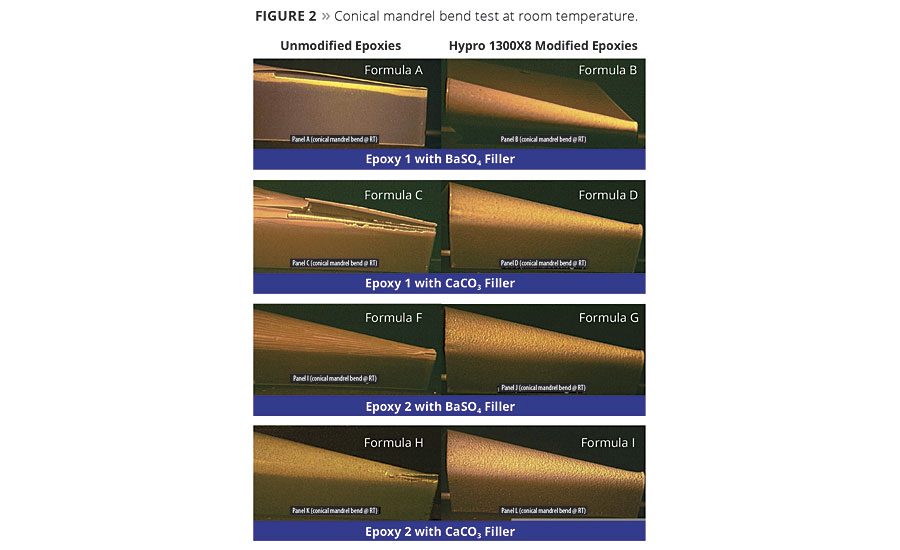
The epoxy powder coatings formulations in Tables 1 and 2 were also evaluated for flexibility by bending coated panels over a 1/8” conical mandrel at room temperature and then examining the panels for signs of cracking. The panels on the left in Figure 2 show the results for the unmodified control of Epoxy 1 and Epoxy 2 with both fillers tested. The visuals clearly show signs of cracking for all unmodified epoxy powder coatings. In contrast, the panels on the right-hand side with epoxies modified using Hypro 1300X8 show dramatic improvement in flexibility, with either no or little cracking observed.
Corrosion Resistance
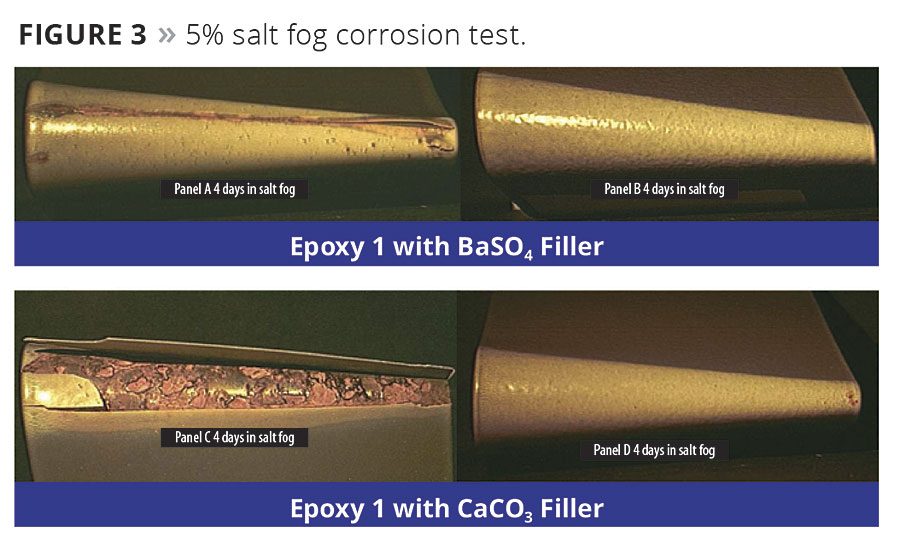
A selected number of panels with Epoxy 1 were also exposed to a 5% salt fog environment for four days for corrosion testing. Again, the incorporation of Hypro 1300X8 into the epoxy powder coating significantly improved the flexibility and corrosion resistance, as shown in Figure 3.
Fusion-Bonded Epoxies for Pipe Coatings
Pipe coatings are an application where the durability and flexibility of the coating is critically important, particularly those related to the transport of oil and gas. Failure of the coating in this type of application can lead to catastrophic results, and the performance is regulated by the federal government, so achieving optimal properties is absolutely crucial.
During pipe installation, the pipe is handled and installed into the ground, which offers the potential for impact damage, gouging and abrasion from soil stresses. Pipes are typically coated with a fusion-bonded epoxy (FBE), which acts as the primary barrier to corrosion, with the pipe ends left bare. This is shown in Figure 4 for both a single- and dual-layer FBE. A cathodic protection system serves as a secondary line of defense, protecting the pipe from naturally occurring corrosion due to electrochemical processes in the soil by using an anode bed and external power source. The pipes are transported to the site, and the bare ends are joined and coated with another coating known as a girth weld coating. The girth weld coating -which can be a number of different types of coatings, including hot, cold and liquid-applied coatings as well as fusion-bonded epoxies -must also protect against corrosion.
Because of the high demands of the coating and the consequences of coating failure, the following attributes are critical to maintaining the coating integrity:
- Chemical and physical stability;
- Electrical insulation;
- Excellent adhesion;
- Durability;
- Flexibility;
- Good moisture resistance;
- Resistance to soil stresses;
- Resistance to cathodic disbondment.
Cathodic disbondment is the tendency of a coating to show an increased loss of adhesion in areas adjacent to minute coating discontinuities in systems that use cathode protection as a secondary line of defense. The formulation of the FBE can significantly influence all of the properties listed above. The incorporation of reactive liquid polymers, in addition to the demonstrated improvement in impact resistance and flexibility, also improves adhesion to steel, cathodic disbondment and moisture resistance. Commercially available solid epoxy adducts containing reactive liquid polymers such as HyPox™ RK820 and RK84L are used to enhance the properties of FBEs used in pipe coatings for oil and gas transport to give the pipe the critical protection that is required.
Conclusion
Epoxy powder coatings are used in a variety of applications, and whether the coating is decorative, functional or both, a coating’s properties are critical. These types of powder coatings can have a tendency to be brittle and can suffer from impact damage and cracking upon bending for highly curved pieces. Incorporating Hypro reactive liquid polymers in the form of solid epoxy adducts has been shown to significantly improve not only the impact (a two- to four-times improvement) and corrosion resistance, but also the flexibility of epoxy powder coatings and can be the critical difference between a coating that cracks and rusts, and one that better withstands these mechanical and environmental stresses. The enhancement of these properties, along with increased adhesion to steel and improved cathodic disbondment, can also be achieved through incorporating products such as HyPox RK820 in pipe coatings for protection, particularly in growing segments with critical performance needs such as FBEs for oil and gas transport.
For more information, email Jeremy.pasatta@emeraldmaterials.com.
References
1 “Powder Coatings Market Worth $12.48 Billion by 2020: grand View Research, Inc.” Reuters. 23 June 2015, http://www.reuters.com/article/idUSnMKWTcDgqa+1e8+MKW20150623.




Report Abusive Comment