
Advanced dispersion technology for paint, coating and lacquer production that is different from all other techniques is now available. This technology enables enormous reductions in production costs and process times. Additional effects are a higher degree of dispersion, improved quality and raw material savings. This article gives an introduction to this new technology, including how the system works and a comparison to the traditional dissolver blade technique.
Dispersion
Dispersion is the core of paint and lacquer production. It is the most important process and has the highest influence on the quality of the final product. The better the dispersion, the higher the efficiency of the dispersed ingredients in the final coating. Better dispersion does not mean more power, more energy and more speed. Quite the contrary. In regards to energy, you often just need 10% to 30% of the energy to get better results. Better dispersion means a more-concentrated and better-focused application of power, energy and shear. If the same power used to move 1000 gallons of paint in a vessel is applied on just one fifth of a gallon inside a small dispersing chamber there is an enormous difference. The Conti-TDS has about 5000 times higher specific power, about 1000 times higher shear rate and about 100 times higher energy density compared to traditional dissolver blades.
Dispersion in paint production means the addition and homogenous distribution of solids and liquids into basic liquids. The dispersion of solids (used as pigments and extenders, thickeners, matting agents, preservatives, adhesion promoters, antisettling agents, thixotropic agents and more) is the difficult and challenging part. Just a few powders are soluble; the majority is insoluble. The target of dispersion is to ensure that every insoluble powder particle is separated, completely wetted, deagglomerated and homogenously distributed in the liquid. The final product must be a stable and homogenous dispersion.
Traditional Method: Dissolver Disc
Dissolvers were invented in the middle of the last century, and they have survived in paint and lacquer production - with minimal changes - until today. Their biggest disadvantage is a poor shear rate. Due to the wide distance between the rotating dissolver disc and the static wall of the vessel, the shear gradient of a dissolver is very low: just about 50 reciprocal seconds in an industrial-size machine. To create shear forces with such a low shear rate the liquid viscosity has to be very high. The disc cannot create significant shear in lower viscosities. For this reason, the viscosity is increased with additional thickeners and by leaving out low-viscous liquid components at the beginning of the process. Unfortunately the high viscosity adversely affects the complete wetting of powder components. Most thickeners are shear-sensitive and lose their effect during the process.
Another issue is dissolver speed. The required dissolver speed depends on the flow behavior of the product. Since the rheology of the liquid changes constantly, the dissolver speed would have to be adjusted constantly as well. This cannot be done in practice, so most of the time dissolvers are running at the wrong speed.
Dissolver users often experience too wide variations of quality parameters. Powder addition speed, different powder handling methods by the operators, filling level, position and speed of the dissolver, temperature, batch size and many other parameters have an influence on the quality of the final product. The great handicap of the dissolver process is the lack of process control. Common practice is that the final product has to be tested and adjusted before it can be released to the next process step. This method restricts the output and reduces the equipment capacity. Quality checks and adjustments may take longer than the production.
Complete wetting is also an issue. Powders are very fine. The particles have a huge surface, with a specific surface of 50,000 square feet per pound of powder on average. Very light powders may have even more than one million square feet per pound. The optimal precondition to wet all the powder surface completely would be a liquid surface in the same range as the powder surface. A dissolver vessel provides just a few square feet on the top of the liquid for the powder addition. With this small surface it is nearly impossible to wet the powder surface completely during addition. The powder is pulled down into the liquid in bigger portions, resulting in the formation of larger agglomerates, which are wet outside and dry inside. When the high-viscous liquid penetrates these agglomerates they become stable and hard to destroy. The size will be reduced by further shearing, but to get rid of them requires additional dispersion, an additional milling step or is sometimes impossible.
In practice, surfactants are added to enable better wetting and to improve the penetration of the agglomerates under these inappropriate conditions. These surfactants are required for just a few minutes during powder addition, yet they can have negative effects in the final product - creating foam on the top and stabilizing fine air bubbles inside the product. Air reduces the shear forces of the disperser and is generally not wanted. The surfactants finally have to be compensated with the addition of antifoam additives.
The Conti-TDS system eliminates all of these disadvantages. Powders and liquids are dispersed completely during their first contact with each other. Currently several paint, coating and printing ink manufacturers are producing only with Conti-TDS (without any dissolver). Depending on the application and the installation, one Conti-TDS often replaces about five dissolvers and creates better results. For inorganic pigments and extenders it replaces the mills as well.
The Machine
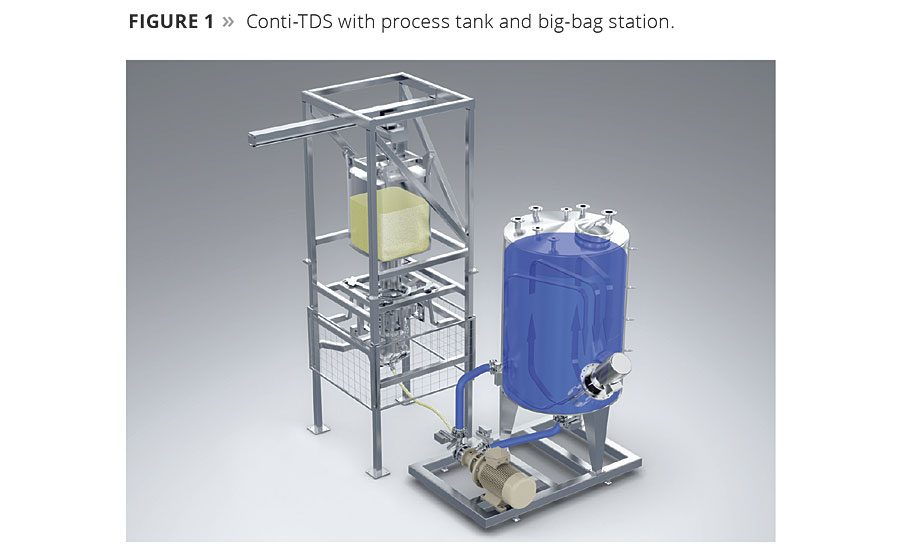
The three-letter acronym, TDS, stands for Transport and Dispersing System. The system is not only an inline disperser – it is a sophisticated powder inducting and dispersing system. The machine is installed outside the process tank (Figure 1). It is connected to the process tank via pipes, and recirculates and disperses the liquid with high speed. The machine operates independently from vessel size and filling level in the vessel. One machine may be used with more than one vessel. This way the capacity is multiplied easily.
The main part of the machine is the dispersing chamber with the rotor/stator tools. The tools are exchangeable and can be adapted to many process requirements. It is even possible to induct powder without stator into very shear-sensitive materials. But most applications make use of the high-shear tools.
In the high-shear dispersing zone the machine creates a strong vacuum. With this vacuum it inducts powder from paper bags, bag tipping stations, hoppers, drums, containers and big bags directly into the liquid. The induction is dust-free because 100% of all the powder goes into the liquid; no powder is collected in filters or dust extractions. Dust pollution of the working area is completely avoided.
During powder induction the machine inducts as much powder as the liquid can take. The liquid flow rate is self-regulating and matches with the powder induction speed automatically. The powder is inducted into the recirculating liquid loop and arrives in the vessel as a liquid dispersion. No dust appears above the liquid surface, preventing partially wetted agglomerates from building up above the liquid surface, a common problem with dissolvers. The infamous powder crusts that usually build up on the vessel walls, at the dissolver shaft and all installations above the surface (and then fall into the liquid and reduce product quality), do not occur when using this system.
Figure 2 shows a typical particle size distribution for the induction of titanium dioxide. Immediately after induction the medium particle size is already 0.46 µm. After 120 sec additional dispersion the particle size goes down to 0.38 µm. After powder induction the distribution is already very narrow. 99% are below 2 µm, and not any oversized particle is visible.
The Conti-TDS can induct liquids as well. This is useful for the homogenous dispersion of high-viscous Bentone gel or pigment paste into low-viscous varnishes and for the final addition of very low-viscous additives into high-viscous paints. In terms of pH-adjustment, the machine avoids the risk of local pH peaks at the liquid surface. There are no local over-concentrations, and the mixture is completely homogenous before it arrives in the tank. Water/resin or oil/water emulsions could be produced as well. But the dispersion of powder is always the most advantageous process.
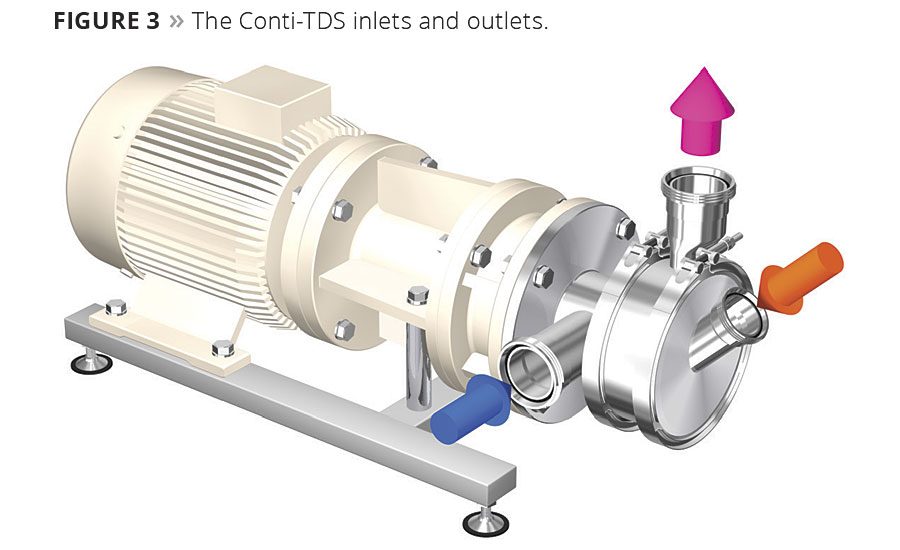
The mixing and dispersing chamber of the Conti-TDS has at least three connections: a liquid inlet (blue arrow), a powder inlet (orange) and a product outlet (purple) (Figure 3). Liquid and powder are introduced into the machine from opposite sides and leave the chamber in the middle. That means the machine pulls liquid and powder from two different directions, mixes and disperses them, and pumps the final dispersion back to the vessel.
Liquid and powder cannot get in contact with each other before they reach the dispersing zone. This way uncontrolled agglomerations are avoided completely. The dispersion of the powder into the liquid under vacuum is always done under equal, constant and controlled conditions, independent from the speed of the operator. The product quality is absolutely reproducible, even for different batch sizes.
The vacuum inside the dispersing zone has a very important function. To understand its effect we have to realize that powder contains a lot of air. The powder particles may touch each other, but there is always air between the particles and even inside their capillaries. The amount of air in the powder is always underestimated. A heavy powder like titanium dioxide contains 75 volume% air. A very light powder like fumed silica contains up to 98% air.
Nobody likes fine dispersed air in their paint or lacquer, but the presence of air during dispersion cannot be negated – it always comes with the powder. A clever trick is to make use of this unwanted air – during dispersion.
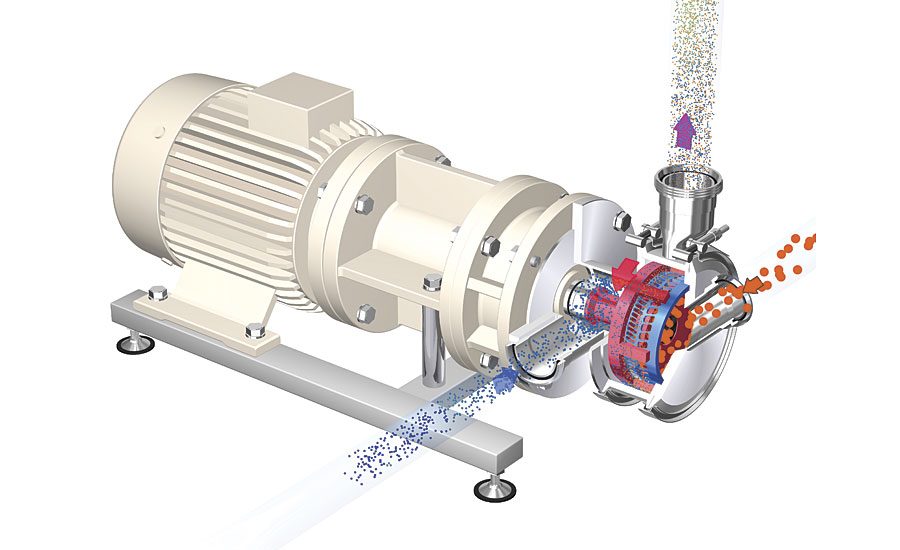
Air compresses under pressure but expands under vacuum. Under the high vacuum inside the dispersing zone it expands up to 20 times compared to its normal volume. All the air between the single powder particles expands. This way the distance between the single powder particles is expanded in the same range. Even particles that have touched each other initially become separated and fluidized during their passage through the dispersing zone. To reach this fluidization and separation no additional air is required, just the existing air under vacuum. Because of the wide distances, liquid easily gets between the particles. The vacuum allows the liquid to completely wet each particle from all directions.
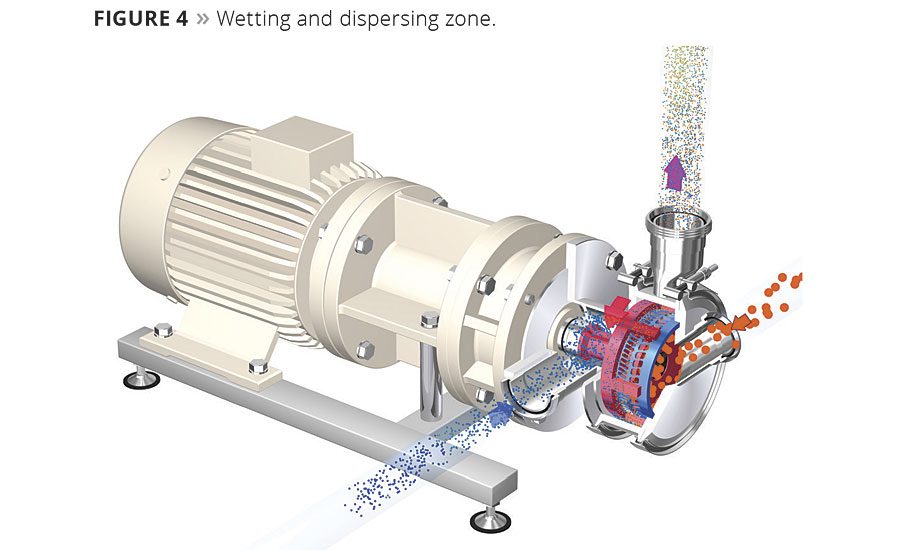
The dispersion takes place in the relatively small rotor-stator-rotor passage under maximum vacuum, turbulence and shear. During the shear zone passage the effective liquid surface is increased some million times. This way the available liquid surface during powder wetting is even larger than the huge powder surface itself. This is the ideal precondition for 100% wetting. Every single particle is wetted completely before it leaves the shear zone (Figure 4).
As opposed to dissolvers, no agglomerates are created. Existing dry agglomerates in the powder are destroyed. Only extremely hard, dry agglomerates of organic pigments may survive the dispersion and require an additional milling step, however in practice, these are just very few powder types. Additionally, because of the highly effective wetting and dispersion method, less or possibly no wetting agent is required.
Dispersing agents stabilize the final dispersion and prevent reagglomeration. The amount of dispersing agent cannot be reduced by using the Conti-TDS. Often it has to be increased because a finer particle size distribution creates a larger solid-liquid interface, which has to be stabilized – but this is always a very positive result.
Technical Comparison
The three most important parameters used to compare the performance of dispersing machines are shear rate, specific power (= P/V) and energy density (= specific energy).
The shear rate is a parameter for the shear performance of a dispersing machine. Shear is created in a liquid between a moving and a static surface. The shear rate is calculated as the quotient of the rotor speed divided by the distance to the related stationary part. The peripheral speed of a dissolver disc or rotor alone has no relevance without reference to the stator distance. The tip speed of a dissolver and the shear speed in the Conti-TDS are both in the same range: about 5000 ft/min. But the rotor-stator distance in the Conti-TDS is 1000 times smaller. For this reason the shear rate is 1000 times higher: 50 reciprocal seconds in a dissolver and 50,000 reciprocal seconds in the Conti-TDS. A 1000 times higher shear rate creates 1000 times higher shear forces – without the inappropriate 1000 times higher viscosity.
The rotor and stator in the Conti-TDS are executed with hundreds of slots in specific angles with sharp edges. The liquid is accelerated to 5000 ft/min (about 60 miles per hour), stopped to zero and accelerated to 60 mph again many times in just milliseconds. When liquid passes these slots the dispersing effect is extremely multiplied compared to the bent teeth of a dissolver disc.
The specific power tells how much power is concentrated on how much volume. The power is mainly used to create shear and turbulence, to disperse and wet particles. The more power that is installed on a specific volume, the stronger the dispersion effect. A typical P/V rate for a dissolver is 0.1 horsepower per gallon; a typical P/V rate in the Conti-TDS is 500 hp per gallon. This is a 5000 times higher concentration of power. The power is used much more effectively in a small, closed shear zone than in a big, open vessel.
Specific power is just a momentary parameter. In combination with the liquid flow rate or the recirculation time it is possible to calculate the energy density. This is the energy that is really applied on a specific volume in one single passage. The energy density of the Conti-TDS is in the range of 5 MJ/m³, which is up to 100 times higher than in a dissolver. This explains why a Conti-TDS achieves much better results during powder induction or during a short dispersing time than a dissolver after 100 times more passages.
The Conti-TDS has a high liquid flow rate through the shear zone, resulting in a short residence time. The temperature increase is typically below one degree during each passage. The total temperature increase at the end of the process compared to the dissolver is just 10% to 35% because of the respective lower total energy consumption.
There are obvious economic advantages with this new system as well. The production costs of paint are typically reduced to below 10% compared to the dissolver process. Additionally, a significant reduction in raw materials is possible because of better dispersion or higher color strength. A reduction of the production times to below 20% is typical. Consequently, energy savings down below 35% are reported as well. Generally the Conti-TDS guarantees higher product quality, much higher flexibility in the production and a much higher level of safety.
Conclusion
Conti-TDS technology offers a wide range of new possibilities, improvements, savings and much higher efficiency compared to the traditional dissolver process.
For more information, contact ystral@ystral.de or info@powdertechusa.com.



Report Abusive Comment