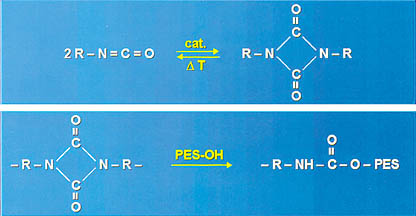
This obstacle has been overcome with the market launch of PU hardeners such as Crelan VP LS 2147, which are based on blocking-agent-free polyuretdiones. Uretdione crosslinkers result in no emissions and release no other molecules during the crosslinking reaction (see Figure 1). Like blocked PU hardeners, they require no labeling. The high quality of traditional polyurethane coatings — namely their outstanding film properties, excellent lightfastness and weather stability, and good mechanical and chemical resistance — was always matched by PU powder coatings. Uretdione hardeners have the additional benefit that the required property profile can be achieved using emission-free powder coatings. This class of products, their advantages and a number of examples are presented in this article.

Examples of Applications for PU Powder Coatings High-Gloss Pigmented Coatings
Crelan VP LS 2147 can be combined with many standard OH-polyesters to produce high-gloss coatings. Figure 2 shows three formulations based on the Crelan hardener and polyesters with different hydroxyl numbers. When stoved under the conditions selected (15 minutes at 180°C), the coatings cure to yield high gloss and good mechanical properties.With the increasing hydroxyl number of the polyester, there are more reaction centers in the molecule. As a result, the viscosity minimum shifts to lower temperatures. The gel time is reduced and curing is faster. The shift of the viscosity minimum to higher values caused by using polyesters with a higher hydroxyl number results in slightly poorer leveling.
The chemical resistance can be customized through the choice of polyester. The higher the hydroxyl number and thus the crosslinking density of the polymer matrix, the higher the resistance. An OH-polyester with a hydroxyl number of 100 yields very good chemical resistance and a hydroxyl number of 300 yields excellent resistance.
The improved leveling and hiding power predestine polyurethane powder systems for thin coatings — currently a focus of development in the powder coatings industry.
PU Powder Clearcoats
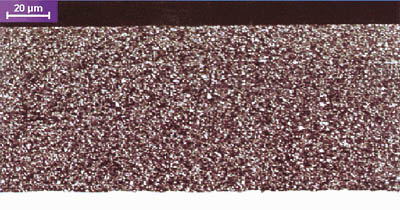
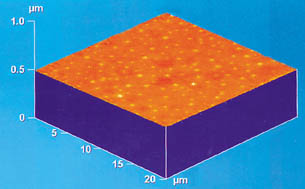
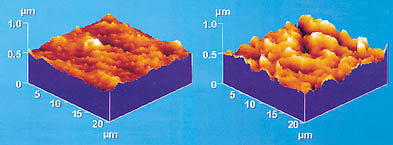
PU transparent powder coatings stand out from other systems with respect to their outstanding leveling and gloss. They are being used increasingly in industrial applications. If we look at the surface of this type of coating at high resolution under an atomic force microscope, it can be seen that the paint film is very smooth in the micron range (see Figure 6).
One important application area for PU powder clearcoats with outstanding leveling and high gloss is in the finishing of aluminum wheels.
Matte PU Powder Coatings
Powder coatings can be formulated to cover the entire range from semi-matte to very matte. In practice, various processes are used in the manufacture of matte powder coatings. These include the dry-blend method, the one-shot process and the use of bifunctional components in the powder coating. The latter option is discussed in more detail at the end of this article in conjunction with a new matte PU crosslinker.In the dry-blend method, two powder coatings of the same color are produced using different binders. In this example, one powder coating is based on a polyester with a hydroxyl number of 300 and Crelan VP LS 2147 and the other on a polyester with a hydroxyl number of 30 and the same hardener. Other components are pigments and additives. These coatings are ground together in an air separation ball mill. Depending on the mixing ratio selected, gloss values as low as around 30 at 60° can be achieved.
After stoving, the surface is very smooth as in the case of the gloss coating. This finding makes it easy to understand why very matte coatings cannot be produced by the dry-blend process. Further disadvantages of this process are the high expense — two powder coatings must be produced separately and then ground together — and the difficulty in reproducing the exact gloss level.
Both the manufacture and application of a matte powder coating are easier and less expensive if all the raw materials are mixed and extruded together. Further processing yields a homogeneous powder, which is a fine distribution of two polymer systems of differing reactivity.
Using this one-shot process, two polyesters with very different hydroxyl numbers and Crelan VP LS 2147 hardener can be combined to produce a PU powder coating that yields very low gloss.
For example, two polyesters with hydroxyl numbers of 30 and 300, respectively, can be combined in the ratio 5:1. This difference in reactivity causes defects in film formation during curing and results in a rough surface structure. The result is a matte coating with outstanding leveling, very good mechanical properties and good chemical resistance.
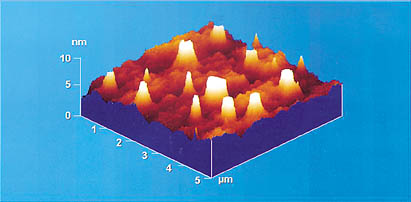
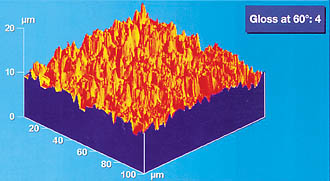
An unpigmented matte coating has been produced in this way with a gloss of 25% at an angle of 60°. Figure 8 shows a matte white coating with a gloss of 15%.

In the case of both matte coatings, the mean surface roughness measured using the atomic force microscope is higher by one power of 10 than that of gloss PU coatings.
Anti-Graffiti Powder Coatings
The aim is to produce coatings that allow the removal of spray paint using conventional cleaning agents or pastes. The easy-clean coating must have high chemical resistance resulting from a high crosslinking density of the polymer matrix.As described, high chemical resistance can be achieved by combining a polyester with a high hydroxyl number (in this case 300) with Crelan VP LS 2147. The coating must also yield a pore-free film that blocks the migration of the spray paint into the coating. The polymer system in the powder coating must therefore have good pigment wetting properties.
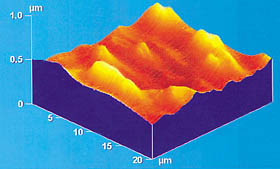
Figure 10 shows the topography of an anti-graffiti PU powder coating viewed at high resolution under atomic force microscopy. It can be seen that this coating yields a pore-free surface in the micron range.
This PU system based on the polyester with high hydroxyl number and the uretdione hardener has further interesting potential. Not only can it be used to formulate clear and pigmented gloss powder coatings but, with the addition of a polyester with a low hydroxyl number, it is possible to formulate semi-matte to matte easy-clean powder coatings.

Weather-Stable Powder Coatings
The polyester/hydroxyalkyl amide and polyurethane systems that are substitutes for polyester/TGIC systems perform almost equally well in terms of weather stability. They satisfy both the GSB and Qualicoat standards, which require 50% gloss retention after one-year Florida weathering. However, after the second and third year of weathering, progressive gloss reduction and chalking are observed in these coatings as degradation of the binder matrix sets in.Using suitable polyesters, it is possible to produce highly weather-stable powder coatings that are capable of withstanding the rigors of our climate for many years. Such systems are also suitable for use in sub-tropical and tropical regions. For outdoor applications, super-durable polyesters have been developed and are now supplied by various binder manufacturers. The key to this development was the identification of the mechanism of degradation of the polymer matrix on exposure to weathering. The rate of degradation of all polyester-based powder coatings for outdoor applications is governed by the hydrolysis of the ester bonds. In super-durable compounds, terephthalic acid is replaced by isophthalic acid as the molecular building block in the polyester. This slows the degradation by weathering considerably.
Figure 12 compares the gloss reduction of two brown powder coatings (RAL 8014) after Xenon weathering. One of the coatings is based on a conventional polyester and the other on a super-durable polyester. Both polyesters have a hydroxyl number of 30 and are crosslinked with the uretdione hardener Crelan VP LS 2147.
The coating based on the conventional polyester displays a dramatic reduction in gloss after around 500 hours. After 2,000 hours, the surface of the coating is matte and chalks heavily. The gloss of the coating based on the super-durable polyester begins to decrease slowly after about 1,500 hours. Even after 2,000 hours, there is no evidence of chalking.
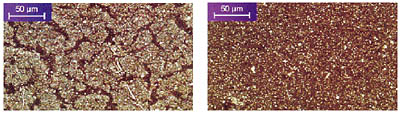
The surface of the coating based on the conventional polyester is scored by numerous grooves whereas there is no significant damage to the more stable coating.
Combinations of super-durable polyesters with PU crosslinkers can be used to formulate high-gloss pigmented systems, clearcoats and matte systems with outstanding weather stability.
Options for Catalyzing PU Powder Coatings
Let us look at the chemical reactions which occur when a PU powder coating is stoved. How can these be influenced catalytically? Or, in other words, to what extent can suitable catalysts reduce the stoving temperature and/or stoving time of PU powder coatings?There are basically two ways of using catalysts to influence the reactions in powder coatings containing uretdione hardeners. Either the curing reaction between the NCO and OH groups can be accelerated or the cleavage of the uretdione groups.
In the first case, tin carboxylates such as Crelan KAT 9594 are particularly suitable. The solid supply form of this catalyst allows its easy incorporation into the powder coating. Its favorable melting point of 90°C promotes its homogeneous distribution in the coating during extrusion.
Faster cleavage of the uretdione groups is achieved using the amidine compound diazabicyclononene (Crelan KAT DBN) (see Figure 15). This highly selective molecule yields a significant reduction in the stoving temperature of powder coatings containing Crelan VP LS 2147. Of course, it is also possible to combine both catalysts.
New PU Powder Coating Hardeners Uretdione Hardener with Elevated NCO Content
Two new PU powder coating hardeners have been developed to commercial maturity. The driving forces in these developments were reducing the costs of PU powder coating systems and producing a bifunctional hardener for yielding dull matte powder coatings.As stated, PU powder coatings have a number of technical benefits such as their outstanding film quality, good mechanical properties, and outstanding chemical resistance and weather stability. Nevertheless, they have not achieved widespread acceptance in the European powder coatings market. Compared with alternative systems, the binder:hardener ratio is less favorable, making the coating formulation more expensive.
Research has been accomplished to increase the isocyanate content of uretdione hardeners, which has reduced the system price of PU powder coatings. The result of the research efforts is a new uretdione hardener with a total NCO content of almost 20% (compared with 13.5% in Crelan VP LS 2147).

The increase in the NCO content allows a reduction in the hardener content in the powder coating. This makes the system price of PU powder coatings more attractive.

Matte Hardener Crelan VP LS 2181/1
Figure 18 shows an unusual Crelan hardener, which, because of two different functionalities in the molecule — an isocyanate and a carboxyl group — permits two parallel curing reactions.An OH polyester is used as the co-reactant for the NCO group blocked with e-caprolactam, whereas a hydroxyalkyl amide or epoxide is used as the co-reactant for the carboxyl group. The result is a very matte coating with perfect leveling.
Under the stoving conditions selected (15 minutes at 180°C), good mechanical values (Erichsen indentation: 9 mm, reverse impact: 80 ip) and good solvent resistance are yielded.
Our work with the Crelan hardener has shown that the degree of matting achieved is influenced relatively little by the process conditions during manufacture and application. This robustness represents a major advantage of this powder coating system.
Even in the micron range, a very high and uniform roughness is achieved. It is very difficult to achieve a comparably high degree of matting and such outstanding leveling using other powder coating systems.
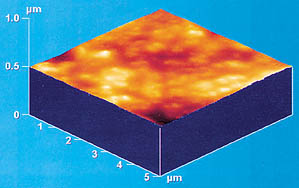
Combination of the matte crosslinker with, for example, Crelan VP LS 2147 allows variation of the gloss anywhere between semi-matte and matte. Figure 20 shows the topography of a matte coating with gloss of 25% at 60° containing both Crelan VP LS 2181/1 and Crelan VP LS 2147 in the ratio 2:1. Viewed at the same resolution as in the previous example, the topography is much flatter.
A further interesting option is the combination of a super-durable polyester with Crelan 2181/1. This yields very matte powder coatings with outstanding weather stability.
Summary
Blocking-agent-free uretdione hardeners such as Crelan VP LS 2147 make it possible to achieve the high quality of PU powder coatings in the form of emission-free powders. The coatings that can be produced range from high gloss to matte, from clear to pigmented in virtually any color.The advantages of this class of compounds with respect to leveling, gloss, hiding power and, in the case of pigmented systems, tinted strengths have been described, and the options for manufacturing matte PU powder coatings discussed. Analysis by atomic force microscope and microprobe has provided valuable information about the surface structure of powder coatings.
This paper was presented at Powder Coating Europe January 19–21 in Amsterdam, the Netherlands.


Report Abusive Comment