

|
| Figure 1 Click to enlarge |
Despite exhaustive efforts, the development of effective wood coatings has remained a challenge. Besides imparting excellent weather resistance, such a coating must be flexible enough to follow the expansion and contraction of wood. At the same time the coating must be hard enough to prevent blocking issues. Other qualities, such as strong adhesion and easy application, round out the list of key requirements. This particular set of obligatory features makes crafting coatings for wood problematic.
Recently, most improvements in exterior wood coating applications have focused on acrylic waterborne systems. These binders lend protection against moisture and UV. Furthermore, their use is gaining momentum under the current legislative push toward the use of “green” products. Core/shell dispersions – self-crosslinkable polymers based on multiphase acrylic particles – represent state-of-the-art binder technology.(2) These structured particles enable the coexistence of hard and soft polymer phases. This duality can overcome the paradoxical constraints that a wood coating be resistant to blocking, yet also be very flexible.
Despite these advances, wood coatings’ moisture-protection capabilities still need optimizing. Inclusion of various substances, such as wax and siloxane compounds,(3) can increase the water repellency of coatings. More significantly, the use of highly hydrophobic monomers can set up a double-edged defense against moisture. These monomers erect an effective barrier against liquid water, and also chemically incorporate this barrier into the polymer, which offers longer-term benefits than the use of additives.
Copolymerization with highly hydrophobic monomers based on Versatic™ acid derivatives containing highly branched alkyl groups is known to greatly enhance the ability of the corresponding polymer to repel water and resist UV.(4) These monomers have proven to be an excellent option for modifying acrylic core/shell polymers.
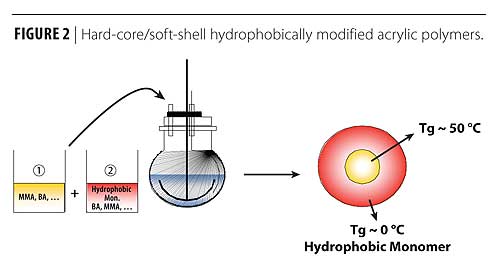
Evaluation of new, self-crosslinkable, hard-core/soft-shell acrylic polymers modified with the vinyl ester of Versatic acid (i.e. VeoVa 10™ monomer) show them to be highly efficient binders for exterior wood stain applications.(5) Lowering, to a certain extent, the glass transition temperature (Tg) of the soft-shell hydrophobic monomer resulted in a favorable balance between the hardness required for good blocking resistance and the softness needed for coating flexibility. Wood stains formulated with these binders have exhibited excellent outdoor durability – more than two years in Belgium.
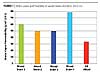
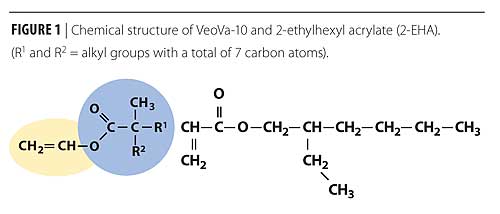
This paper describes recent work on optimized hard-core/soft-shell acrylic binders modified with either VeoVa 10 or 2-ethylhexyl acrylate (2-EHA) as the hydrophobic monomer (Figure 1). These latice systems have been synthesized, formulated and evaluated for exterior wood stain applications. A comparison of the monomers’ performance with commercial acrylic binders and commercial wood stains is also discussed.
This study aims to elucidate the influence of select hydrophobic monomers on the physical and chemical properties of binders, and ultimately on the overall performance of exterior wood coatings derived from such combinations.(6)
Experimental
Modified Acrylic Core/Shell Latices Preparation
|
| Table 1 Click to enlarge |
The series of self-crosslinkable core/shell acrylic latices with a fixed core Tg of ~50 °C and shell Tg of 0 °C were prepared according to the following procedure. Under nitrogen, demineralized water and surfactant were placed in the reactor and heated to 85 ºC. Then, the nitrogen flow was stopped, and demineralized water containing part of the initiator, potassium persulfate, was added to the initial reactor charge (IRC). This was followed by 2.5% weight of pre-emulsion I. The temperature was maintained at 85 ºC, and a slight blue color and temperature increase were observed, which indicated that the polymerization was starting. After 15 min, when this charge had polymerized, the remainder of pre-emulsion I was added over the course of 1 h.
The remaining initiator solution was added simultaneously over a period of 3 h 15 min, via a separate line. Immediately after all of pre-emulsion I was added, pre-emulsion II was added over a period of 2 h. After 3 h of pre-emulsion addition, the reactor was kept at 85 ºC for 1 hour post cooking. After post cooking, the latex was cooled down to 55 ºC and a conversion booster was added in two separate doses, each lasting 30 min, followed by a 30-min post cook at 55 ºC. Finally, the latex was cooled to room temperature and filtered. During cooling, ammonia was added slowly to neutralize the latex. At room temperature, a biocide and the crosslinker were added to the final polymer.
Particle Size Distribution of the Latices
All latices were characterized by their mean particle size and by the number of particles smaller than 1 micron using the Beckman Coulter Particle Size Analyzer LS 13 320.
Viscosity Measurements of the Latices
A Brookfield LVDV-I viscometer was used to measure latex viscosity. The measurements were carried out with spindle 1 at 20 rpm.
Minimum Film Formation Temperature (MFFT)
A 30 micron latex film was cast on the surface of the instrument (Sheen Instruments SS.3000), which was covered with a non-porous material. The film was allowed to dry, and the MFFT was determined visually.
Early Water Spot
A latex film was applied on a glass panel and dried for 1 h at 23 ºC. A 1 mL drop of demineralized water was placed onto the polymer film and covered with a watch glass to prevent evaporation. After 1 h, the water spot resistance was evaluated visually. The whitening effect was rated between 0 and 10, where a value of 10 means that the latex film was unaffected and 0 indicates a completely white film.
Goniometry
Demineralized water (4 µl) was applied to clear polymer films applied on glass, and the contact angle was measured after 30 seconds using a PG-X Measuring Head Goniometer. Ten measurements were made on each panel and the average was recorded.
Exterior Protective Wood Stain Formulations
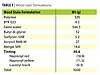
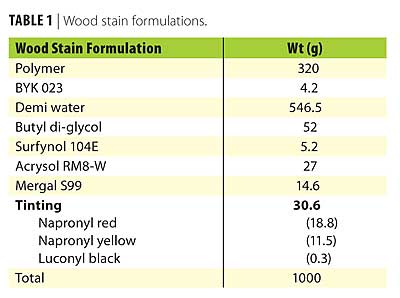
The prepared latices were formulated into colored stains following a standard formulation (Table 1). The paints were filtered at least two days before use.
Procedure
Under gentle stirring, the latex was mixed with the defoamers (BYK 023 and Surfynol 104E), demineralized water, coalescing agent (butyl di-glycol), and fungicide (Mergal S99). At the end, the thickener solution was added step by step until a viscosity of about 100 KU was obtained. A mixture of the three colored pigments was made in order to obtain a consistent color. After 10 min of stirring, the predetermined amount of tinting mixture was added, still under slow stirring. Slow agitation was continued for another 15 min. The wood stains were allowed to equilibrate at 23 ºC for 4 days before application.
Blocking Resistance of the Wood Stains
Test panels (Leneta foils) of 7.5 cm x 7.5 cm, face to face, were placed in the oven at 50 ºC for 30 min, with a weight of 2 kg on top. After cooling, the test panels were pulled apart and any damage visually evaluated. The highest score, 10, means that no noise was heard and no damage was seen when the test panels were pulled apart. A rating of 0 means that 75-100% of the wood stain was removed from the test panel.
Water Vapor Transmission Rate
This test determines the rate at which water vapor passes through a free polymer film (i.e., wet cup method). Water vapor transmission (WVT) measurements were performed according to ASTM D 1653 Test Method B, Condition A, consisting of 50% relative humidity at 23 ºC. A woodstain film of about 30 microns was applied on polyethylene panels and dried at 40 ºC for 1 week. The test specimens were peeled off and sealed to the opening of a bottle containing 50 g distilled water. The bottle was weighed after 1, 2, 3 and 4 weeks to determine the rate of water vapor movement through the specimen. The calculated WVT is the weight change per time per test area and is expressed in grams/m² per 24 h.
Adhesion on Aged Alkyds
The adhesion of wood stain on aged alkyd paints was tested according to ASTM D 3359. A 200 micron film of wet wood stain was applied and dried for one week at room temperature on wooden panels coated with alkyd paint aged for two weeks in the oven at 50 °C. A Gitterschnitt (6 x 6, 20 mm long) pattern was prepared, and adhesive tape was placed over the grid. To ensure good contact with the film, the tape was rubbed firmly with the eraser end of a pencil. Within 90 seconds the tape was removed by pulling it off rapidly at an angle of 90º. The percentage of stain removed was evaluated and rated between 5B, an unaffected film, and 0B, where the affected area was 65% or more.
Preparation of Wooden Panels for Accelerated Weathering
The wood panels were selected according to the European standard EN 927-6. The panels of Scots pine had dimensions of 150 mm x 74 mm x 18 mm. The panels were planed to a smooth and uniform finish by gentle sanding, then three coats of wood stain were applied. Only the front and the sides of the panels were painted. The wooden panels were dried for 1 week at room temperature before the start of the accelerated weathering procedure. A regular visual evaluation of blistering, chalking, flaking and cracking was performed on each of the wooden painted panels.
Accelerated Weathering
The weathering trial was carried out in a QUV Accelerated Weathering Tester from Q-Lab. 12 cycles of 24 h exposure to condensation (168 h total), and 48 cycles of 3 h, consisting of 2.5 h of UV-A (340 nm) at 60 ºC and 0.5 h of water spraying 6-7 mL/min, were alternated for a period of 2016 h.
Water Spot Test
Three coats of wood stain were applied to the wooden panel and dried for 1 week at room temperature. A 1 mL drop of demineralized water was put onto the stain and covered with a watch glass to avoid evaporation. After 24 h, the water spot resistance was evaluated visually. The whitening effect was rated between 0 and 10, where a value of 10 means that the latex film was unaffected, and 0 indicates a completely white film.
Liquid Water Permeability Test
The wood panels were selected according to the European standard EN 927-5. The panels (6 replicates) were planed to a smooth and uniform finish by gentle sanding before three coats of wood stain were applied to the test face only. The front and sides of the panels were sealed with a solvent-based polyurethane white paint. The wooden panels were conditioned until constant mass was achieved. Before starting the absorption cycle, the panels were subjected twice to a leaching procedure. For the absorption test, the test panels were floated face down on the surface of the water for 72 h. The results were expressed as water absorption of coated wood panels in g/m2 test surface per 72 h.
Gloss
Gloss measurements record the amount of light reflected at specified angles. Using a Rhopoint Statistical Novogloss apparatus, measurements on wood stains applied on pine were performed at a 60º angle at 23 ºC and 50% humidity.
Color
Using the Ultrascan XE, color changes between the reference and the artificially aged panels were measured in CIELab (L*a*b*) color difference terms. L* represents the lightness of color, a* the position between magenta and green, and b* the position between yellow and blue.

|
| Table 2 Click to enlarge |
Results and Discussion
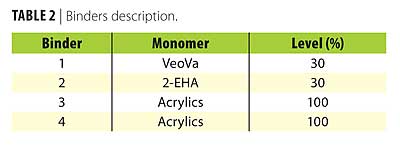
The outer shells of the polymer particles were modified by varying the types of monomer (Table 2), which were selected on the basis of their relative hydrophobic character.
With the help of online software,(7) the octanol-water partition coefficient values (LogKow) have been calculated for 2-EHA (4.2) and VeoVa-10 (5.2). As a higher octanol-water coefficient indicates a more pronounced hydrophobic character, it can be concluded that VeoVa-10 is likely to be the most hydrophobic monomer in this series.

|
| Table 3 Click to enlarge |
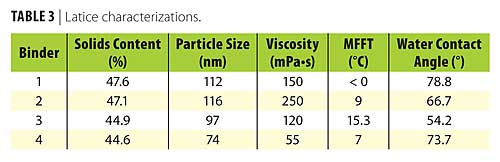
All latices were evaluated on solid content, particle size, viscosity and minimum film formation temperature (Table 3). In terms of solid content, the values measured for Binders 1 and 2 are in line with the theoretical solids content of 46%, and slightly above those of the commercial benchmarks (Binders 3 and 4). The low level of residual monomer was achieved by using a redox booster based on tertiary-butyl hydroperoxide (tBHP) and the reducing agent Bruggolite® FF6 M in the presence of FeIII catalyst. All of the latices, including the commercial benchmarks, show a low particle size.

|
| Figure 2 Click to enlarge |
Emulsions with small particle size were expected to facilitate both the process of film formation as well as good penetration of the coating into the wood’s surface. The smallest particle size was observed for Binder 4 and caused the latex to appear translucent. Evaluation of the MFFT of the synthesized latices reveals values lower than 0 ºC, which is in agreement with the targeted Tg of the shells. Upon film formation, the coalescence of these core/shell particles is mainly driven by the soft shell, which allows for the rapid formation of a coherent coating without the need for any additional coalescing agent. A lower MFFT was also recorded for Binder 4 (core/shell morphology per TDS) compared to Binder 3.
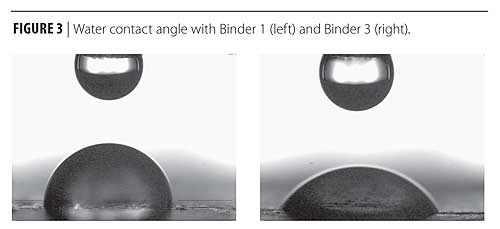
Water resistance was evaluated by early water spot tests and water contact angle measurements. The contact angle of a water droplet was measured on polymer films applied on glass plates, as a means to assess the surface polarity of the binders. As can be seen from Figure 3, the incorporation of a hydrophobic monomer such as VeoVa-10 had a dramatic impact on the contact angle of the water droplet on the polymer.

|
| Figure 3 Click to enlarge |
In these systems, the higher contact angles are therefore likely to indicate greater water repellency of the polymer film, which is in agreement with the lower critical surface tension shown by the homopolymer of VeoVa-10 (24 dynes/cm).(8) In turn, the reduction of surface tension is also expected to favor the wetting ability and penetration of the formulated binder onto the wood surface.(9) Overall, it can be stated that the all-acrylic binders, except Binder 4, seem to show reduced water repellency. The water repellency behavior of the VeoVa 10-based systems is clearly illustrated in Figure 3, which shows pictures taken from a water droplet in contact with Binder 1 (30% VeoVa-10) and Binder 3 (all-acrylic Benchmark) applied on glass.
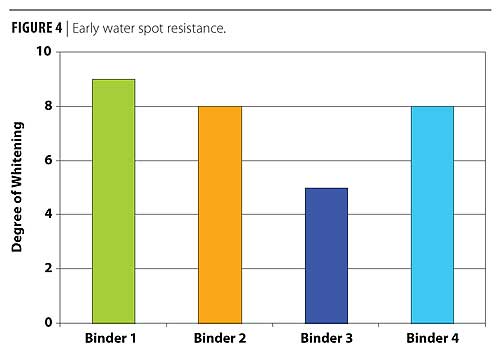
The second evaluation of water resistance was obtained through the early water spot test, whereby a droplet of water was applied to a clear film for a fixed period of time and ranked according to the film’s final degree of whitening (0 = white to 10 = no visual change).
|
| Figure 4 Click to enlarge |
As shown in Figure 4, whereas most systems (besides Binder 3) showed good resistance to water whitening, a superior resistance was observed for the acrylic system modified by VeoVa-10. On the basis of the results obtained in these different evaluations, it could be expected that the binder based on the more hydrophobic polymer (Binder 1) is likely to result in the wood stain displaying the best protection against liquid water.
Evaluation of Wood Stain Properties
|
| Table 4 Click to enlarge |
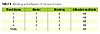
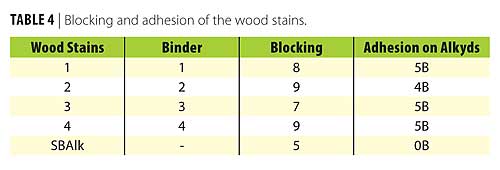
The different binders were formulated into wood stains and applied in three coats to Scots pine. Soft pine wood is one of the most demanding substrates because of its significant dimensional changes, which require the coating to adapt by expanding and contracting. A commercial wood stain from a leading global supplier, based on solvent-based alkyd (SBAlk, VOC 2010 compliant), was included in this evaluation for comparison. The resistance to blocking was first measured for the different wood stains investigated (Table 4). The best blocking resistance was obtained for 2-EHA-modified acrylic polymer (Binder 2) and for the core/shell acrylic benchmark (Binder 4), whereas the solvent-based alkyd (SBAlk) showed the lowest blocking resistance in the series. Another important property for a wood coating is its adhesion to aged alkyds. Binders 1, 3 and 4 show the best adhesion levels on aged alkyds. These excellent adhesion levels are in stark contrast with that of the SBAlk, which clearly lacks adhesion under the conditions applied.

|
| Figure 5 Click to enlarge |
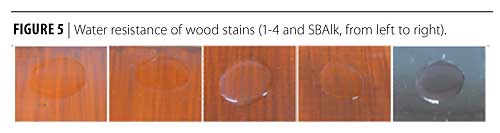
Water resistance was then assessed on the pine panels coated with the various wood stains. After 24 h of contact with a droplet of water, whitening was observed for the wood stain based on the benchmark latex, [(Binder 3) Figure 5]. In most cases, after drying, no damage could be found on the coated panels.
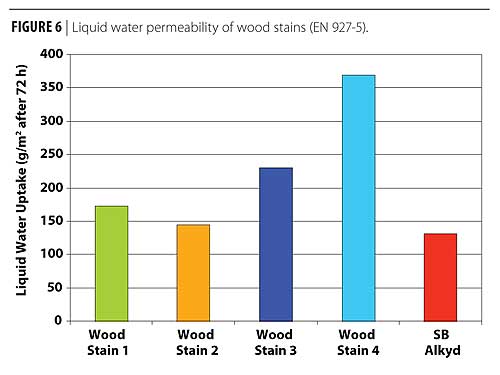
Ideally, the permeability of the coating should be low in order to minimize the ingress and accumulation of water in the wood substrate, which may lead to wood deterioration through the growth of mold and other fungi.
Permeability of wood stains to liquid water was assessed according to EN 927-5. Water uptake by the coated panels was followed for 3 days, then water release was followed for 4 days (Figure 6).
|
| Figure 6 Click to enlarge |
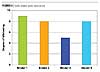
From this set of experiments, the well-known barrier effect of SB Alkyd against liquid water is confirmed, whereas Wood Stain 4 based on Binder 4 shows the highest level of liquid permeability in this series. Interestingly, the hydrophobized systems show low permeabilities, comparable to that of the commercial SB Alkyd wood stain.
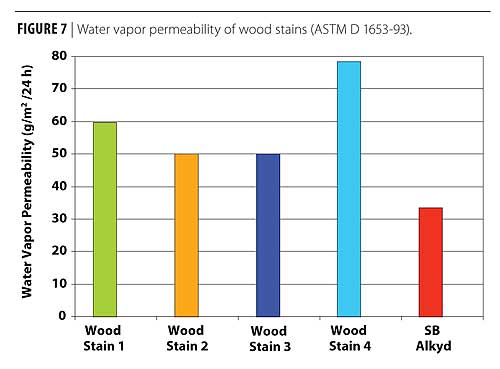
Another important property for a polymer acting as a binder in an exterior wood coating is its ability to allow good permeability of water vapor (MVTR) through the coating film so that water does not remain trapped in the wood substrate and lead to damage and rot. However, high water vapor permeability of a coating may also lead to substantial accumulation of moisture, which is not desirable. As can be seen in Figure 7, the SB Alkyd exhibits the lowest vapor permeability of all. This lack of water vapor permeability on the part of the SB Alkyd systems typically results in wood degradation.
|
| Figure 7 Click to enlarge |
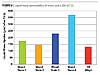
Interestingly, Wood Stain 4, which showed the highest level of permeability towards liquid water, also displays the highest permeability towards water vapor. Wood Stain 1 based on the hydrophobized binder (Binder 1) shows a slightly higher WVTR (~60 g H2O/m2/24 h) than those of the wood stains based on Binder 2 and Binder 3. Although this test is frequently performed in the exterior wood coating industry, a precise optimum value for a coating’s water vapor transmission rate has yet to be determined. The balance between a relatively low permeability for liquid water and a relatively high water vapor permeability may seem favorable for the durability of the wood stain based on Binder 1 containing 30% of VeoVa-10.

|
| Figure 8 Click to enlarge |
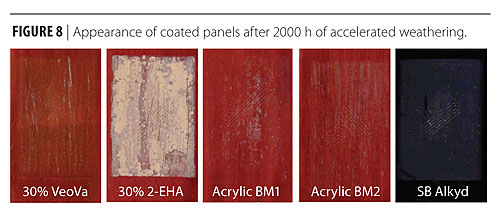
Finally, the durability of the wood stains was evaluated with an accelerated weathering test performed by the CATAS Institute. After 2000 h of this accelerated weathering treatment (EN 927-6), the panels were taken out and evaluated on the basis of their final appearance (Figure 8). After 2000 h, no sign of failure (blistering, cracking, flaking or chalking) could be observed for the different wood stains based on Binder 1 and Binder 4. Severe chalking was observed for the wood stain based on Binder 2 containing 30% of 2-EHA, whereas a slight effect was observed for the systems based on Binder 3 and SB Alkyd. The latter also showed slightly lower adhesion performance after aging. These tests clearly demonstrate that the wood stains based on Binder 1 and Binder 4 outperformed the other systems in terms of general appearance. The wood stain based on the 2-EHA-modified binder showed a strong discoloration. In a separate experiment, Wood Stain 2 was formulated with 1% of wax (Aquacer 533). Although the performance in appearance of the coated panel after artificial weathering improved, it remained inferior to that of the panel coated with Wood Stain 1.
|
| Figure 9 Click to enlarge |
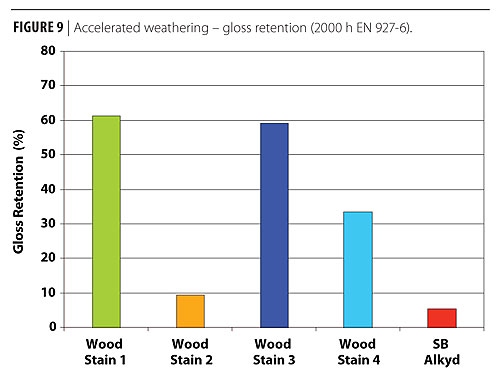
Gloss and color measurements were performed on the aged panels and compared with the non-aged systems in order to better quantify the observed changes in appearance.
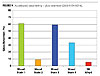
After accelerated weathering, the highest level of gloss retention was observed for the 30% VeoVa-modified binder (Figure 9). Of note, the gloss retention of this wood stain is far superior to that of the commercial SB Alkyd wood stain.
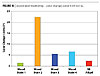
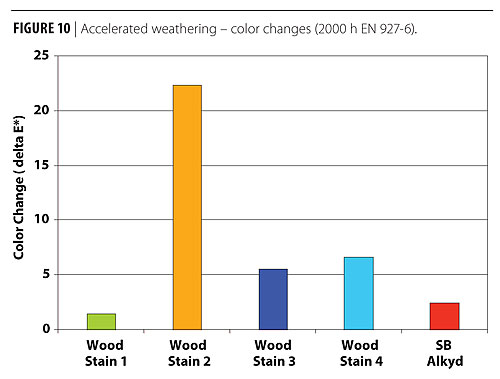
Weathering significantly alters the appearance of wood and its surface properties. Color changes (greying) in wood are due to the accumulation of photodegraded lignin constituents leached from the wood, and/or fungal growth. The general appearance of the various coated panels is well represented by the color changes (DE*). A major change was measured for Wood Stain 2, whereas Wood Stain 1 showed the smallest change in color (Figure 10). Again, the effect of VeoVa-10 on color protection is significant. The superior combination of UV stability with increased hydrophobicity as conferred by the Versatic derivatives incorporated into the polymer are likely to have contributed to this improved preservation of appearance.(10)
|
| Figure 10 Click to enlarge |
Conclusions
A series of hydrophobically modified self-crosslinkable acrylic core/shell latices with hard core and soft shell was successfully prepared. These materials have helped us develop a more fundamental understanding of the benefits of incorporating hydrophobic derivatives into acrylic polymers, and of how these benefits correlate with improved durability in exterior wood coatings.
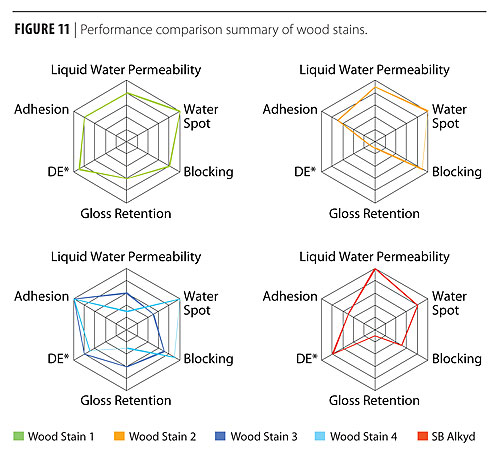
From this work it can be concluded that water repellency and UV resistance of a binder are among the main components that govern the durability of the class of coatings studied here. Of the hydrophobic monomers tested, it can be concluded that those based on the vinyl ester of versatic acid significantly enhanced the wood stains’ performance (Figure 11). This effect was demonstrated by a notable preservation in appearance of the coatings after artificial weathering, as quantified by gloss retention and color change measurements.

|
| Figure 11 Click to enlarge |
Finally, a comparison with commercial wood stains has exposed potential limitations of those commercial coatings, such as inferior water and chemical resistance and relatively poor color retention. These observations demonstrate the advantages of utilizing latices incorporating monomers based on the vinyl ester of versatic acids to improve wood stain performance.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Report Abusive Comment