
The coatings market is facing sustainability challenges due to tightening VOC regulations. This has led coatings formulators to re-evaluate their formulations and adapt them to meet new regulations by using “green” raw materials. In order to comply with market requirements, Colortrend USA LLC has developed Chroma-Chem® 846, a lower-VOC line of non-aqueous colorants for use in solventborne industrial applications. The colorants were developed using alkyl phenol ethoxy-late (APE)-free surfactants, are aromatic free, and free of Hazardous Air Pollutants (HAPs). These colorants will allow formulation of tinted coatings that meet the required VOC regulations without compromising coating performance.

|
| Table 1 Click to enlarge |
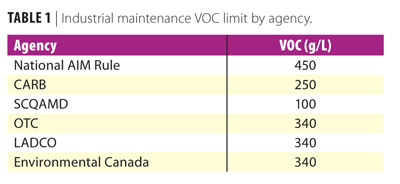
Chroma-Chem 846 consists of 15 colorants that are volumetrically and gravimetrically dispensable for both depot and in-plant tinting of high-performance industrial coatings, i.e., acrylics, alkyds, cellulosic lacquers, chlorinated rubber, epoxies, polyesters, polyurethanes, melamine formaldehyde and vinyl paints. Their VOC content is below 250 g/L, allowing industrial coatings to be formulated at a reduced VOC level, while maintaining performance similar to the industry-known Chroma-Chem 844. The pigments used in Chroma-Chem 846 were chosen to provide a broad color space, good durability, lightfastness and chemical resistance, with tinting strength controlled to +/- 2% by volume and DE = 0.5.
VOC Issues
|
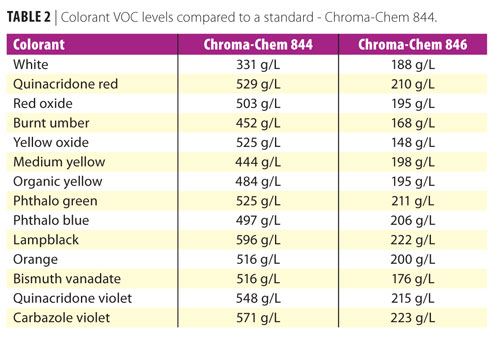
| Table 2 Click to enlarge |
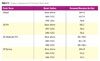
Chroma-Chem 846 was developed to meet these and future VOC requirements by reducing the VOC to <250 g/L. A comparison of VOCs by EPA Method 24 shows that compared to the current technology, the VOCs can be reduced between 45% and 70%. This is based on the specific colorant, as shown in Table 2.
Colorant Evaluations
In the development of a colorant there are three areas that need to be considered:
- Colorant – selection of raw materials;
- Quantifiable on colorant – the inherent properties of the colorant;
- Quantifiable on paint – the impact of colorant on paint properties.
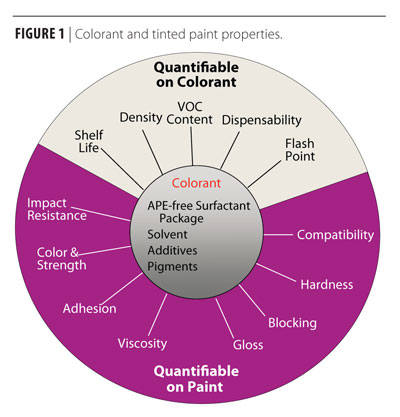
Figure 1 highlights some of the key properties, though the overall evaluation was more extensive.
Colorant
As already mentioned, APE-, aromatic- and HAPS-free materials were used with state-of-the-art pigments. The pigments were dispersed in a unique acrylic resin that provided excellent wetting and dispersing properties, allowing the colorant to have excellent compatibility with a range of coating chemistries. To lower the VOCs, a renewable resource-based proprietary polyester was blended with propylene glycol monomethyl ether acetate (PMA).

|
| Figure 1 Click to enlarge |
Quantifiable on Colorant
Colorants are similar to coatings in that they are formulated products having inherent properties that must be consistent and stable. Some of these are shown in Figure 1, such as VOCs, dispensability, viscosity, shelf life (settling) as measured by oven aging, flash point and density. Others not shown, but just as important, are the grind or dispersability of the pigment.
Quantifiable on Paint
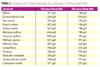
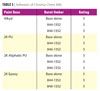
After meeting any criteria related to the two points above, the colorant needs to provide the expected performance, in terms of color and strength, without having a negative impact on the coating. To determine the colorant impact, evaluations were conducted in 2K polyurethane, alkyd, nitrocellulose, 2K aliphatic acrylic urethane and 2K epoxy paint bases. The amount of colorant added per gallon was dependent on the paint base. Both alkyd and nitrocellulose were at 2 ounces, epoxy was at 8 ounces and the PUs were either 6 or 8 ounces, depending on the specific base. The coating thickness and substrate were dictated by the evaluation. For benchmarking purposes, Chroma-Chem 844 was used as a standard in each evaluation. Overall good results were obtained for all of the colorants in the test paint bases. As an example, results on the Burnt Umber colorant are provided below.
Compatibility
Compatibility was determined by rub-up and conducted on BYK-Gardner Drawdown Chart #AG-5303, using a 6 mil drawdown bar. Upon becoming tacky the coatings were rubbed, and after drying the rubbed to non-rubbed areas were compared visually for color differences. Excellent compatibility was obtained for all colorants in all of the paint bases.
|
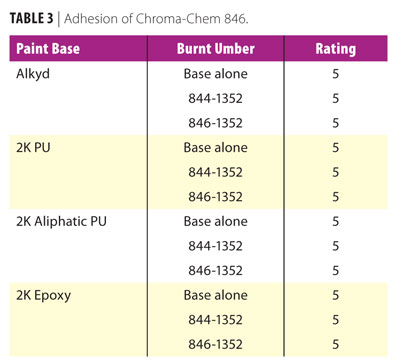
| Table 3 Click to enlarge |
Blocking
Blocking was determined using ASTM D 4946-89. The coatings were applied using a 6 mil drawdown bar onto BYK-Gardner #AG-5303 chart. The drawdown was air dried for 7 days and placed face to face in an oven at 50 ºC, at a pressure of 1.8 psi over the specimen. After 30 minutes the specimens were removed from the oven, cooled down for 30 minutes at room temperature and peeled apart. The tackiness or block of Chroma-Chem 846 was the same as obtained for the standard.
Adhesion
Crosshatch adhesion was conducted by ASTM D 3359. The coatings were applied using a 3 mil drawdown bar onto aluminum substrate and air dried for 7 days. As shown in Table 3, Chroma-Chem 846 had a rating of 5 in all bases, meaning there was no loss of adhesion, and it was comparable to the standard.

|
| Table 4 Click to enlarge |
Hardness
Pendulum hardness was conducted by ASTM D 4366. The coatings were drawn down on glass substrate using a 6 mil drawdown bar, air dried and evaluated after 7 days. A comparison of the oscillations shows that, depending on the base, Chroma-Chem 846 provided a slight to higher coating hardness (Table 4). This was consistent with the increased hardness provided by the standard.
|
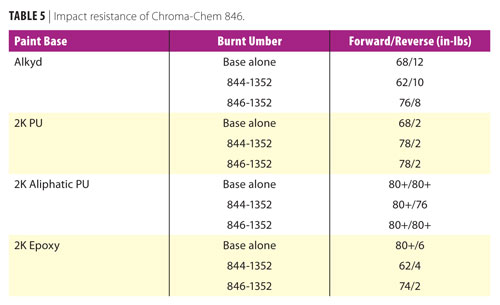
| Table 5 Click to enlarge |
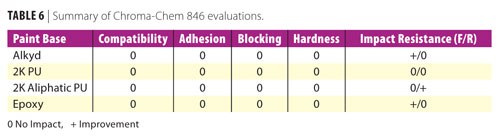
Impact Resistance
In Table 6, a summary of the above results is given. What this shows is for all 15 colorants, in the bases used, acceptable paint properties were obtained across the board. In addition to these evaluations, oven stability to determine the impact on viscosity, settling and compatibility were conducted. After 30 days at 50 °C good stability was maintained for these properties. Additional evaluations conducted included gloss retention and sag resistance, which were equivalent to the standard.
Color and Strength
In terms of color and strength, Chroma-Chem 846 is different compared to the standard colorant. This is due to utilization of different resin and solvents to obtain lower VOCs. The result is some of the colorants, while at similar pigment loading, provide higher strength. The benefit is that less colorant is needed to obtain similar strength, and formulas are readily available through the use of Portfolio of Color®.

|
| Table 6 Click to enlarge |
Summary
The use of Chroma-Chem 846 allows coatings manufacturers to be compliant with stricter and ever-tightening VOC regulations, without sacrificing performance, for industrial solventborne coatings. As shown, these colorants provide performance that is equivalent to the current industry standard, at a VOC <250 g/L. Also, the colorants meet other environmental needs through the use of a renewable resource-based proprietary polyester, and additives that are APE-, aromatic-, and HAPs-free. With its broad compatibility, the addition of high-performance pigments to improve durability, and its broad color offering, Chroma-Chem 846 provides options to coatings formulators to meet both their customer and regulatory requirements.
The author would like to acknowledge Yamini Patel, David Rivera, Mier Gu and Jadel Baptista from Colortrend USA LLC for their contributions and data.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Report Abusive Comment