
The wood coating industry initially embraced UV-curing technology as a way to increase both productivity and performance, and more recently as a means to save energy and meet environmental regulations. Initially, all applications were based on 100% solids UV-curable products, coating mainly flat panels by roller coater.
During the 1990s, UV-curable polyurethane dispersions in water (UV-PUD) were developed. PVC floor coating was the first industrial application. The flexibility, adhesion and stain resistance of these coatings made this new technology very successful. The low viscosity and the very low VOC of these dispersions also made them very attractive for spray, curtain and vacuum applications onto wood.
In recent years, commercial UV curing has moved out of the factory and into the field, with numerous improvements in UV-curing equipment enabling this transformation. Floor coatings are one of the main applications for field-applied UV-cured coatings. Today, field-applied or on-site floor coatings for wood are in several stages of commercialization.
The benefits of UV-cured field-applied wood coatings are similar to factory-applied wood coatings: increased productivity and performance. In addition, the immediate cure aspect provides (1) an added benefit of quality, since the finish will not be damaged once it is cured, and (2) cost savings to the end user through immediate use.
In this article, the performance of water-based field-applied UV-cured wood floor coatings is compared to that of conventionally cured wood floor coatings. The benefits and detriments of each curing technology are also reviewed. Additionally, several UV-cure processing and formulating variables are evaluated regarding their effect on coating performance.
Field- vs. Factory-Applied Coatings

|
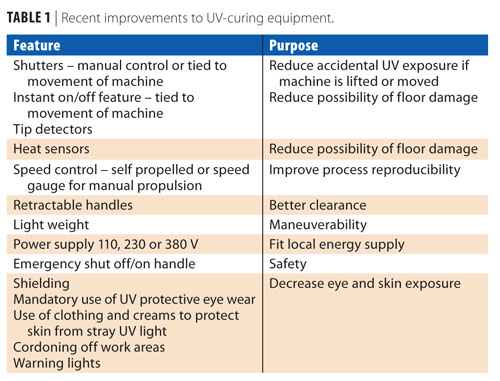
| Table 1 Click to enlarge |
Applying and curing a wood coating in a factory is a well-controlled process. Moving this process to the field introduces many uncontrolled variables, which means that a robust coating and cure process are needed.
Substrate variations are more common in the field, where wood composition, surface treatment, roughness, porosity and contamination are all potential challenges. The substrate is also larger than the UV-cure unit (unlike in the factory).
UV leakage at the sides of the curing equipment can prematurely cure the coating at the edges of the cure path. This may cause changes in the surface appearance in this area. Also, care must be taken to ensure complete cure of all areas. Overlap criteria for the UV-curing unit are typically provided by the coating supplier to assist in achieving complete cure.
Field-applied UV-curable wood coatings are applied like conventional wood coatings using a roller or T-bar applicator. This application method can result in coating thickness variations.
Finally, the UV-cure unit is mobile and moves over the substrate. The distance from the UV-cure unit to the substrate and the speed of the UV-cure unit may both vary during the UV-curing process. The equipment for field-applied applications has undergone many modifications and upgrades over the last years. There are at least seven manufacturers, each of whom has a unique construct for their machines. Some of the recent improvements to equipment are shown in Table 1. Many of these improvements address safety issues or process reproducibility.
In general, however, it is the coating formulation that must be robust enough to overcome all of these challenges.
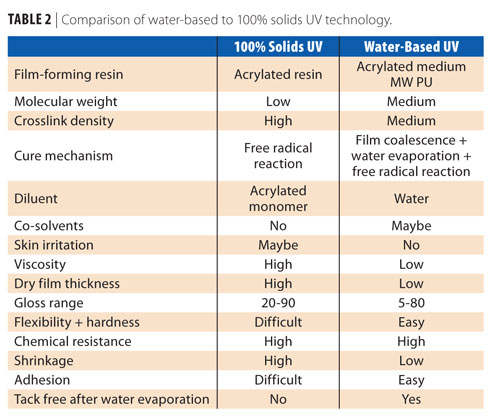
Water-Based UV vs. 100% Solids UV
Conventional and UV-Curable Technologies
|
| Table 2 Click to enlarge |
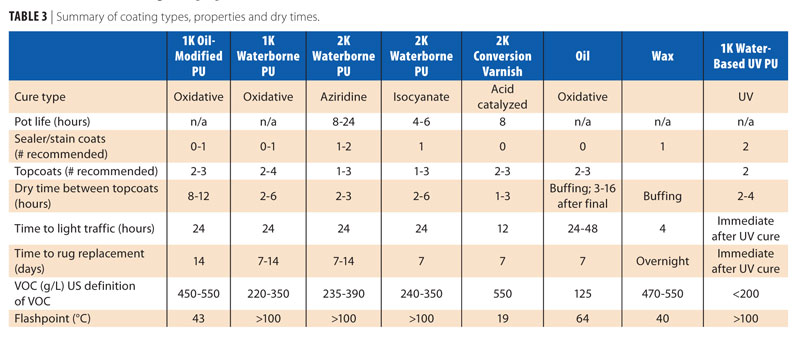
Polyurethanes (PUs) make up the majority of wood floor finishes, and include 1K oil modified, 1K waterborne, and 2K waterborne. Swedish finishes (conversion varnishes) have very low usage due to regulatory concerns, and oils and waxes are still used in limited markets to get a beautiful, hand-rubbed appearance. Water-based UV-curable polyurethanes are just entering the marketplace.
All of the polyurethanes, including UV-curable, demonstrate a combination of properties that are beneficial to wood floor coatings, such as high surface hardness, very good chemical resistance, toughness, excellent low-temperature flexibility, very good abrasion resistance and extreme durability. These properties are the result of the polyurethane structure, which consists of both hard and soft segments within the same polymer chain.
In order to develop the properties noted above, the polyurethanes must have some degree of crosslinking. This crosslinking can be provided through several different mechanisms: auto-oxidation, isocyanate reactions, aziridine reactions or UV curing.

|
| Table 3 Click to enlarge |
The isocyanate and aziridine chemistries are two-component systems with limited pot life, while the other polyurethane chemistries are one-component systems with unlimited pot life. The conversion varnish is a two-component system, and the oils and waxes are one-component systems. Two-component systems with limited pot life can result in wasted product, and deficiencies in product performance due to improper mixing.
The VOCs of floor finishes have become important in recent years. The principal area of concern has been the emission of VOCs from coatings during manufacturing, drying and curing processes. Therefore both Europe and the United States have introduced legislation that limits the emission of VOCs in both paint manufacturing and application processes. More of the conventional floor coatings are being adapted or withdrawn from the market to meet the legislation.
All wood floor finishing is a multi-coat system. Three to four coats are typical, and may include stains, sealers and finishes (topcoats). The stains and sealers may be solventborne or waterborne, and are typically fast drying. The topcoats are applied after the stain/sealer coats. The drying time of the topcoat varies from around three hours for waterborne systems and conversion varnishes to around 10 hours for oil-modified polyurethanes. Drying is not necessary for oils and waxes, but buffing is done between topcoats. The dry time is the time required between the applications of the multiple topcoats.
After the final topcoat has been applied, the coating must be allowed to fully develop its performance properties. Since some of these times can be quite long, recommendations on return of the floor to service are classified as time to light traffic and time to rug replacement. For UV-cure finishes, all of these times are immediately after UV cure. This provides a substantial advantage over all of the other technologies, but especially the other polyurethane technologies, which recommend 24 hours before light traffic, and 7 to 14 days before rug replacement.
Table 3 summarizes the data presented above, which were obtained from product brochures and data sheets. Missing from these data sheets is specific information on product performance. Other than a few data sheets that list data on pendulum hardness and abrasion no other performance information is provided.
Test Procedure and Floor Finishes

|
| Table 4 Click to enlarge |
In this article the product performance of a number of commercial conventional wood floor finishes is discussed and compared to starting-point formulations for UV-curable water-based floor finishes based on UCECOAT® UV PUDs. A 1K oil-modified polyurethane, 1K waterborne polyurethane, and 2K waterborne polyurethanes (aziridine cure and isocyanate cure) were evaluated.
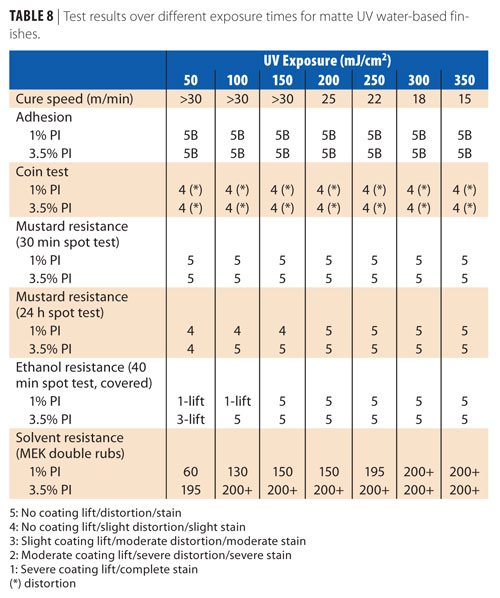
Additionally, the properties of UV coatings were assessed regarding development over time, for single versus multiple topcoats, and for UV exposure and photoinitiator concentration.
Oak wood panels were sanded and then sealed with two coats of water-based sealer according to the manufacturer’s directions. (Nanoshield™ Sealer, Zinsser Co., Inc.)
Several conventional floor finishes were used as received from the manufacturers. The directions for use were followed for each of these products.
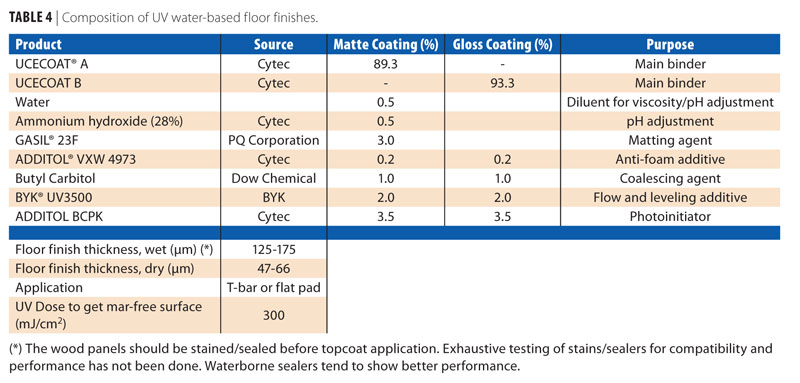
The composition of the UV water-based floor finishes is shown in Table 4.

|
| Table 5 Click to enlarge |
The UV floor finishes were cured using a laboratory cure unit from HID Ultraviolet, LLC. This laboratory cure unit consists of a mobile curing unit (Bulldog 15-3000) equipped with a 100 watts/cm medium pressure continuous wave Xenon lamp. It is mounted on a conveyor system with variable belt speed to enable ease of laboratory work. The UV water-based floor finishes were UV cured at 350 mJ/cm2, corresponding to a walking speed of 15 meter per minute.
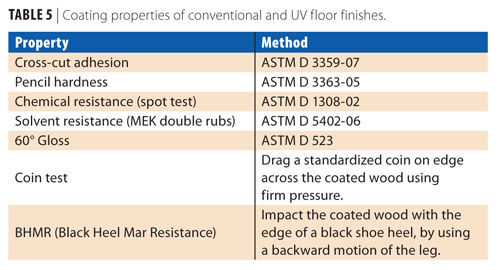
Coating properties of the conventional and UV floor finishes were determined as shown in Table 5. These properties were evaluated at several points during the cure cycles of the conventional coatings, and over 0-72 hours for the UV coatings.
|
| Table 6 Click to enlarge |
Test Results
Property Development vs. Time
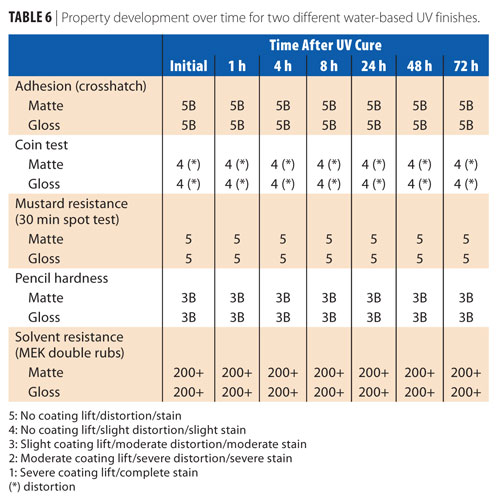
In 100% solids UV-curable coatings, shrinkage upon cure can be significant, which can then develop stress in the coating. As the coating relaxes over time, this stress is removed, and the coating properties can change as a result. Many refer to this as “dark cure”, although it is doubtful that additional curing is taking place.
In water-based UV-curable coatings, shrinkage is greatly reduced, so stress build in the coating is diminished. This results in coating properties that do not change over time. Table 6 demonstrates this, by showing that the properties of two different water-based UV finishes are the same immediately after cure and over a period of 72 hours.
|
| Table 7 Click to enlarge |
As mentioned earlier, the time to light traffic and time to rug replacement differ for the different conventional floor finishes. As shown in Table 6, for UV water-based finishes, all of these times are immediately after UV cure. This provides a substantial advantage over all other technologies, but especially other polyurethane technologies, which recommend 24 hours before light traffic, and 7-14 days before rug replacement.
Single-Coat vs. Two-Coat System
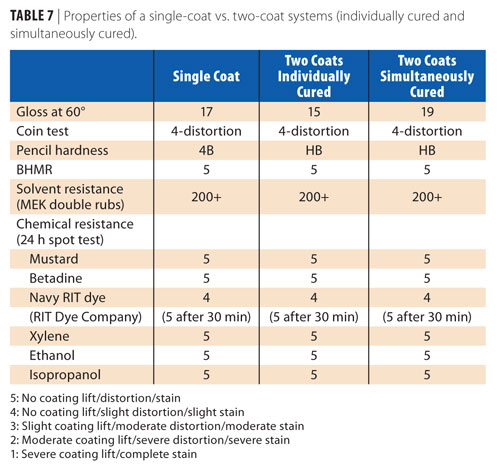
Since floor finishes typically use multiple coatings, the effects of the number of UV coatings and their curing processes were investigated. For water-based UV coatings that are tack free before cure, a second coating may be applied as soon as the first coating has dried. An intermediate UV-cure step is not required, but may be used if desired. In order to facilitate intercoat adhesion, an intermediate cure step should use less energy than that required for full cure (typically 1/3 of full cure). If the first coating is fully cured, another way to ensure intercoat adhesion is to lightly sand before application of the second coating.

|
| Table 8 Click to enlarge |
Table 7 shows that the properties are essentially unchanged for a one-coat system, a two-coat system that has been individually cured, or a two-coat system that has been simultaneously cured. The only differences are small changes in gloss, and a softer coating for a one-coat system. Since both time and energy can be saved by simultaneously curing a two-coat system, and there is no effect on coating properties, this is the recommended procedure if two UV floor finishes are desired.
Performance Results
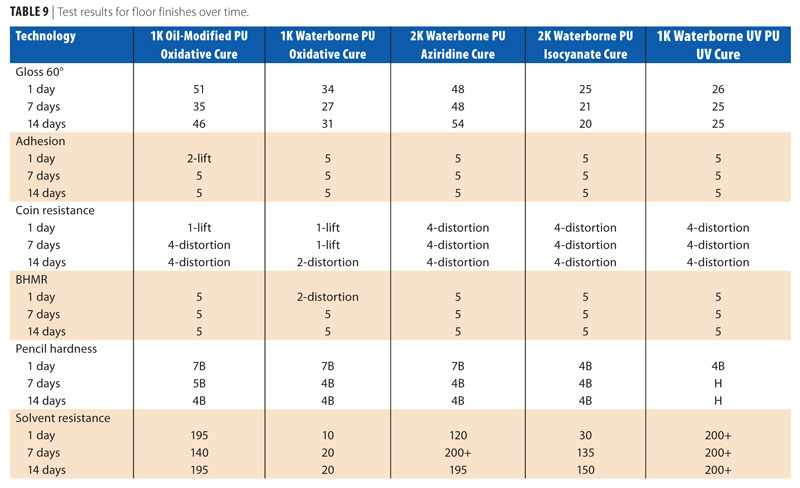
The gloss of all the tested floor finishes is fairly stable over time, as shown in Table 9, with the UV-curable coating demonstrating the most stable gloss. Adhesion is basically the same for all floor finishes. A loss of adhesion is only seen in the 1 day result for the oil-modified polyurethane. In general, all of the 2K floor finishes perform the same, and better than the 1K systems in the coin test. Black heel mark resistance is good for all finishes, with only the 1K waterborne polyurethane showing poor performance at 1 day. The UV-curable finish is harder than the other floor finishes, and also has better solvent resistance.

|
| Table 9 Click to enlarge |
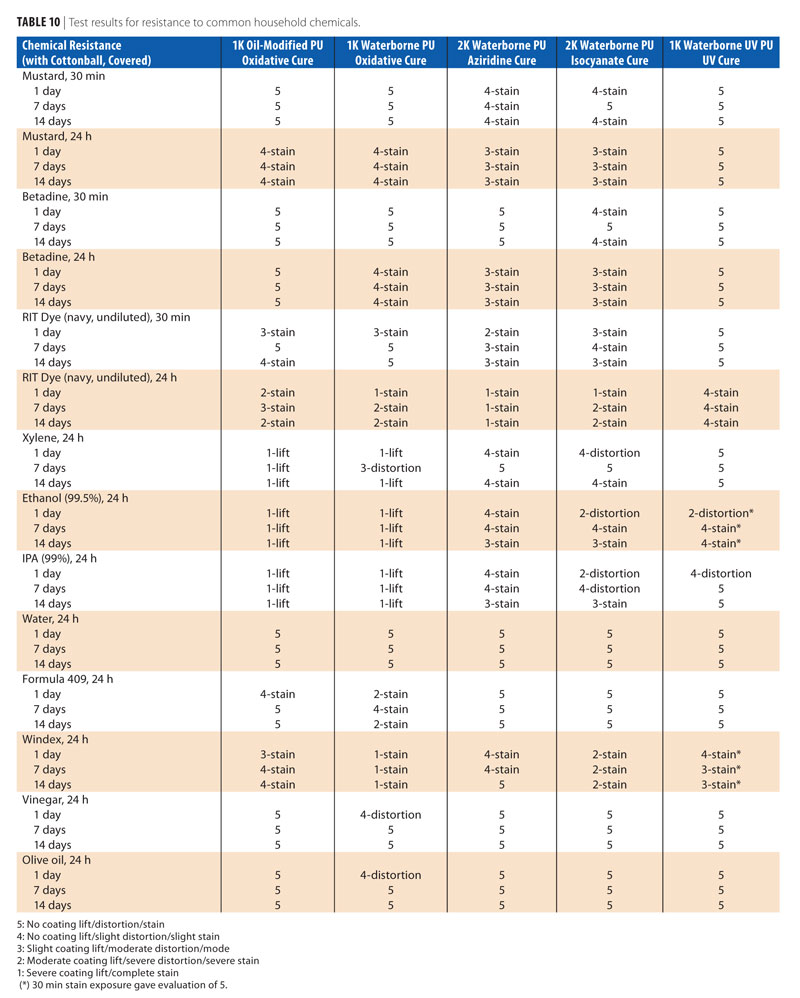
The resistance of floor finishes to a number of common household chemicals is shown in Table 10. The UV-curable floor finish shows no loss of adhesion, coating, distortion or coating stain when exposed for 24 h to mustard, betadine, xylene, water, Formula 409®, vinegar or olive oil. It shows the same results for 30-min exposures to undiluted navy RIT® dye, ethanol, isopropanol and Windex®.
Some conventional floor finishes show good resistance to some chemicals, but none show the broad chemical resistance of the UV-curable floor finish.

|
| Table 10 Click to enlarge |
Conclusion
The performance of field-applied UV-curable floor finishes based on new UV-curable polyurethane dispersions has been compared to that of conventional floor finishes.
UV-curable floor finishes show better hardness, solvent resistance and chemical resistance then the conventional floor finishes. This improved performance is obtained immediately after the UV-curing step. No extended cure time is needed for the development of properties compared to conventional floor finishes. The immediate cure aspect provides an added benefit of quality, since the finish will not be damaged once it is cured, and cost savings to the end user through immediate use.
These properties are also evident in either a one- or a two-topcoat system; the two-topcoat system may be processed in a number of ways without affecting coating properties. The width of the cure window for UV-curable floor finishes can be adjusted to allow variation in cure parameters as required for use in field-applied settings.
This article was published in the April 2011 issue of PPCJ magazine.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Report Abusive Comment