The resin system and the additives used have the same major impact on the properties of UV powder coatings that they do in all other coating systems. The composition of the coating formulation of UV powder coatings will affect the flow, chemical resistance and flexibility of the coating. With additives, surface effects like gloss reduction or texture effects are introduced and presented. What is important is the effect of the cure conditions on the network formation. The influence of cure temperature, UV dose and UV spectrum were investigated with different calorimetric methods and are described in this paper.
Introduction
UV-curable powder coatings are now commercially applied at several industrial coating lines. Since the first commercial lines for coatings on preassembled metal substrates (electric motors and automotive radiators) last year, the first furniture manufacturer has started with the use of UV powder coating on medium density fiberboard (MDF). The UV powder system is attractive because it combines the environmental and technical advantages of powder coatings and UV-curing. The manufacturing and application of the UV-curable powder coatings is equivalent to conventional thermal curable powder coatings due to the absence of solvents. The curing of the UV powder coating, however, is initiated by exposure to UV light and, consequently, the curing temperature can be much lower compared to conventional powder coatings.Similar to conventional powder coatings, the resin system and the additives used affect the final properties of the coating. Also, the parameters of UV curing can have a strong impact on the final coating performance, comparable to the temperature/time curing window of conventional powder coatings. Variables in the curing process of the UV powder formulation are parameters like temperature, amount of UV light energy of UV light and the spectral output of the lamp.
This paper will present how the UV powder coating curing window is optimized for several formulations. After a brief
introduction on the chemistry, manufacturing and curing of UV powder coatings, examples will be presented of powder
coating formulations with different properties in relation to the curing method used.
UV-curable powder coatings, chemistry and technology
In the literature, several examples have been described of binder systems suitable for UV-curable powder coatings. Examples include unsaturated polyacrylates1, mixtures of unsaturated polyesters and acrylates2, methacrylated polyesters3, acrylated hyper-branched polyesters4and specially formulated solid epoxy resins5. DSM Coating Resins has developed a binder system based on a blend of an unsaturated polyester and a vinyl ether urethane component6,7. The polymerization mechanism of the unsaturated polyester containing maleate or fumarate groups with the vinyl ether crosslinker proceeds via formation of a maleate-vinyl ether (MA-VE) donor-acceptor complex followed by homopolymerization of this complex (Figure 1) yielding a 1:1 alternated MAVE copolymer.
Coating formulation and processing technology-In general, the composition of UV powder coating formulations is comparable to conventional powder coatings. The main difference is the use of photoinitiators in the UV powder coating. This photoinitiator will absorb the UV light during the curing process and initiates the polymerisation of the binder system. Typically, solid a-hydroxy-acetophenones (a-HAP) and bis-acylphosphine oxide (BAPO) derivatives are frequently used.
Like conventional powder coatings, the UV powder coating formulation is processed by extrusion. Due to the semi-crystalline nature, the extrusion temperature may not exceed 70°C, and the extrudate temperature may not be higher than 75°C. This temperature is above the glass transition temperature, but below the melting range of the crystalline regions. Above the melting temperature, the melting of the crystalline regions leads to a dramatic reduction in viscosity, which makes extrusion virtually impossible.
Milling and sieving follow extrusion. During this process, the temperature may not become too high because, above approximately 40°C, the powder is above Tg, which may lead to lump formation. At higher temperatures, this may lead to partial melting of the powder.
UV powder application-Tribo charging is very suitable for powder application
on MDF. In contrast with corona charging, there is no external high-voltage
source. The powder particles are charged by friction in a Teflon tube and
transported by airflow. Due to the absence of the electric field, there is no
Faraday cage effect and internal surfaces can be coated. Moreover, such an
electric field can cause fiber lifting. For poorly conducting materials, the
substrate is sometimes preheated to improve the uniformity in the powder layer
thickness.9
Curing of UV powder-The curing of the applied powder coating is divided into
two steps (Figure 2). In the first step, the powder coating particles are heated by
IR radiation. This method heats the coating surface very efficiently, while the
temperature of the substrate will stay low.
Several experiments have shown that when the surface is heated to 100 to 120°C, the temperature 3 mm below the surface is more than 40°C lower.10 In practice, the IR power is controlled via a pyrometer that measures the temperature of the surface and is set on a maximum of 100°C in the case of MDF. This prohibits overheating of the substrate, which could lead to discoloration or deformation. Sometimes the IR heating section is extended with a second section that heats the substrate with a combination of IR and convection heating.9 During the melting of the powder, the particles will flow together to form a continuous and smooth film. Depending on the substrate and the heating power, the whole process of melting and flowing takes one to three minutes.
Following the IR heating section, the molten film cures in the UV section to get the final desired coating properties. The UV light source can be either a mercury vapour arc lamp or mercury vapour microwave-powered lamps. For the latter, several types of bulbs are available that differ in the spectral output-the H-bulb (mercury-type short wavelength UV), the D-bulb (iron-doped mercury-type with medium wavelength UV) and the V-bulb (gallium-doped mercury-type with longer, near-visible wavelength UV). One has to be aware that a portion of the light emitted by the lamps is IR radiation. This may lead to extra unwanted heating up of the surface to be cured.
After the UV curing, which will take only seconds, the substrate is left to cool
down. Since only the surface is heated, the time required for cooling is also
reduced compared to other application processes. The whole curing process can
therefore save between 50 and 80% in time, floor space and cost, depending on
the currently used technique and substrate.9,10
Note:
Extrusion: 16 mm double screw extruder @ 200 RPM, 70 °C
Melt: 120 s @ 100°C under medium wavelength IR
Cure: Clear 1600 mJ/cm2 H-bulb, white 4000 mJ/cm2 V-bulb (UV-dose: Power Puck PP2000, UV-A/B/C/V)
1) ++ : no damage after 100 double rubs.
2) Pendulum hardness König, DIN 53157, measured on MDF.
3) The pendulum hardness on aluminium is 215 s.
4) Gitterschnitt scale 0-5; 0 is excellent, 5 is bad, DIN 53153/ISO 2409.
Coating formulations and properties
Coatings on MDF-The furniture industry, which frequently uses MDF as a material, requires coatings that possess good chemical resistance in combination with a high hardness. For this purpose, a special vinyl ether component has been developed (VE 1). In Table 1, examples are given of a clear and a white-pigmented (15% TiO2) coating formulation. These formulations comprise a stoichiometric ratio of the maleate and vinyl ether groups in order to facilitate the 1:1 copolymerization. The coatings were applied in a layer thickness of approximately 100 µm. After melting the powders at 100°C, a good flow was obtained (determined visually). The chemical resistance (acetone and MEK) of both systems is good. Recently we have reported a study that showed that the clear coating performs as good as or even better than several commercially applied solvent-borne or liquid UV coatings.12
Note:
Extrusion: 16 mm double screw extruder @ 200 RPM, 70°C
Melt: 120 s @ 100 °C under medium wavelength IR (for semigloss 120°C)
Cure: Clear 1600 mJ/cm2 H-bulb, white 4000 mJ/cm2 V-bulb (UV-dose: Power Puck PP2000, UV-A/B/C/V)
1) ++ : no damage after 100 double rubs.
2) Pendulum hardness König, DIN 53157, measured on MDF.
3) Gitterschnitt scale 0-5; 0 is excellent, 5 is bad, DIN 53153/ISO 2409.
Coatings for metal-For coatings on flexible substrates, like metal, another vinyl ether (VE 2) has been developed. The coating characteristics of a prototype UV-curable powder coating with this crosslinker are described in Table 3. In this case, a layer thickness of 80 µm was applied on aluminium and the coating was melted at 120°C to obtain a good flow. The pendulum hardness is lower compared to the coatings based on VE 1. However, the adhesion on aluminium is much improved and also the flexibility of the coating is higher. The maximum value for aluminum is obtained in the Erickson Slow Penetration (ESP) test together with a Gardner reverse impact resistance of 40 inch pounds.
Evaluation curing window UV powder coatings
Calorimetric techniques-previously we have reported the use of amodulated differential scanning calorimeter(MDSC) as a very accurate technique to determine the degree of curing of UV powder coatings via the coating glass transition temperature. Variations in the UV dose or output spectrum used for the curing process can affect the network formation and this results in differences in the coating glass transition temperature.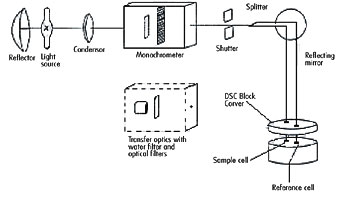
Both calorimetric techniques have been used to determine the cure window for UV powder coatings. In the following paragraphs, the effect of cure temperature, UV exposure and paint
composition will be discussed.
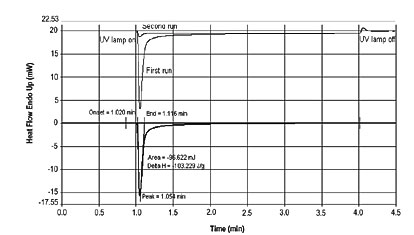
Figure 5 (TOP): The effect of temperature on the cure exotherm.
Figure 6 (BOTTOM): Effect of temperature on peak time of DPC measurements.
These results clearly explain the effects observed with the poor, isolated experimental curing equipment and it should be emphasised that, in practice, the molten powder requires a minimum
temperature of 90°C at the time of UV exposure. This temperature will ensure relatively quick and efficient network formation, leading to good coating properties.
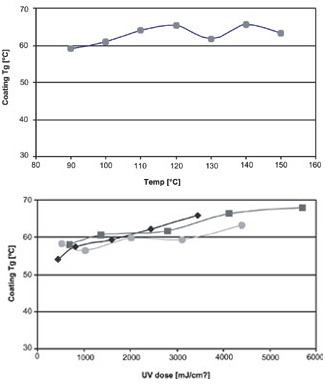
Figure 7 (TOP): Effect of temperature on coating glass transition temperature.
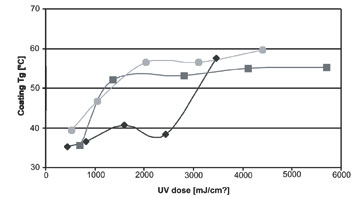
Figure 8 (BOTTOM): Effect of UV-dose and spectral output on coating Tg of clear coatings.
Conclusions
From this paper, it becomes clear that many variables influence the performance of UV powder coatings. First, the resin system determines aspects like hardness, adhesion, chemical resistance and flexibility. Also, the flow of the coating is affected by the resin system and semi-crystalline resins result in a good flow at relatively low melting temperatures.Second, many other components are used in a UV powder coating formulation. Pigments can be added for color and hiding power, but can have a strong effect on the effectiveness of cure. It is important to optimize the used type and amount of photoinitiator and the applied UV curing (spectrum, dose) for these pigmented coatings. Generally, the optimal curing is obtained with a combination of a-HAP and BAPO photoinitiators, while using a UV lamp with sufficient emission at higher wavelength. Waxes can be added to the formulation to change the surface structure, i.e., giving smooth semi-gloss coatings, or textured surfaces.
Third, all compositions have a cure window. Besides the above-mentioned UV spectrum and dose, the temperature is also important. Curing below 90°C results in a lower conversion of the photopolymerizable groups and, consequently, the final coating glass transition temperature is lower.
Report Abusive Comment