
This work originated as a short course covering certain approaches to paint formula development. The course was intended as an aid in understanding formulation for newcomers to coatings technology, such as entry-level chemists and sales people calling on coatings laboratories. Experienced formulators might also have found the formulating approaches to be of value. The course was given to the Atlanta Section of the Southern Society for Coatings Technology (SSCT) by the writer as chairperson of the SSCT Education Committee. The laboratory work on which it is based was done as preparation for the teaching of that course. It was later presented as a single lecture to the annual meeting of the SSCT, after which the SSCT Board of Directors determined that a paper should be developed and published from this material.
Techniques for experimental development of a typical medium-quality interior latex flat wall paint are discussed, including formula design, compounding and testing. Emphasis is on determination of the best combination of non-structured and/or structured extender pigments. Non-structured pigments are represented by ground calcium carbonate and crystalline silica, structured pigments by calcined clay and diatomite.
Why Calcium Carbonate and Calcined Clay?
Because calcium carbonate and calcined clay pigments are produced in very large quantities in the southeastern United States, and are utilized in a large number of commercial formulations, they are central to this discussion. Several silica pigments are also included to provide a variety of extender pigments for comparison.Statistics on production and consumption of calcium carbonate and calcined clay pigments are presented in Table 1; this information is considerably dated, but it provides a general overview of the quantities involved.
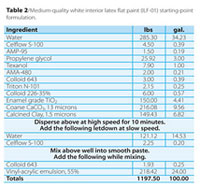
The formula shown in Table 2, designated Formula ILF-01, is a medium-quality white interior latex wall paint and will be used as the starting point for this discussion. The types of materials chosen are widely used in commercial latex paints, in these and similar forms and under these and other trade names.
Major Formula Component Calculations
Quantities of the major formula components - total pigment content and resin solids (that is, solids in the vinyl-acrylic emulsion) - were calculated from parameters chosen by the formulator based on experience. These parameters were the following:- Total solids by volume - 33% of paint volume (excluding additive solids); and
- Pigment volume concentration (PVC) - 63% (additive solids excluded by definition).
Additive solids are ignored in these calculations since they are usually not film-forming, are often water-soluble and therefore leachable, and their inclusion would greatly complicate calculations for very little gain. The defining equations for these two parameters are as follows. Note that % Solids by Volume including additives may be calculated by including additive volume solids in the numerator of the first equation.
Sum of Volumes of (Non-Additive)
Solids in Formula
% Solids by Volume=------------ X 100 (1)
Total Volume of Formula
Sum of Volumes of All Pigments
% PVC = ---------------- X 100 (2)
Sum of Volumes of (All Pigments + All Film-Forming Binders)
In equation (1), substituting 100 gallons for the total formula volume and 33 for the % solids by volume, and solving for volume of solids, results in
33 X 100
Volume of Solids = ------- = 33.00 gallons of Solids (3)
100
In equation (2), substituting the 33 gallons (just calculated) for the denominator in the equation (to which it is equivalent) and 63 for the % PVC, and solving for volume of pigments, results in
33 X 63
Volume of Pigments = ---- = 20.79 gallons of Pigments (4)
100
The volume of resin solids is then obtained by simply subtracting the volume of pigment from the volume of solids (which, since it includes no additives, contains only pigment and resin). Thus
Volume of Resin Solids = 33.00 - 20.79 = 12.21 gallons of Resin Solids (5)
This use of volume relationships, rather than weights, to compute the quantities of the principal formula components and ingredients is a crucial part of best formulating practice. This is because paint properties correlate much better with the volume relationships within a formula than with the weight relationships. The necessary calculations for volume relationships, such as the ones shown in this paper, can be intimidating if done manually. With the availability of good software for formula design, however, this disadvantage is eliminated, so that there should be no reason for formulators not to take advantage of the benefits of formulation using volume relationships. Software used in the present case is discussed later in this paper and the defining equations for other formula parameters appear later as well.
Other Raw Material Functions and Quantity
The function of each of the remaining raw materials in the formula, and the basis for the quantity used, are as follows. Where trade names are used, the supplier is indicated.- Celflow S-100, from Noviant, is a carboxy methylcellulose-type water-soluble thickener. S-100 designates a medium-viscosity grade. The quantity necessary for the desired paint viscosity must be determined experimentally, but thickener can be post-added if necessary so that additional paints need not be compounded. In this formula the thickener was divided in order to provide desired viscosities in both the pigment dispersion and the finished paint.
- AMP-95 (amino methyl propanol) is used for pH adjustment and buffering (that is, to adjust the degree of alkalinity in the formula). The amount used here should provide a pH of about 9 (somewhat alkaline). While the quantity of AMP used must be determined experimentally, post-addition is again practical. Adequate pH activates the pigment dispersant and assists in stabilizing the paint against bacterial attack and against corrosion of metal containers.
- Propylene glycol lowers the freezing point of the wet paint and makes it more likely to remain stable if inadvertently frozen. It also provides a longer wet-edge during drying, due to its high boiling point and its ability to slow the evaporation of water. In addition it has some solvent power for resins and may assist film formation at low temperatures. The quantity used here, of 3% of the paint by volume, is typical for latex flat wall paints.
- Texanol, from Eastman Chemical, is a slow-evaporating solvent that softens the resin during drying and thus promotes better film formation (coalescence) at low temperatures. The quantity used here, about 6.5% Texanol based on resin solids, is typical.
- AMA-480, from Kemira, is a biocide used routinely at about the level shown (2 pounds per 100 gallons of paint) to protect paint against bacterial attack.
- Colloid 643, from Kemira, is a defoamer, used to control foam formation during pigment dispersion and also during incorporation of the thin-down, as well as during application by the user. The quantities shown, of 3 pounds initially and about 2 more pounds in the thin-down, per 100 gallons of paint, are typical but could be increased if foaming were a problem.
- Triton N-101, from Rohm & Haas, is a moderately hydrophilic nonionic surfactant that enhances acceptance of universal colorants by the paint and contributes to overall stability. Excessive use, however, can lead to foaming and to poor water resistance in the dry paint film.
- Colloid 226-35%, from Kemira, is an anionic pigment dispersant. The concentration used here, about 0.4% of active dispersant on pigment by weight, should be adequate in most cases. A titration technique can be used to establish optimum concentration if desired. Such dispersants work best at somewhat elevated pH.
- Enamel-grade TiO2 is the opaque white pigment, (used here at a level of 150 pounds per 100 gallons of paint), which should give sufficient hiding power for a white finish coat if the extender pigments are optimized to provide maximum TiO2 efficiency (and probably also assuming toning with, for example, a black pigment, although toning will not be used here). The use of enamel-grade, rather than flat-grade, TiO2 demonstrates the possibility of eliminating one grade of TiO2 from a manufacturing inventory through efficient use of extender pigments.
- CaCO3 and calcined clay are the extender pigments. The 13 micron (mean particle size) CaCO3 provides flatting and reduces cost, while the calcined clay enhances opacity through the air pockets provided by its structure as well as by improving TiO2 efficiency through spacing of particles. The quantity of calcined clay was set at about 150 pounds per 100 gallons of paint, based on the experience of the formulator (but experimental determination of extender pigment levels will be a major subject of this paper). The quantity of CaCO3 was then calculated as follows:
Volume of Calcined Clay = 149.43 lb / 21.92 lb/gal (density of calcined clay - see Table 3) = 6.82 gallons (7)
Volume of CaCO3 = 16.38 gal (Extender Pigment Volume) - 6.82 gal (Calcined Clay Volume) = 9.56 gallons (8)
Weight of CaCO3 = 9.56 gal X 22.6 lb/gal (density of CaCO3, from Table 3) = 216.08 pounds (9)
The vinyl acrylic emulsion provides the film-forming resin binder. The emulsion quantity is calculated as follows:
12.21 gal Resin Solids (see above)
Volume of = ------------------
Resin Emulsion 50.875% Volume of Emulsion Solids (Table 3) (10)
/ 100 = 24.00 gallons of Emulsion
Weight of Resin Emulsion = 24.00 gal X 9.10 lb/gal (density of Emulsion, Table 3) = 218.42 pounds of Emulsion (11)
Finally, the volumes of all ingredients except ‘free' water (water not contained in the resin emulsion or in additives) are computed from their densities and totaled. The volume of water is then equal to this total subtracted from the formula volume of 100 gallons, and the weight of water is the resulting volume multiplied by 8.33 lb/gal, the density of water. A major part of this water will normally be used to adjust the pigment dispersion viscosity for maximum shear with good circulation, and the balance will be included in the letdown.

Raw Material Data
Raw material data needed for the purposes of this work are shown in Table 3. (Some additional data items would be needed in order to build a data file for use by computer software for formula design.) These are largely self explanatory. All data are as published by the various suppliers of the materials. To the best of the writer's knowledge, all oil absorption values were obtained by the spatula rub-out method, ASTM 281. Unit costs are of course quite out-of-date, but serve perfectly well for illustration purposes.Calculated Formula Parameters
Values for the principal parameters of Formula ILF-01 are shown in Table 4. The defining equations for these values, if not already shown, follow below.
Sum of Weights of All Solids in Formula
% Solids by Weight = ----------- X 100 (12)
Total Weight of Formula
(Equations for % Solids by Volume and for PVC appear earlier in this paper.)
CPVC = ---------------- X 100 (13)
1 + (OAComposite X SGComposite ) / 93.5
where OAComposite = Composite (i.e., Average) Oil Absorption of All Pigments and SGComposite = Composite Specific Gravity of All Pigments
In the above equation, the factor 93.5 converts oil absorption from weight units to volume units of measure.
PVC
Lambda = ------ (14)
CPVC
Sum of Individual Costs of All Materials
Cost per Gallon = --------------- (15)
Total Volume of Formula in Gallons

Critical Pigment Volume Concentration
Physically, critical pigment volume concentration, or CPVC, is the PVC at which the volume of binder present is exactly sufficient to saturate all pigment surfaces and fill all interstices between pigment particles. For many paint properties there is a discontinuity in plots of the property against pigment volume. This is because at a PVC immediately above CPVC, voids begin to form in the film, and they increase in volume as PVC is increased above this point. For example, scrubability and porosity begin to decrease more rapidly, and hiding power increases due to the effect of light refraction at void interfaces.As already stated, calculation of CPVC first requires the calculation of composite values for oil absorption and specific gravity for the formula pigmentation. If not handled by available formula design software, this can be done by using spreadsheet computer software. (The writer has a spreadsheet program for this purpose, which he will share on request.) Table 5 shows the step-by-step process for ILF-01, the starting-point formula.
Stepping through this table, the columns specific gravity, oil absorption and formula weight simply show the necessary data for the calculations. For the column pigment fraction, each formula weight has been divided by the weight of total pigment in the formula to compute the individual fractions. The column pigment specific gravity repeats the data from specific gravity, above, and each of these values is then multiplied by its pigment fraction to obtain the next column, specific gravity fraction. In like manner, the column oil absorption is a repeat of the column by the same name above, and the column following it, oil absorption fraction, is obtained by multiplying each of these values by its pigment fraction. The specific gravity and oil absorption for the pigment blend are then obtained by totaling the specific gravity fractions and the oil absorption fractions, respectively. Substitution of these two values for the pigment blend, into the equation previously given for computing CPVC, will result in the value shown in Table 4, of 53.87%.
Lambda - the PVC/CPVC Ratio
Probably the most useful of the formula parameters for many coatings are the solids by volume, which determines the thickness of dry film per unit of wet film thickness, and Lambda, the PVC/CPVC ratio. Note that this ratio is much more meaningful than is PVC alone, since PVC gives no information on the effect of the pigment on the binder. Lambda, on the other hand, indicates the amount of free binder - that is, binder not tied up in some way by pigment surfaces or structure - that is available. Whether the quantity of free binder is positive or negative (if negative, of course, there are voids rather than free binder), this information is of great importance to the formulator.
Substitution of the values shown in Table 4 for PVC, of 63.00%, and for CPVC, of 53.87%, into the equation previously given for computing Lambda will result in the value shown in Table 4, of 1.17. While it cannot be assumed that this equation is always perfectly accurate - in many cases it almost certainly is not - the writer has found it to be sufficiently reliable to be of great value in formula design. This Lambda value of 1.17 indicates that this formula results in the presence of a relatively small volume of voids in the dry film. A value of 1.00, of course, would result if PVC was exactly equal to CPVC and binder content was exactly equal to pigment demand. The design, compounding and testing of five experimental formulas will now be discussed in detail.
Design of Experimental Formulas
All formula ingredients are those discussed above for the starting-point formula except for the extender pigments, of which a variety will be used. Pigmentation will be discussed in a later section. Quantities of some ingredients will vary, as discussed below. The purpose of this series is to illustrate the effects of the various extender pigments on paint properties.
Certain parameters and properties of these paints will be maintained as nearly constant as possible, while others will be allowed to vary. The parameters and properties that will be held constant are as follows:
- cost per gallon;
- TiO2 loading (at 150 pounds per gallon, which means that wet hiding power should be the same for all five formulas);
- Lambda;
- 85º sheen and 60º gloss;
- color (All paints are designed for maximum whiteness through use of the whitest available extender of each type. However, some extenders are not available in extremely bright white versions, causing colors to vary somewhat.); and
- viscosity.
Parameters that will be allowed to vary are: % PVC, % solids by volume, and thickener level (lbs/100 gal).
Development of five formulas with the desired properties required a certain amount of trial and error, and a total of 16 paints were actually compounded and tested. Several of these additional trials were for the purpose of establishing the necessary ratios of coarse to fine calcium carbonate and crystalline silica for the sheen desired. Several others were necessitated by the fact that the calculated value of Lambda for the crystalline silicas, based on published oil absorption values, did not agree with the values indicated by test results.
Computer-Assisted Formula Design
Design and calculation of a series of paint formulas based on parameters such as total solids by volume and Lambda, and with restraints such as constant cost for all formulas, would be a formidable problem without computer assistance. With suitable software, however, such calculations are very quickly done.The software used in the present case, Labcal, is no longer available to new users due to the retirement of its programmer. (This author has contact with the Labcal programmer who no longer considers the Labcal algorithms proprietary and is open to sharing them.) Formulators who do not have such software should survey the current market for packages having the necessary attributes. For example, Labcal allows specification of up to two basic parameters. Ingredients are specified either by quantity (pounds or gallons per 100 gallons of paint) or by a variety of relationships with major formula components or with other ingredients. (For example, in the ILF-01 formula in this paper, pigment dispersant might be specified as a percentage of total pigment weight, and Texanol as a percentage of resin solids.) Up to three ingredient quantities, depending on the number of parameter specifications used, are left unspecified to allow the necessary degrees of freedom for calculation. Desired unit cost for the formula may be specified. Formula ladders may be generated, all having the same specifications except for a single value, such as PVC or TiO2 loading. Unit cost of formulas in such a ladder may be held constant.
Labcal, the last version of which was written over 20 years ago, does not compute or allow specification of CPVC or Lambda, but there is no reason that a modern software package should not include these abilities.
Software packages should also provide detailed physical and cost analyses of formulas, information on other values of interest such as air pollutant content, and the capability to work in either U.S. or metric units of measure, but these things are easily programmed and should be present in all packages.

Formulas, Pigmentation and Compounding Procedures
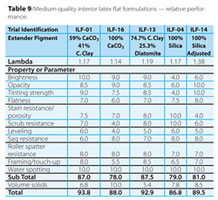
The five formulas that were selected and tested, from the 16 formulas compounded, are shown in Table 6. Extender pigment ratios, order of addition and procedures used in compounding are also shown in this table.Parameters calculated for the formulas in Table 6, using equations previously discussed, are shown in Table 7. Experimentally determined Lambdas are discussed in the next section.
As already discussed, these five paints were designed to have essentially identical viscosities, wet hiding power, sheen/gloss and cost per gallon, and as nearly the same white color as possible. Lambdas of the first four paints were also intended to be equal, but, as discussed below, it was necessary to develop the fifth paint, ILF-14, to obtain a silica-containing paint having the desired Lambda. Total solids, PVC and thickener levels in all formulas were allowed to vary as necessary.
The first formula was ILF-01. This paint therefore demonstrated properties provided by a blend of structured (calcined clay) and nonstructured (CaCO3) extender pigments.
The second formula, ILF-16, contained only CaCO3 as extender pigment, using the ratio of coarse (13 micron) and fine (3 micron) pigments necessary to provide the desired sheen/gloss. Thus this paint contained only nonstructured extender pigment. The low oil absorption of the CaCO3 pigments led to a very high value for CPVC (above 69%), so that it was necessary for the PVC to be much higher than in ILF-01 in order to achieve the same Lambda. This resulted in a very high loading of low-cost CaCO3, requiring higher total solids to match the cost of ILF-01 and less thickener to achieve the desired viscosity in this high-solids paint. Also the high PVC required much less resin emulsion.
Formula ILF-13 contained only structured extender pigments, using a combination of calcined clay and diatomite, which were again blended in the ratio required to match the desired sheen/gloss. This time, due to the high oil absorption of both extenders but particularly the diatomite, the CPVC was low (just under 40%) and PVC, for equal Lambda, was therefore also low. The resulting higher level of resin emulsion resulted in a high cost, requiring low total solids in order to achieve cost matching the other formulas. With more free water, therefore, more thickener was required.
The final two formulas, ILF-04 and ILF-14, were similar to ILF-16 in that only nonstructured extender pigments, crystalline silicas, were used. The fourth formula, ILF-04, was compounded first, but several problems appeared. Its very low sheen and gloss indicated that some of the coarse (12.5 micron) silica should be replaced with silica of a finer particles size, similar to the blend of CaCO3 in ILF-16. More serious, however, was a strong indication that the value of Lambda computed for this formula was incorrect. The evidence for this came from test results for relative tinting strength, scattering coefficient, porosity and scrub resistance. Examination of these four results in Table 8, as compared to results from the same tests for the first three formulas, shows poor agreement, and in each case the difference is decidedly in the direction that would be expected if the CPVC were substantially higher than the computed value. The reasonable conclusion is that the oil absorption for the silica pigment used is not the value needed for an accurate calculation of CPVC, perhaps due to use of a different oil absorption test method by the pigment supplier.
Additional formula ladders were therefore designed, compounded and tested, one ladder to determine the ratio of 12.5 micron to 3 micron silica needed to provide sheen and gloss essentially equal to those of the first three formulas, and one of increasing PVCs. Based on comparison of test results for opacity/light-scattering and for scrub resistance, a PVC was chosen that was believed to be at very nearly the same true Lambda as those of the first three formulas. Table 7 shows both the calculated and the experimentally determined values of Lambda.
The formula developed in this way, ILF-14, had a high PVC and high total solids for the same reasons as did ILF-16, although the ILF-14 values were not quite as high as required with 100% CaCO3 in ILF-16.

Paint Testing
The paints compounded as just described were thoroughly tested and the data shown in Table 8. Test methods are described in the Appendix.As intended, wet hiding power of the paints (not shown in the table) was essentially identical (resulting from equal levels of TiO2). Eighty-five degree sheen and 60º gloss were, for all practical purposes, the same for all paints (with the exception of ILF-04). Viscosities were as nearly alike as can reasonably be expected.
Fineness of grind varied a little, as expected, depending on the particle sizes of the extender pigments. All were quite acceptable for flat wall paints. All densities were in good agreement with calculated values obtained by dividing the weight of 100 gallons by 100. All pH readings were in the expected range.
Paints ILF-04 and ILF-14, with crystalline silica, were lower in reflectance (that is, less white) than the other paints due to the darker color of the silica extenders as compared to the other extenders used. This darker color resulted in slightly higher opacities (contrast ratios) at the two film thicknesses tested, as would be true, for example, if a trace of black pigment were added to a white paint. ILF-01, with calcined clay and CaCO3, had best reflectance (brightest whiteness) by a slight margin. ILF-01 and ILF-16, with all CaCO3, were essentially equal in opacity, with ILF-13 (calcined clay and diatomite) having very slightly less.
Relative tinting strength and scattering coefficient are both measures of the amount of light scattering that takes place in a dried paint film, caused by the refraction (bending) of light at interfaces between highly-refractive TiO2 and surrounding materials, and at interfaces between voids in the film and surrounding materials. Light scattering is the source of white opacity (that is, hiding power). Relative tinting strength could also reflect the degree of universal colorant acceptance of a particular paint, but in the present case all paints contain identical materials except for extender pigments and should have equal colorant acceptance. For relative tinting strength, paint ILF-01 was arbitrarily assumed to have a zero value and the other paints were rated relative to it. With the exception of ILF-04, already discussed, all differences were small, and the two tests were not in full agreement as to the relative scattering provided by the other four paints. In general, however, ILF-14 with silica is best, ILF-01 with calcined clay and CaCO3 is next and the other two paints are slightly inferior.
Porosities of ILF-01, ILF-16 and ILF-13 were very similar and fairly low, as should be the case since their Lambdas indicate only low levels of film voids. ILF-14 was slightly more porous. The two paints containing calcined clay, ILF-13 and ILF-01, had the best scrub resistance (excluding ILF-04) and ILF-16 had the poorest. This reflects the hardness of the extender pigments, CaCO3 being quite soft. As already discussed, ILF-04, with its PVC probably below CPVC, had consequent low porosity and high scrub resistance.
The remaining six tests, which have to do with wet paint properties and early appearance of dried paint, are all rated on a scale of 0 to 10 (very poor to perfect) and are easily understood from the test methods in the Appendix. The only one of these to show more than moderate differences was touch-up (the degree to which retouching of damage to the dried paint blends with previous appearance). The structured pigment paints, ILF-13 and ILF-01, were best, with ILF-16 with CaCO3 poorest, for touch-up. Figures 1-8 show many of the test results graphically.

Relative Performance
In order to compare the overall performance of the five paints, test results were assigned relative performance values on a scale of 0 to 10, where 0 represents total failure or very poor performance, and 10 represents perfect performance (Table 9). Some tests were combined, such as sheen and gloss, framing and touch-up, etc., so that properties rated would be as nearly as possible equal in importance. Volume solids were also included as an important property.This relative performance comparison placed the blend of structured and non-structured extenders, calcined clay and CaCO3 in paint ILF-01, first, with the all-structured extenders in paint ILF-13 (calcined clay and diatomite) a close second despite the low solids of this paint. Among the three paints having all-non-structured extenders, the two containing silica ranked next, with the higher PVC version, ILF-14, out-performing ILF-04 due mainly to the poor optical properties (brightness, opacity, tinting strength) of the latter. The 100% CaCO3 paint, ILF-16, rated poorest despite its very high solids, being particularly deficient in scrub resistance, leveling and framing/touch-up.
Such a rating system, however, is obviously quite subjective. It is shown here primarily to illustrate the method. Products formulated for specific purposes may require very different weighting of various properties from those shown here. Formulators may use this method to good advantage by carefully weighting paint properties according to needs and desires of their markets.

Opacity versus Film Toughness
Another means of choosing between competing formulations is by selecting two most essential and opposing properties, and plotting test results that best represent them in order to determine the best compromise formulation. For example, hiding power and resistance to abuse might be selected as critical properties, and they might be represented by scattering coefficient and scrub resistance. These test results are plotted in Figure 9.
By plotting a trend line, this comparison shows how scrub resistance diminishes as scattering increases. This trendline immediately eliminates paint ILF-16, with 100% CaCO3, since both properties plotted can be improved by choice of another paint. Also, ILF-04 with 100% silica sacrificed an unacceptable amount of scattering for its high scrub resistance. A formulation may then be selected from the other three paints, depending on the relative importance of the two paint characteristics for the intended purpose.

Conclusions
Conclusions that may be drawn from the work and information presented are the following.- Formula design based on volume relationships within the formula is much superior to use of weight relationships, but may require excessive time for calculation if done without computer assistance.
- Formulators who lack adequate formula design software should urgently search for a suitable package.
- Lambda, the PVC/CPVC ratio, can be computed from published oil absorption values with sufficient accuracy to be useful in a great many cases, and is a uniquely valuable parameter for paints having moderate to high PVCs.
- Every new paint formulation can and should be designed for the specific purposes for which it is intended, and this may require placement of widely varying importance on individual properties.
- A combination of hiding power and film toughness is likely to be best obtained by use of structured extender pigments.
- Where maximum solids content is important, nonstructured extender pigments should be investigated.
- In many situations, a combination of structured and nonstructured extender pigments may offer the best solution.
- Combinations of calcined clay and coarse crystalline silica pigments were not tested in this work, but may offer the best combination of opacity and scrub resistance.
- Based on the outstanding performance of structured pigments in this study, more highly structured pigments such as flash calcined clay and synthetic sodium alumino silicate pigments may offer additional advantages beyond the conventional calcined clay used in this work.
Acknowledgments
The author wishes to thank several people for their tremendous help in completing this work and writing this paper. Mr. Jeremiah Echols made most of the test panels and performed all laboratory testing. Ms. Kristy Hiner for keeping the Atlanta Section Education classes together and obtaining many of the raw material samples. Mr. Hermann Wentz as Chairperson of the Atlanta Section. Thanks to Mr. Edwin J. Lowrey for his help in editing this paper. And thanks to the Southern Society for covering all cost related to doing this work and writing this paper.Appendix A: Test Methods
Density of Liquid Paint, ASTM D 1475
A calibrated weight-per-gallon cup allows weighing a precise volume of paint in grams, with direct conversion to pounds-per-gallon. Paint is brought to 25 oC before measurement. A cover prevents evaporation loss.
Fineness of Grind (or Fineness of Dispersion) of Liquid Paint, ASTM D 1210
Paint is spread by a scraper in a calibrated path that is tapered in depth from zero to 4 mils (100 microns). At some point in this path, depending on their size, particles and/or agglomerates in the paint are pushed up through the liquid surface by the sloping floor of the path, and become visible. The grind is read on the 0-to-8 Hegman scale, which parallels the path, where 0 represents the coarsest dispersion measurable and 8 represents no visible particles.
Framing of Applied Interior Flat Wall Paint
This test evaluates uniformity obtainable when paint is applied to an area (wall or ceiling) primarily by roller, but with edges trimmed using a brush. An Upson board panel, having an area of 1-1/2 square feet or more, is primed with the test paint and allowed to dry 24 hours. With paint and panel at room temperature (approximately 25 oC), a frame several inches wide is then painted by brush around the outside of the panel, and the balance of the panel is immediately painted using a roller, overlapping into the brushed frame. After 24 hour dry, uniformity is rated on a 0-to-10 scale, where 0 represents no detectable difference between brushed and rolled areas, and 10 represents a severe, unacceptable difference.
Gloss, Specular, 60o, and Sheen, 85o, of Dry Paint Film, ASTM D-523
Specular gloss is the amount of light reflected from a surface in the mirror direction -- that is, where angles of incidence and reflection are equal. An angle of 60º (from the perpendicular) is commonly used to test the gloss (shininess) from low-gloss coatings. To measure gloss, the test paint is applied by applicator bar to a panel of glass or sealed paper at the wet thickness specified in the Table of Test Results, and dried. Gloss is then measured using a meter of the desired geometry, consisting of a light beam directed against the paint surface at the desired angle and reflected into a photosensitive device at the opposite equal angle, where this receptor drives the pointer on a scale of 0 to 100. The meter is calibrated on a glass standard of known gloss immediately before use. Sheen is measured in the exact same manner but using a meter having 85º geometry. This is the most useful angle of specular reflection when examining finishes classified as flat, satin or eggshell.
Leveling of Liquid Paint, ASTM D 4062
This test evaluates the ability of a paint to flow out after application and thus obliterate any surface irregularities such as brush marks. To simulate the shear created by brush application, the paint is pre-sheared by ejection through a needle, using a syringe. It is then applied to a sealed chart by means of a special applicator blade designed to lay down a film with parallel ridges simulating brush marks. After drying for 24 hours in a horizontal position, the paint is rated for leveling by viewing under a strong oblique light source, comparing the contrast of lightness and shadow, caused by the paint ridges, to those on a series of plastic leveling standards under the same lighting conditions.
Opacity (or Hiding Power) of Dry Paint Film by Contrast Ratio, ASTM D 2805
A simplification of the ASTM method is used, which allows comparison of relative opacities of a group of paints. Paints are applied to sealed paper charts that have both black and white areas, using an applicator bar to apply wet films of the thickness specified in the Table of Test Results. Reflectances (see Reflectance, below) are then measured on the dry films over both white and black backgrounds. The ratios of reflectance-over-black to reflectance-over-white (contrast ratios), which are less than 1.000 and are measures of opacity, are then computed, converted to percentages and compared. Differences in the first decimal place may be visually significant.
Opacity of Wet Paint Film
Relative opacities of a test paint and a control are compared visually immediately after application of the two paints over a paper chart of the type described under Opacity of Dry Film, above, where the two paints are applied simultaneously by the applicator bar indicated in the Table of Test Results.
pH of Liquid Paint
The pH of a solution is the negative logarithm (to the base 10) of the hydrogen ion concentration in the solution. A neutral solution has a pH of 7.0, pH below 7.0 indicates increasing acidity and pH above 7.0 (to 14) indicates alkalinity. Measurement of pH makes use of a meter consisting of two suitably designed electrodes that measure the electrical potential between them while they are immersed in the test paint and converts the potential to pH.
Porosity of Dry Paint Film, ASTM D 3258
This test measures the relative porosities of a group of white paint films of similar opacities. Paints are applied by applicator bar to a non-porous surface, dried, and reflectances are measured (see Reflectance, below). A standard staining medium, consisting of dark colored pigment and dye dispersed in a mineral-spirits-soluble carrier (oil), is applied by applicator bar over each paint film. Time for penetration is allowed, and the medium is then removed by washing with mineral spirits. Reflectances are again measured, and reported. Loss of reflectance as compared to the unstained paint is a measure of film porosity.
Reflectance of Dry Paint Film, ASTM E 308
Measurement of light reflected from a surface under daylight conditions, as perceived by the human eye, represents the brightness of the surface, being equal to light received, minus light absorbed, by the surface. To measure reflectance, paint is applied by applicator bar to a sealed surface at a thickness that achieves complete opacity, where additional paint will not change the reflectance. A spectrophotometer is calibrated on a standard surface having similar reflectance, and light reflected from the dry paint surface at the perpendicular, when illuminated at a 45o angle, is measured at the Y tristimulus wavelength, representing the sensitivity of the average human eye. Reflectance is stated as a percentage of the reflectance of a theoretical perfect reflector.
Sag Resistance of Liquid Paint, ASTM D 4400
Sagging, the tendency of a wet paint to flow downward over itself when applied to a vertical surface, is measured using an applicator bar having a series of 12 increasingly deep rectangular notches. The result is a series of 12 horizontal stripes of paint on a sealed black panel that is immediately placed in a vertical position so that each stripe is slightly thicker than the stripe above it. Notch clearances range from 2 to 24 mils (50 to 600 microns), and the sag rating assigned to the paint is the clearance in mils for the thickest stripe which does not overlap the stripe of bare panel just below it. If appropriate, the paint may be pre-sheared before testing to simulate shear created by some methods of application.
Scattering Coefficient of White Paint
This coefficient, defined by equations of the universally accepted Kubelka-Munk theory of light scattering, is an indication of white hiding power and can be used with reflectance and wet film thickness to compute the exact hiding power of a given paint in square feet per gallon. It is computed from Reflectance of Dry Paint, described above, reflectance over a black surface, described under Opacity of Dry Paint, above, and wet film thickness, using the method described in The Handbook, Titanium Pigment Corporation, New York, 1955 as revised, p. 99.
Scrub Resistance of Dry Interior Flat Wall Paint Film, ASTM D 2486
The paint is applied to a 6-1/2 x17 inch x10 mil black plastic panel, by applicator bar at a wet thickness of about 3.5 mils (88 microns), and dried for one week. The panel is clamped on a heavy glass plate, with a brass shim, 1/2 inch wide and 10 mils thick, between glass and plastic across the panel center. The plate is placed on a scrub machine, consisting of a platform, oscillating bristle brush and cycle counter. A standard aqueous scrub medium containing silica grit and other household cleanser ingredients is applied to the brush and is replenished at intervals. Scrubbing is continued until the paint film is worn through at the bump created by the shim. This number of scrub cycles is reported.
Spatter Resistance of Liquid Paint when Applied by Roller, ASTM D 4707
This method is similar but not identical to the ASTM method. An Upson board panel having an area of 1-1/2 or more square feet is primed with the test paint and allowed to dry 24 hours. When the test paint is intended as a finish coat, tinted paint, prepared as described below for testing tinting strength, is used for this test, as tinting may reduce viscosity and maximize spatter. Using a new 3 inch trim roller having a 1/2-inch nap, and with the panel in a horizontal position, a pre-weighed quantity of paint is applied to a known area to achieve a spreading rate of approximately 400 square feet per gallon. The panel is then immediately raised and secured in a vertical position. A black plastic panel, as used for testing scrub resistance, is placed in a horizontal position just below and in front of the panel, and the panel is again rolled, making 25 cycles, with the roller moving in the vertical direction, in approximately 30 seconds. The amount of spatter deposited on the black plastic panel is then rated on a scale of 0-to-10, where 10 represents no spatter, and 0 represents a pattern of hundreds of drops of spatter within an area of approximately 7 x 9 inches, where many drops are within 1/8 inch of the next closest drop. Rating depends on number, rather than size, of drops.
Tinting Strength of White Paint, Relative
This test measures the amount of tinting colorant required by a white paint (or tint base) to achieve a given depth of color, as a positive or negative percentage relative to a paint that is designated as standard. The higher the tinting strength of a paint, the more colorant it requires. Paints are tinted with industry-standard glycol-based colorant, in the amounts indicated in the table of test results, and are hand-mixed followed by 15 minutes of mixing by powered impeller at maximum practical speed and impeller size. Reflectance measurements are made on opaque dry films, and relative tinting strengths are computed using the method described in The Handbook, Titanium Pigment Corporation, New York, 1955 as revised, p. 92.
Touch-up of Applied Interior Flat Wall Paint
This test evaluates the degree to which repair of damage to a painted surface will blend into the appearance of the surface. Panels prepared for framing, above, are used, immediately after completion of the framing test. A large X is applied by 2-inch brush to the rolled area of each panel. After 24 hour dry, visibility of the X is rated on a 0-to-10 scale, where 0 represents an undetectable X and 10 represents an X highly visible to the point of unacceptable appearance.
Viscosity of Liquid Paint Using Stormer Viscometer, ASTM D 562
This is the predominant method used for measuring viscosity (consistency) of architectural paints and coatings as well as certain other types of coatings. With the paint at a temperature of 25 oC, adjustable weights are used to drive an offset paddle immersed in the paint at a rotational speed of 200 rpm. Krebs units (KU) of viscosity are determined empirically from the weight required. A stroboscopic timer may be used to measure the rotational speed of the paddle.
Water Spotting Resistance of Dry Interior Flat Wall Paint Film
This test is performed on panels previously used for the framing and touch-up tests, both described above. Immediately after judging of touch-up results (24 hours after touch-up application), 0.5 ml of water is allowed to drain in a vertical streak down the panel. After an additional 24 hours, the paint is rated for water spotting, using essentially the same 0-to-10 scale and criteria as for framing and touch-up.

Report Abusive Comment