
Coatings have been used on metal substrates for many years to enhance corrosion resistance, mechanical properties, physical handling and appearance. Typical coatings include inorganic conversion coatings such as phosphates and chromates, direct-to-metal paints, and dry-in-place passivates hereafter referred to as thin organic coatings (TOCs). TOCs, as an evolving technology, have a changing definition, but at least one definition combines the following features: a significant organic resin component, an inorganic component for conductivity and/or corrosion protection, and a dry film thickness of < 5 µm.(1)
|
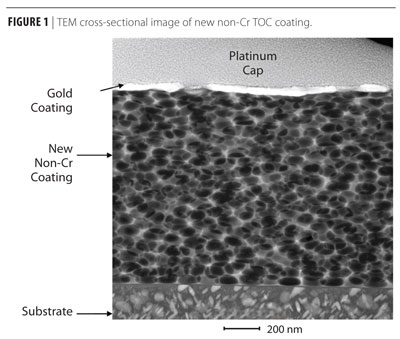
| Figure 1 Click to enlarge |
An intense research focus is the replacement of chromium, especially hexavalent chromium, given the increasing likelihood of chromium regulation. A growing trend of producing environmentally friendly products and the establishment of European RoHS Directive on the restriction of the use of certain hazardous substances in electrical and electronic equipment (2002/95/EC commonly referred to as the Restriction of Hazardous Substances Directive or RoHS, adopted in February 2003 by the European Union) have also contributed to this trend to eliminate hexavalent chromium.(2) A major obstacle to chromium replacement in TOCs is corrosion performance, as non-chromium coatings are generally less protective than chromium-containing coatings.(3)
Two types of TOCs in commercial products are fluoroacid-containing coatings and sol-gel coatings. Fluoroacid coatings use fluorotitanic, fluorozirconic and/or fluorosilicic acids as the inorganic basis for the coating, providing adhesion and barrier properties.(4) Those acids’ aggressive pH and fluoride content make them hazardous to employees and equipment, and are only compatible with a narrow range of organic components.

|
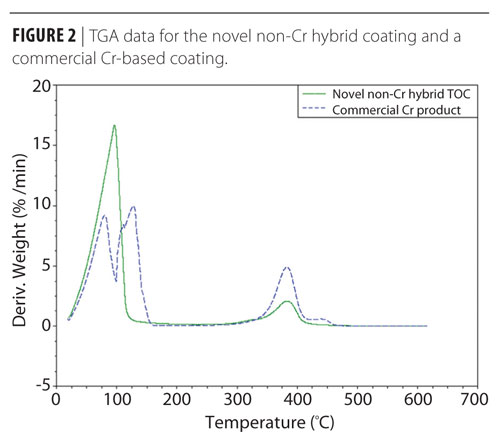
| Figure 2 Click to enlarge |
Sol-gel coatings create an oxide network by progressive condensation reactions of precursors in a liquid medium.(5) The network can be oxides of silicon, zirconium, titanium, aluminum, and/or cerium, and has good barrier corrosion resistance qualities. Drawbacks of sol-gel formulae include the VOCs generated upon hydrolysis of the starting materials, and the toxicity of several traditional sol-gel precursors.(6)
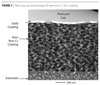
A novel, non-chrome, thin organic hybrid coating for coil application on a variety of metal substrates has been created. This mildly alkaline coating system has robust formulation ranges, performs better than existing non-chrome products and is comparable to commercial chrome products. The coating is based on a combination of unique structural, metal-binding and redox features that are tied to its performance properties. A “brick-and-mortar” structural motif with organic resin acting as the “bricks” was found via transmission electron microscopy (TEM). Electrochemical studies and corrosion testing show the benefits of readily accessible metal-binding groups on the polymer as well as having a redox-active metal as part of the coating.
|
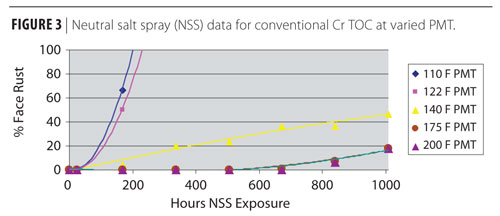
| Figure 3 Click to enlarge |
In order to facilitate discussion of the various components of this novel, non-Cr hybrid coating system, the following abbreviations will be used:
- Hybrid coating = coating with illustrated novel morphology;
- Inorganic coating basis for continuous phase = X (Zirconium);
- Active corrosion inhibitor = I (Vanadium);
- Polymer = P (acrylic latex);
- Metal adhesion promoter functional group = A (phosphate ester);
- Metal binding and topcoat adhesion functional group = B (proprietary);
- Active corrosion inhibitor binding functional group = C (proprietary);
- Functional polymers = PA, PAB, PABC.
|
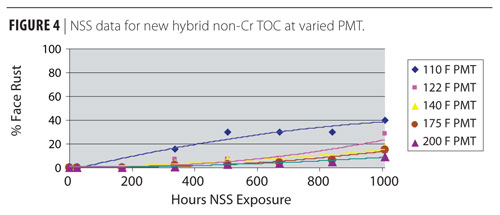
| Figure 4 Click to enlarge |
Design Features: Novel Coating Morphology
One key design feature of these new hybrid coatings is a novel morphology consisting of two phases; a continuous inorganic phase with a discreet, regular and well-defined dispersed organic phase. Due to the very thin (~1 µm) application and complex composition of the novel, hybrid coating, it is very difficult to image with either the visible microscope or the scanning electron microscope (SEM). Low-vacuum SEM work does give a nondescript topographical image of the coating similar to other amorphous metal coatings at the surface, but no details of the coating structure as it relates to performance can be deciphered.

|
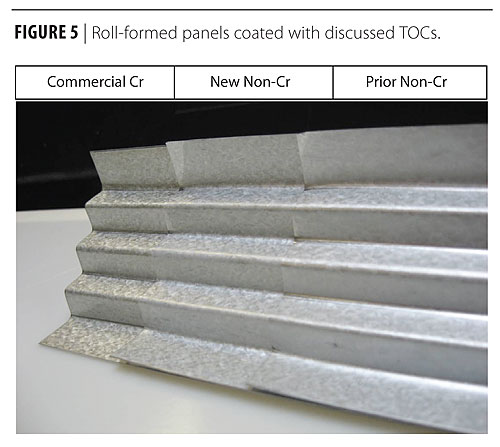
| Figure 5 Click to enlarge |
Attempts to mechanically cross-section the coating by imbedding in Bakelite and cutting/polishing down resulted in samples unsuitable for characterization because the sample preparation obscured the features of the very thin coating. Imaging of a cross-section using TEM obtained by Focused Ion Beam confirmed the 1 µm coating thickness and showed a unique morphology (Figure 1). Organic “bricks,” the dark ovals in the TEM images, function as a dispersed phase surrounded by a continuous inorganic “mortar” phase. There is no change to this morphology at either the air/coating or the coating/substrate interface; it is also remarkably consistent throughout the coating. The organic domains are ~100 nm across, which correlates well with the measured particle size of the resin component used.
Novel morphology of the hybrid coating provides a favorable balance of properties relative to historical coating types. Specific properties that are enhanced by this morphology include ease of drying during the application, chemical resistance, corrosion resistance and a significant change to the relationship of forming behavior with coating hardness and coefficient of friction.
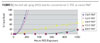
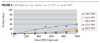
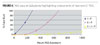
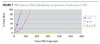
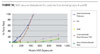
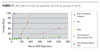
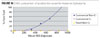
Figure 2 shows the relative drying rates of the novel, hybrid coating to a conventional, organic passivate as measured by thermal gravimetric analysis (TGA). Faster drying translates to a broader application window for the end user. Figures 3 and 4 show that in addition to faster drying, the corrosion resistance, as a function of drying condition during application (peak metal temperature), is provided over a much broader range.
Performance advantage of the novel morphology relative to historical coating types is significantly improved at lower peak metal temperatures. Figure 5 shows good forming behavior of the hybrid coating relative to historical coating types. In contrast to historical types, the novel, hybrid coatings are formable while remaining very hard, without the reliance on forming additives like waxes that can have undesirable effects, such as compromised adhesion of subsequent coating layers.
The continuous, inorganic phase also provides superior blocking resistance out to 160 °F (71 ºC), minimizing concerns about recoil temperature. This morphology also produces a very chemical-resistant coating – only nitric acid/hydrofluoric acid mixtures reliably remove all coating components from the substrate.

|
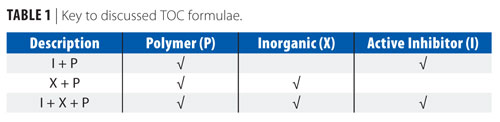
| Table 1 Click to enlarge |
Design Features: Continuous Inorganic Phase
Properties of the liquid coating formulation and applied coating can be greatly enhanced by custom design of the continuous, inorganic phase. In order to characterize cause/effect relationships with respect to corrosion resistance and constituents within the hybrid coating, a study was conducted wherein three model coating compositions were prepared (Table 1).
|
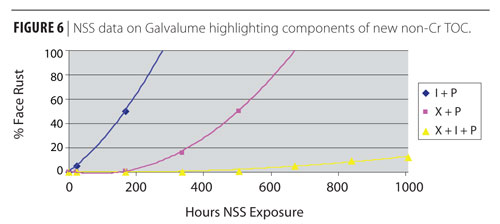
| Figure 6 Click to enlarge |
In addition to a hybrid coating made with polymer P and inorganic basis X, variations were made in which the hybrid coating further comprised an active inhibitor I. An additional system was made without inorganic basis X, which resulted in a continuous, organic coating of polymer P.
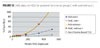
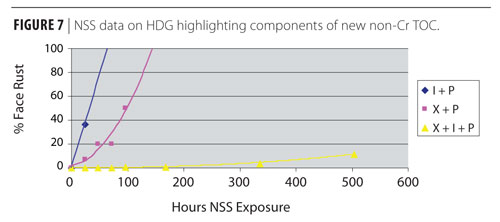
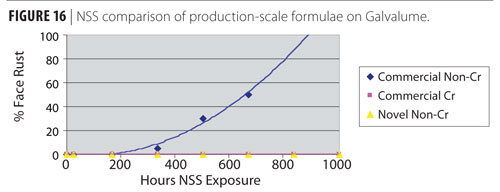
As shown by Figures 6 and 7, protection afforded to Galvalume® and HDG by the hybrid morphology is significantly greater than provided by polymer alone. Also shown is that corrosion resistance is greatly improved with addition of inhibitor I.2
|
| Figure 7 Click to enlarge |
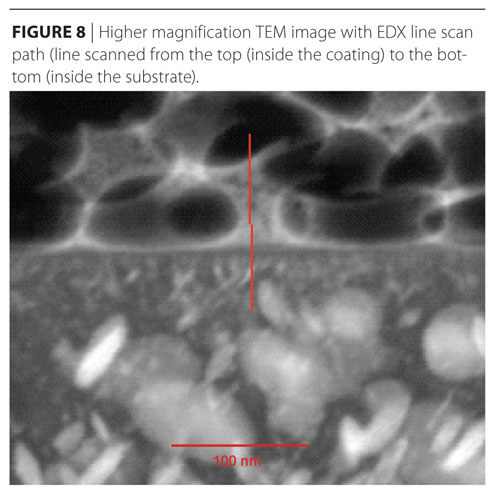
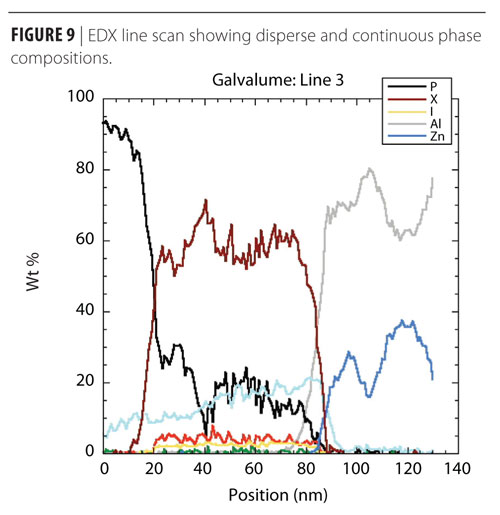
The morphology of the hybrid coating prepared from inorganic basis X, polymer P and active inhibitor I was analyzed using the TEM technique. A line scan of energy-dispersive X-ray analysis (EDX) was performed during the TEM imaging to confirm the elemental compositions of both regions (Figures 8 and 9).
The line scan confirms the organic versus inorganic area assignments, as well as showing that the active corrosion inhibitor I is located within the continuous phase (high inorganic content areas).

|
| Figure 8 Click to enlarge |
Design Features: Dispersed Organic Phase
The origin of the dispersed phase within the novel coating stems from inclusion of waterborne, polymer emulsions. Performance properties of the applied coating can be greatly enhanced by custom design of the polymer. Polymer-bound, reactive functional groups provide a variety of performance benefits. These properties include corrosion resistance and topcoat adhesion. In this article, a number of performance advantages attributable to these functional groups within a model polymer formulation are highlighted. Acrylic polymer in the form of latex was chosen for this study due to formulation latitude, ease of manufacture and low cost.

|
| Figure 9 Click to enlarge |
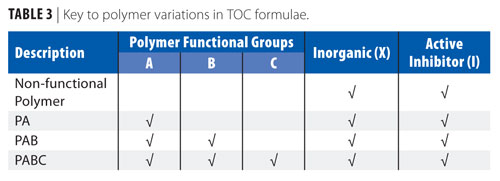
Polymer functional group A represents a group imparting ionic stabilization and also serves as an adhesion promoter to various metal surfaces. Polymer functional group B represents a group that can bind ionic species containing inhibitor I via coordination and also provide topcoat adhesion by providing covalent bonds with many thermosetting coatings. Polymer functional group C represents a group that can ionically bind species containing inhibitor I. Formulation PAB is the polymer used in the X + I + P formulation in the data above. pH changes within the coating, both during drying at the time of application and within the service environment, can trigger binding or release of I such that prolonged benefits in corrosion resistance can be realized.

|
| Table 2 Click to enlarge |
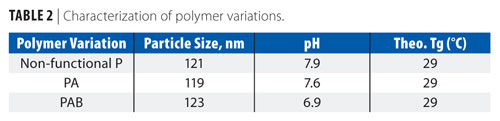
In this study, polymers with varying functional monomer content were prepared from a common base formulation, within the same polymerization scheme, at the same theoretical Tg and differing only in functional monomers used (Table 2). Each of the functional polymer variations were incorporated into a common hybrid coating formulation based on inorganic precursor X and inhibitor I.
Particle size of each emulsion was determined by laser light scattering technique. Observed results are consistent with the size of dispersed organic phase shown within the TEM images.

|
| Table 3 Click to enlarge |
Corrosion Characterization by Neutral Salt Spray (NSS)
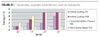
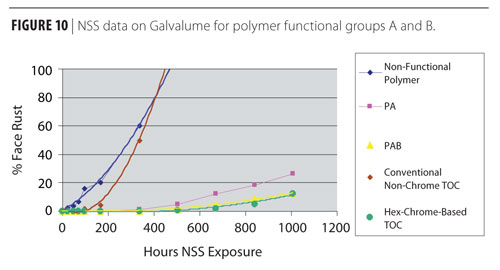
As shown in Table 3 and Figure 10, benefits towards corrosion protection on Galvalume-coated steel are provided when functional groups A and B are imparted to the polymer relative to the control polymer made without functional groups in hybrid coating formulations that contain inorganic X and active inhibitor I.
|
| Figure 10 Click to enlarge |
Also shown is that the performance of both polymer A and polymer AB-based formulations significantly exceeds that provided by a conventional commercial non-chrome based TOC. The hybrid coating based on polymer AB provides a level of corrosion protection to Galvalume-coated steel that is equivalent to that provided by hexavalent chrome-based TOC.
|
| Figure 11 Click to enlarge |
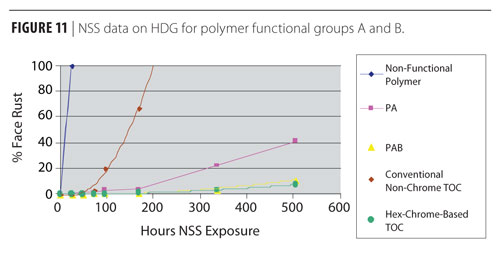
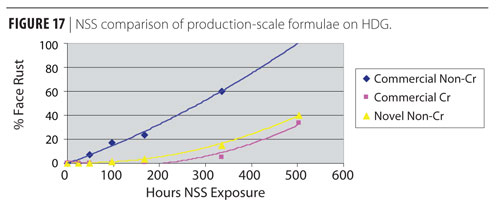
As shown in Figure 11, benefits in corrosion protection on hot-dip galvanized steel are provided when functional groups A and B are imparted to the polymer relative to the control polymer made without functional groups. Also shown is that the performance of both polymer A and polymer AB-based hybrid coatings formulations significantly exceeds that provided by a conventional commercial non-chrome-based TOC. The hybrid coating based on polymer AB provides a level of corrosion protection to hot-dip galvanized steel that very closely approaches that provided by hexavalent chrome-based TOC.
Corrosion Characterization by Electrochemical Techniques
|
| Figure 12 Click to enlarge |
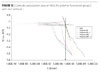
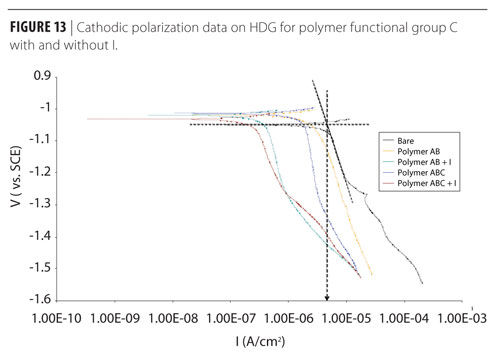
A study of the electrochemical aspects of the novel, non-chrome, hybrid coating’s corrosion performance on HDG was undertaken. Cathodic polarization scans produced informative differences between the formula variations. The resulting plots are shown in Figure 13. By extrapolating the lower polarization curve to the corrosion potential on the Y axis, we can then determine the corrosion current density along the X axis, which serves as an indicator of relative corrosion rates.
|
| Figure 13 Click to enlarge |
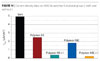
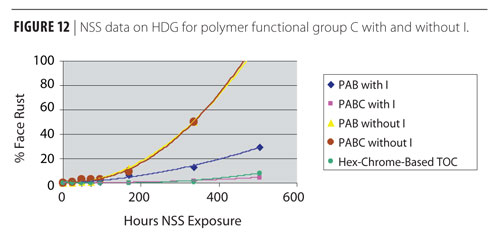
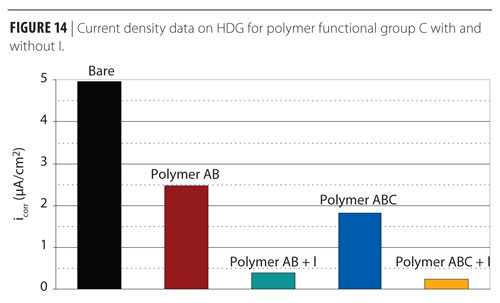
The current densities for each novel, non-chrome, hybrid formula variation are displayed in Figure 14. These measured densities correlate with the NSS corrosion performance previously discussed, with one minor exception. A strong decrease in current density is observed between bare metal and the novel, non-chrome hybrid coating, and also upon addition of the active corrosion inhibitor I. A further benefit is observed with incorporation of the functional group C, both with and without inhibitor I. In neutral salt spray testing no benefit was observed for C without I. The corrosion protection provided by the design features of the novel non-Cr hybrid coating is reflected in both electrochemical analysis and simulated corrosion testing.
|
| Figure 14 Click to enlarge |
Characterization of Paint Adhesion
For any end-user application, including utilization in architectural, electronic and appliance goods, post-painting operations may be involved.
One key design feature of the new hybrid inorganic-organic composite coating is the ability to utilize functional groups on the polymer to facilitate adhesion of various paints.

|
| Table 4 Click to enlarge |
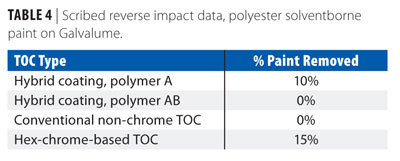
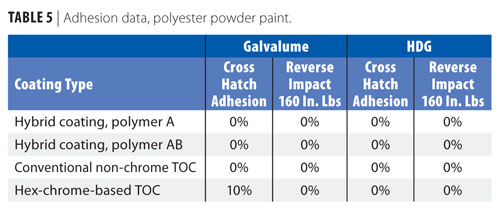
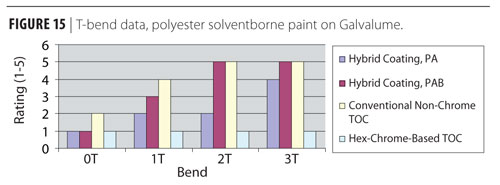
Incorporation of functional group B to the polymer within the composite coating matrix has been shown to promote adhesion of solvent-based, coil-applied paints as well as powder topcoats in post-painting operations (Figure 15, Tables 4 and 5).
Manufacturing Considerations
In order to achieve high levels of corrosion protection with coatings as thin as 1 µm in dry thickness, most approaches rely on the use of highly reactive and highly functional constituents. Frequently, mixtures of such highly reactive functional components are subject to undesirable interactions, which can have adverse consequences during product assembly and packaging. In such cases, low manufacturing yields, difficult clean-up of mixing vessels, and inconsistent product quality may arise when lab-scale formulations are transferred to commercial production scale.

|
| Table 5 Click to enlarge |
In the case of these new hybrid coating formulations, specialized manufacturing equipment and cleaning protocols are not required. In addition, new hybrid coating formulations of this type, made in commercial production scale, show no drop in
|
| Figure 15 Click to enlarge |
performance relative to prior lab produced materials.
Summary
A new non-chrome coating for Galvalume and galvanized substrates has the following design features:
|
| Figure 16 Click to enlarge |
- Non-fluoroacid, mildly alkaline basis for handling and coating;
- A novel coating morphology that provides favorable mechanical and chemical resistance properties as well as reduced thermal requirements during application relative to conventional products;
- Active corrosion inhibition involving an inhibitor and interactions with polymer domain functional groups within the coating matrix;
-
A robust range of formulation options;
Figure 17 Click to enlarge
- Functional groups on the polymer within the coating matrix that contributes to corrosion protection and adhesion in post-painting operations;
-
Corrosion performance equivalent to hexavalent chrome-based products.

Table 6 Click to enlarge
Acknowledgements
The authors would like to thank Girdhari Kumar of Henkel for useful discussions. Transmission Electron Microscopy and electrochemical studies were conducted by Saikhat Adhikari, Kinga Unocic and Professor Gerald Frankel of The Ohio State University Fontana Corrosion Center.
This paper was presented at the 38th Annual Waterborne Symposium, 2011, in New Orleans and won the PCI Award for Technical Excellence.
© Henkel Coporation, 2010, All rights reserved.
Experimental
The substrate to be coated was first spray cleaned with Ridoline® 321 at 140 °F (60 °C) for 1 min, followed by a spray deionized water rinse and drying between rollers. TOCs were applied via a wire-wrapped drawdown bar (from R.D. Specialties), with wire gauge chosen to give total coating weights of between 1.3 – 1.6 g/m2 on Galvalume and 1.6 – 2.2 mg/ft2 on galvanized substrates. The coatings were dried at a peak metal temperature of 200 °F (93 °C) in a convection oven. The commercial Cr-containing TOC used is a hexavalent chromium-based product. The commercial non-Cr TOC is an acidic, fluoroacid-based product. The liquid topcoat used was Akzo Polydure® CLS9872, and the powder topcoat was Rohm & Haas Corvel® 20-7025HY and both were used with their manufacturer-recommended primers. Both paint and primer were applied via a wire-wrapped drawdown bar, with wire gauge chosen to apply the manufacturer-recommended coating thicknesses. Paints were cured per the manufacturer’s instructions.
Neutral salt spray testing was performed as in ASTM B117. Stack testing was performed by spraying deionized water on matching coated substrate, which was then clamped coated faces together and placed in a 100 °F (38 °C), 100% humidity chamber. Cleveland condensing testing was performed as in ASTM D 4585. Butler water immersion testing was performed by fully immersing the coated substrate in a glass dish of distilled water with a half inch of clearance below the substrate and three-quarters inch of clearance above, and the dish placed in a 100 °F (38 °C), 100% humidity chamber. Thermal resistance testing was performed in a convection oven at 200 °C for 20 minutes in each of four consecutive heating runs. QUV testing was done with a UVA340 bulb. Crosshatching used a 1.5 mm separation between cuts. Impact tests were at 80–160 inch-pounds of force, per paint manufacturer’s specifications. Thermogravimetric analysis was performed on a TA Instruments Q500 TGA. TEM and electrochemical studies were conducted by Saikhat Adhikari, Kinga Unocic and Professor Gerald Frankel of The Ohio State University Fontana Corrosion Center.
RIDOLINE is a registered trademark of Henkel Corporation
POLYDURE is a trademark of Akzo Nobel Coatings, Inc.
CORVEL is a trademark of Rohm and Haas Chemical LLC
GALVALUME is a trademark of Biec International Inc.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Report Abusive Comment