Improved Pretreatment With Phosphonate

Iron and zinc phosphating processes have been around for longer than many finishing professionals have been alive, and the reactions and bonding properties of these technologies are well understood. These processes require significant heat, generate tremendous sludge and can be a maintenance nightmare. Many times a sealer step must be used to achieve the desired performance.
In the early 2000s, new technologies began to emerge, some of which carried the impressive label “nanotechnology.” Marketers of these products claimed that they would revolutionize the pretreatment industry. However, few people understood how these products affected the substrate surface to improve adhesion and corrosion resistance.
In 2001, General Electric (GE) purchased a chemical company called BetzDearborn, a company with a long history of industry-changing breakthroughs in the water treatment industry. The acquisition spawned research on a process that would combine a passivation technology used in cooling towers with technology used in the conversion coating process. This was the beginning of a technology called enhanced performance pretreatment (EPP).
The Phosphonate Advantage
Using a broad description, EPP is a combination of fluoacids and phosphonate. When the fluoacids and phosphonate are operated under the correct conditions (pH of 4.8 to 5.2, Ti absorbance of 0.05 to 0.12, and 30 to 60 ppm phosphonate), a thin coating develops on the surface of a metal substrate. This pretreatment is inherently self-limiting, and the elemental structure provides strong adhesion and corrosion-resistant properties when used in conjunction with a quality coating (powder, e-coat, etc.). The molecular structure is amorphous, and the strength of the paint-to-substrate bond is enhanced over what is provided from a traditional iron phosphate. This bond is achieved without the use of a sealer and at ambient temperatures.By using phosphonate in the process, the EPP technology can be used in an existing mild steel system without fear of acidic attack. Other pretreatments have claimed to offer this benefit in the past, but have not followed through. However, phosphonates are great passivators. The phosphonate in EPP, in conjunction with the fluoacids, places the same thin coating on the system’s equipment metallurgy as it deposits on the substrate being treated, thereby protecting the equipment from acid attack. Of course, many factors exist that, when combined, can speed up or slow down the rate of corrosion in a system, and all metal surfaces will corrode to some degree over time. The EPP simply will not speed up that process, and it might slow it down.
Substantial Savings and Enhanced Performance
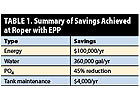
In the fall of 2005, the GE Roper facility in Lafayette, GA, asked its pretreatment supplier to assist the plant in cutting costs. The pretreatment was a traditional iron phosphate supplied by GE Water & Process Technologies, the same company that developed the EPP. While the two GE companies were related, the Roper facility was under no obligation to use the Water & Process Technologies product over anything else that was commercially available. The Roper facility completed panel testing and line trials of the EPP and another new technology offered by a global leader in pretreatment technology. After all of the testing and a thorough cost/benefit analysis, the Roper plant settled on EPP. The EPP process went live in July 2006 and has been running well ever since, with no signs of EPP-related corrosion in the mild steel system.After running the EPP process for about 12 months, the Roper facility decided to calculate its savings in making the switch. Data had been collected over the past year of operation and compared to the average operational costs over the past several years when the traditional iron phosphate process was used. The cost savings were calculated using GE’s Ecomagination certification process. This process requires everything claimed as a cost reduction to be documented and approved by an independent auditor. The cost savings are summarized in Table 1.
The first and largest savings realized by the Roper facility was a reduction in natural gas usage. In the past, Roper heated its iron phosphate bath using direct steam injection, which consumed a tremendous amount of steam. By turning the heat off in its pretreatment stage, Roper was able to turn off one of its boilers. The natural gas consumed by the boiler the plant shut down cost $100,000 annually. In addition to the natural gas savings, the plant eliminated 13.9 million ft3 of green house gas emissions per year.*
The third benefit was a labor reduction. The EPP generated little sludge when compared to the iron phosphate system. The plant went from cleaning out the system every 12 to 16 weeks to annual cleanings. Instead of having 1 to 2 ft of sludge in the system, the plant found 1 in. or so of fine, silty material that could be washed down the drain with a hose. No more tank dives were required.
Finally, the plant saw a 45% reduction in phosphates (PO4) at its wastewater treatment facility. Elimination of phosphates was not one of the driving factors for this facility in making the change. However, even if it were, the plant could handle the small amount of PO4 present in the EPP because it only becomes an issue when operators dump the EPP stage where the PO4 level might be around 100 ppm. The benefit of being able to use the existing mild steel washer is huge compared to a small amount of phosphate needing treatment annually

A Promising Pretreatment
The Roper application demonstrated the tremendous operational benefits that can be captured by using EPP. The technology is designed to run at ambient temperatures, produces only a small amount of silt and does not require stainless steel tanks. As finishing operations look for ways to improve quality and cut costs, technologies such as the phosphonate-based pretreatment offer a promising solution.Editor’s note: Effective January 1, 2008, the EPP technology was acquired by Chemetall Oakite and is no longer a part of the GE portfolio. For more information, visit www.chemetalloakite.com.
*For plants that don’t use a boiler to heat their washer, the Powder Coater’s Manual contains a generic equation that can be used to estimate energy savings.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

