Color-Changing Resin Technology
Credit: allnex

Credit: allnex

Credit: allnex
Credit: allnex
Credit: allnex
Credit: allnex
UV-curable field-applied coatings for wood, vinyl composite tile (VCT) and concrete are in various stages of commercial development. For all substrates, UV-cured coatings provide many advantages over conventional epoxy, polyurethane and related systems with respect to both application and performance properties. Improvements in both portable UV-curing equipment and resin technologies are driving the further adoption of field-applied UV-cured coatings in all of the above flooring applications. Most recently, new resins have been introduced that change color to indicate coating thickness and cure, and provide increased ease of application, greater efficiency and cost savings.
UV versus Conventional Coatings
Whether applied on wood, concrete or VCT, UV-curable coatings have clear advantages over conventional coatings, such as fast return to service with fully developed properties and reduced VOCs. Furthermore, UV-cured coatings often have enhanced adhesion, hardness, and scratch, abrasion, chemical and solvent resistance properties compared to conventional coatings. These properties can be customized for specific end-use applications by adjusting the polymer crosslinking through the choice of resin and other coating ingredients.
Most importantly for field-applied applications, UV coatings are cured immediately after the curing unit passes over them, and their high-performance properties are achieved immediately upon cure. As a result, recoating or replacement of furniture and rugs can occur immediately after cure. With conventional systems, curing and property development can take hours to many days, which can be an issue for industrial and commercial asset owners that cannot afford any significant downtime for floor recoating. The very rapid return to service that is possible with UV-cured field-applied coatings, combined with their excellent durability and low maintenance requirements, add up to increased efficiency and cost savings.
There are also environmental benefits associated with UV-cured coatings, including both 100% solids and waterborne UV systems. First, they have a reduced VOC content (generally less than 5%) and lower odor than conventional coatings. Inhalation and flammability hazards are also essentially non-existent because solvents are not typically used in UV-curable systems.
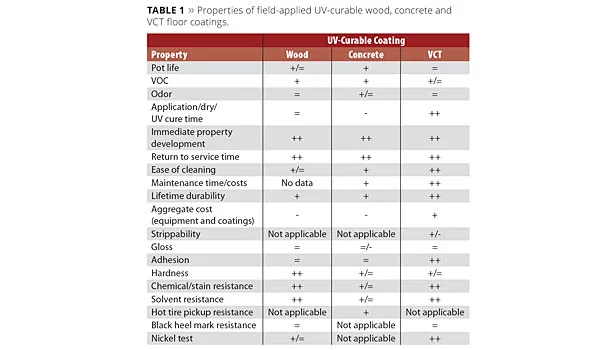
It should also be noted that the same floor preparation steps must be performed for both conventional and UV-cured coatings. In addition, UV-curable systems are applied in the field using the same techniques employed for the application of conventional floor coatings, including the use of rollers and squeegees. Table 1 summarizes the properties of UV-curable coatings for wood, concrete and VCT substrates.
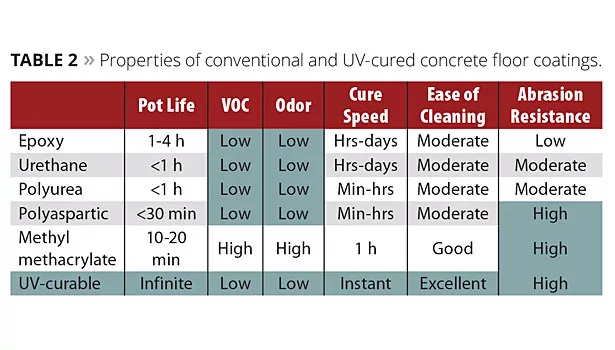
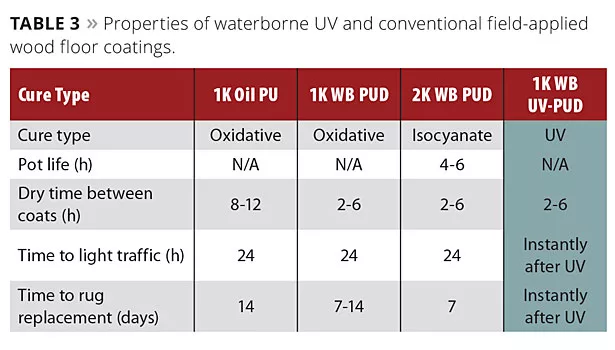
UV-cured coatings for concrete flooring are one-component systems, unlike most conventional epoxy and polyurethane concrete floor coatings (Table 2). Because of this there are no pot-life issues to worry about, and the systems have long shelf stability. In addition, curing at low temperatures, which is often not possible with conventional coatings, is not a problem for UV-cured systems. For wood flooring applications, the biggest advantage of UV-cured field-applied coatings is the immediate return to service (Table 3).
Going from Factory to Field
There are some differences between the factory- and field-applied curing processes that have posed challenges. Advances in both the curing equipment and coating resin technologies have helped address many of these issues. First, unlike in the factory setting, the flooring in the field can suffer from variations in composition, surface treatment, roughness, porosity and the presence of contaminants. Second, the substrate is much larger than the UV-curing unit, and therefore UV light leakage at the sides of the curing equipment can prematurely cure the coating at the edges of the cure path, causing changes in the surface appearance. Third, flooring in the field is often not of a uniform shape, and there can be rounded areas and small sections where the UV-curing equipment cannot reach or fit. Because UV curing is a “line-of-sight” process, any areas not exposed to UV light will not be cured. Fourth, the application of UV-cured floor coatings with a roller, squeegee or T-bar applicator can result in coating thickness variations. Here again, the entire depth of the coating must be penetrated by the UV light in order to achieve complete cure, which can be an issue for very thick or heavily pigmented coatings. Finally, the fact that the UV-curing system is a mobile unit means that both the distance from the curing unit to the substrate and the speed of the UV-curing unit may vary during the UV-curing process.
Equipment design improvements in recent years have addressed some of these issues. In addition, small, hand-held curing devices are now available for curing areas that are inaccessible to the larger curing units. Even so, the key to overcoming many of the challenges presented by the application of UV-cured floor coatings in the field lies with the development of very robust coating formulations and resin technologies.
New Blue-Colored Resins
In addition to the variability of the substrate surface, the large size of the floors to be coated has posed a real challenge for applicators. UV-cured coating formulations are typically very transparent, and the high clarity of the coatings makes it very difficult to determine the thickness of the applied material and to distinguish the cured and uncured areas of the floor. The use of colored additives that become transparent upon exposure to UV radiation has been one approach to addressing this issue; however, mixing the additive into the coating is required and often does not result in consistent application of the colorant.
The best solution is to incorporate a colored indicator into the UV-curable resin used in the coating formulation. Allnex has taken this approach, and now offers two blue-colored, UV-curable resins for the formulation of field-applied floor coatings: a water-based, acrylated polyurethane dispersion (UV PUD) (UCECOAT®7892) and a low-viscosity, 100% solids polyester acrylate resin (EBECRYL®894).
UV-curable field-applied floor coatings formulated with these two resins are blue when first applied, but then become clear upon exposure to UV light. As a result, it is easy for applicators to ensure that the entire floor receives an even application of the coating, eliminating variations in the thickness. In addition, the color change upon exposure to UV light provides a visible means of determining which portions of the floor have been cured. Use of these blue-colored resins, therefore, increases the ease of application of homogeneous coatings, reduces the time for job completion, and eliminates concern over non-cured areas while still providing optimal coating properties, leading to improved performance and lower costs.
Importantly, the blue-colored resins are enhanced versions of UV-curable resins with demonstrated performance properties. The water-based UV PUD is self-matting and has properties optimized for wood and VCT coatings, including a good balance of flexibility and hardness for good adhesion and coin scuff, plus excellent solvent and chemical resistance. It is also tack-free after water evaporation and is designed to allow for the development of low-gloss formulations without the use of silica or other particles. As a result, low-matte formulations based on this resin have a longer shelf life because there are no settling issues. The 100% solids polyester acrylate resin is designed specifically for UV field-applied concrete, vinyl and VCT floor coatings with good weatherability, high gloss, good dry/wet hot tire pickup resistance (on concrete) and excellent adhesion, hardness, and scratch, chemical and solvent resistance. It is also resistant to yellowing upon cure and over its lifetime.
These new blue-colored resins have been designed with input from formulators, equipment manufacturers and coating applicators, and as a result meet the needs of this sector for increased ease of application combined with high-performance properties. As a result, they should help drive the use of UV-curable field-applied coatings in the industrial, commercial and residential markets.
Trademarks indicated with the ® are registered trademarks of Allnex IP Sàrl or its directly or indirectly affiliated Allnex Group companies.
This article originally appeared in the October 2014 issue of PPCJ.
By JoAnn Arceneaux, Technical Manager, and Pieter De Maeght, New Business Development Manager | Allnex, Brussels, Belgium
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



