

Environmental, health and safety concerns continue to drive rapid growth for polyols in green coatings applications. This demand has resulted in increased use of more sustainable materials versus traditional fossil petroleum feedstock. Since 2007, Resinate has been pioneering ways to impart critical performance properties while reducing environmental and human health impacts. By using recycled content as an alternative feedstock source, Resinate is able to extend the life cycle of finite resources already mined from the earth in order to create high-value coatings solutions. One key ingredient of -Resinate polyols is recycled polyethylene terephthalate (PET), which is commonly harvested from plastic water bottles otherwise destined for landfills. This article explores the properties and benefits of Resinate’s proprietary recycled-content polyols in experimental polyurethane dispersion (PUD) coatings applications.
Recycled PET Technology
Resinate polyols are made with recycled PET, which imparts excellent performance properties while providing a distinct sustainability advantage. To make the polyol versatile such that it can be employed for a range of coating, adhesive, sealant and elastomer (CASE) applications, several proprietary recycled and renewable components are incorporated into the polyol backbone. These components, in conjunction with the recycled PET, provide the polyol with the necessary latitude to address a wide array of performance requirements, including hydrolytic stability, excellent chemical and stain resistance, an ideal balance of flexibility and hardness, and adhesion to a wide variety of substrates.
In addition to imparting positive performance benefits, recycled PET has been shown to generate the lowest environmental and human health impact regardless of recycling method, when compared to biobased and petroleum PET feedstock used to make the same polyol compositions. This conclusion was based on health and environmental impacts from carcinogens, non-carcinogens, respiratory effects, ecotoxicity, global warming footprint and overall energy consumption.
Experimental PUDs for Wood Coating Applications
Three PUD compositions were made using a proprietary, 100%-recycled and renewable-content polyol. The wood coating platform includes a UV-curable PUD, a 100% solids UV-curable system and an ambient-cure PUD. For the purpose of demonstration, this article will review the UV-curable PUD and some important performance characteristics relevant to wood coating applications, such as flooring, kitchen cabinets and wood furniture.
PUD Coating Preparation
The PUD was made using a solvent-free prepolymer process at approximately 40% final solids. The films were applied using a wire-wound metal rod wet film applicator, at 5 mils wet film, and flashed for 30-60 min under ambient conditions. The substrates chosen were 6”x12” oak and maple boards. UV energy was applied using a Fusion UV Systems LC6B benchtop conveyer instrument with a 13 mm H+ Heraeus Kr85 bulb. One pass at 25 ft/min was used, and the wood coupon set aside for at least 30 min to cool before testing.
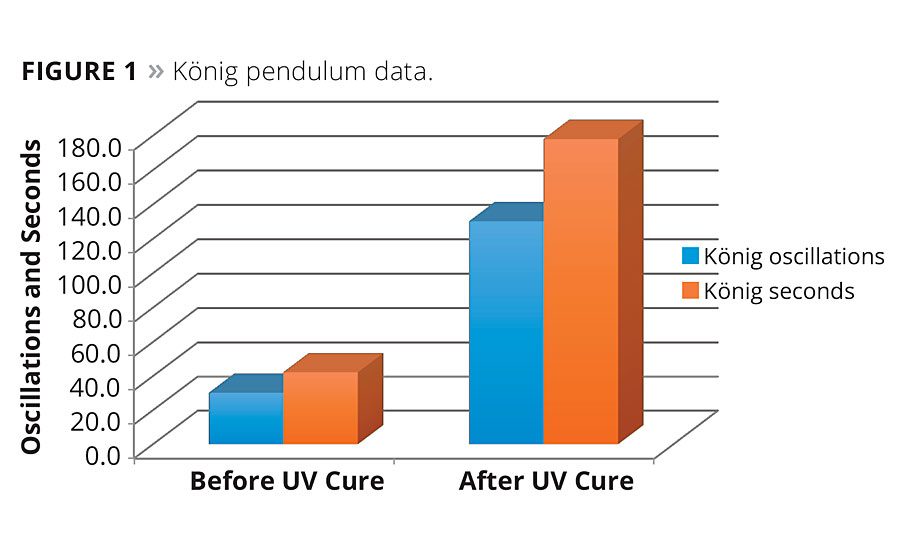
K?nig Hardness Testing
Resinate’s UV-curable PUD demonstrated superior hardness both before and after UV curing. König pendulum data was taken before UV cure, after 60 min ambient flash and 5 min at 50 °C; data was taken again following UV curing. Resinate’s PUD provided good hardness before UV cure, which would allow for inspection of the surface to correct defects prior to UV curing. After UV curing, the coating was extremely hard, making it ideal for protection of wood products (Figure 1).
Chemical Resistance Testing
The recycled and renewable materials within the polyol and the highly crosslinked film created by the UV-cured PUD provide outstanding chemical resistance. The coating was subjected to methyl ethyl ketone (MEK) double rubs before and after UV curing. Before UV curing, the dried coating is easily removed with solvent. This would allow defective parts or areas to be solvent stripped and recoated if necessary. After the film is UV cured, the same solvent has no effect. A test for MEK double rubs showed no effect on the coating after hundreds of passes were completed (Figure 2).
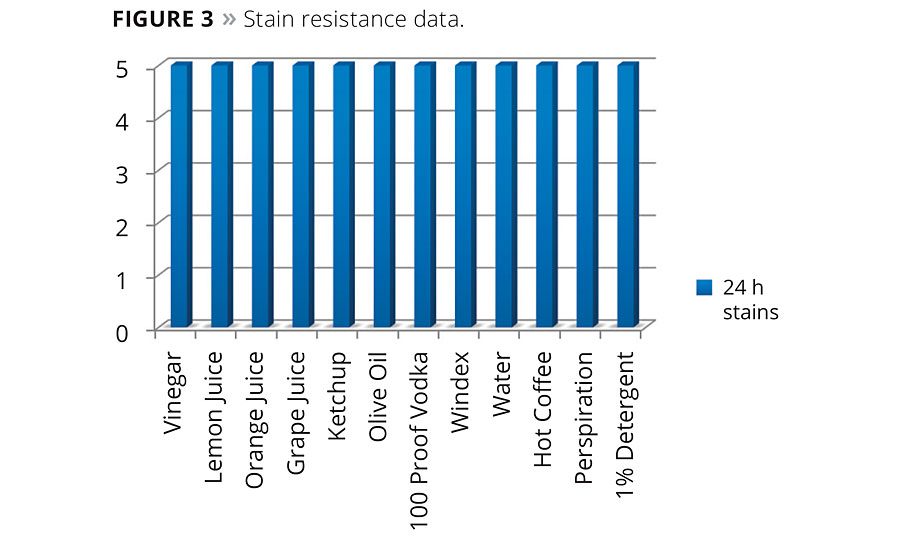
Stain Resistance
In 24-h stain resistance testing, the UV-cure PUD formulation was exposed to several household liquids. The coating was assessed on a scale of 1 to 5 after the stains had been in contact with the coating for 24 h. A rating of 5 indicates no change in the coating whatsoever, while a rating of 1 indicates complete staining or coating failure. The UV-curable PUD received a grade of 5 (excellent) for all 24-h stain testing, making it a great candidate for wood flooring, kitchen cabinet, and wood furniture applications (Figure 3).
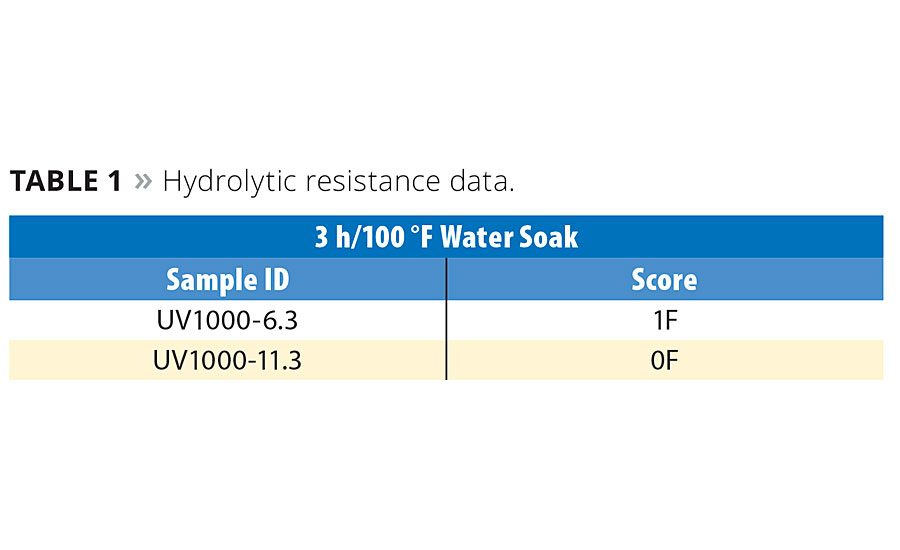
Hydrolytic Resistance Testing
Aluminum panels were coated and cured with the -Resinate PUD, then immersed in DI water at 100 °F for 3 h. After full exposure, panels were blotted dry and tested for pencil hardness, then rated for general appearance on a scale of 0F-4F, with a 0F rating for no change and a 4F rating for full removal of the coating. The PUD material received a rating of 0F to 1F, depending on slight changes to the synthetic formula. These are excellent results after such a difficult exposure (Tables 1 and 2).
The nature of hydrolytic test conditions makes it difficult to isolate the effects on the coating film unless an inert substrate is chosen with minimal response to the conditions. Therefore, aluminum panels were used for this test as a more universal substrate. This was chosen as opposed to various wood substrates that may swell and leach under test conditions, interfering with interpretation of only the hydrolytic effect on the film. The results seen with aluminum substrate are expected to translate to multiple substrates, such as wood.
Conclusion
By using recycled PET, we have been able to impart excellent performance properties, while providing a distinct sustainability advantage. By incorporating recycled PET into polyols, the properties familiar to PET, such as toughness, flexibility, hydrolytic stability, and chemical and stain resistance, can be incorporated into many CASE applications, including wood coatings. Dispersions can be designed to impart an ideal balance of hardness and flexibility, with good adhesion to a variety of substrates.
For more information, visit www.resinateinc.com or call (+1) 800.891.2955.
By Gary Spilman, Ph.D., Principal Scientist; and Adam Emerson, Laboratory Director | Resinate Materials Group, Inc., Plymouth, MI



Report Abusive Comment