Mechanisms for Combating Macro and Microfoam in Low-VOC Waterborne Systems
Deaerators designed on an organo-modified silicone platform provide superior macro- and microfoam suppression capabilities.
In the early 1980s, the domestic ink and coatings industry began a major effort to provide products that would help coatings manufacturers lower VOC emissions. The industry used a number of approaches including, but not limited to, exempt solvents, increased solvent capture by the coatings formulators and water-based coatings.
Each approach had positive and negative considerations. Using solvents exempt from the EPA Method 24 calculations lowered VOC output but proved of little use due to limited solubility with certain resins. Use of solvent capture equipment was, and is a viable option but is constrained by the high capital and maintenance costs. Partially driven by innovations at that time, water-based systems presented the most economical means of compliance with evolving VOC and HAPS (hazardous air pollutants) regulations. However, the resins and emulsions used for these systems require surfactants (soaps) to make them compatible in an aqueous medium. Unfortunately, these additives, plus others used to enhance properties like pigment and substrate wetting, contribute to foam formation within inks and coatings.
Today, the need to lower emission levels even further – combined with multiple-purpose raw materials – creates an even greater likelihood of formulating clearcoats that foam. This paper investigates the use of organo-modified siloxane technology to control the proliferation of foam, while maintaining desired properties.2
 Courtesy of Evonik Industries Courtesy of Evonik Industries
|
| Figure 1 Click to enlarge |
Physics of Foam
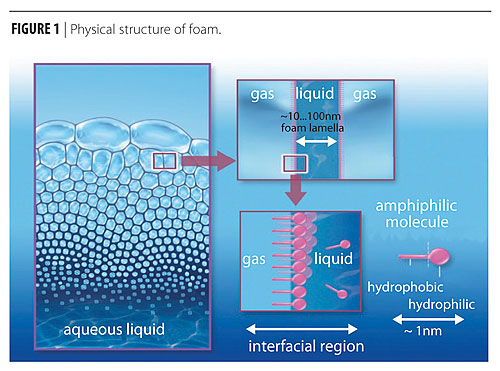
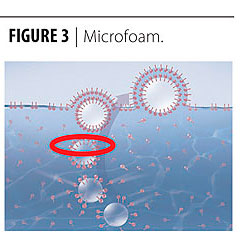
Foam is a mass of gas bubbles stabilized by a surfactant double layer – the foam lamella – within a matrix of liquid film formed in or on the surface of, in this case, an ink or coating. The word “in” refers to microfoam, while the word “on” suggests macrofoam (Figure 1). Let’s begin by looking at the characteristics of each type.
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
| Figure 1A Click to enlarge |
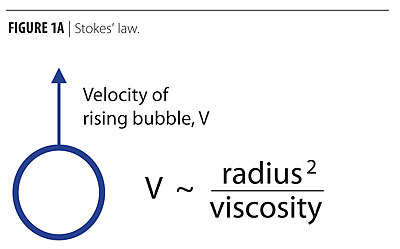
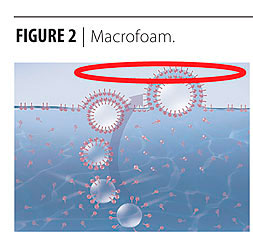
Macrofoam, found at the surface of a coating, contains bubbles – generally >100 µm– which rise very quickly. According to Stokes’ Law (Figure 1A), the size of the bubble markedly affects its velocity rising through the fluid, which is directly proportional to the radius of the bubble; thus, the larger the bubble, the faster its speed. Stokes’ Law also has a viscosity component: the velocity of the rising bubble decreases as viscosity increases. However, given the rather low application viscosities of water-based inks and coatings, along with their relatively low coat weights and thicknesses, foam should dissipate rapidly absent other contributing factors.(1, 2)
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
| Figure 2 Click to enlarge |
Previously mentioned factors that contribute to foam formation include surfactant packages in the polymer system and functional additives required to address key properties of the coating system. Generally speaking, many classes of defoamer will eliminate macrofoam (Figure 2) in inks and coatings since they are surface-active agents. By spraying the defoamer on top of the liquid film or adding it in the liquid phase, defoamers destroy the foam by acting within the foam lamella and destabilizing it. High-speed incorporation may not be required for this class of defoamers.
Microfoam (Figure 3), on the other hand, becomes entrained within the liquid film because its small-radius bubbles do not rise fast enough to the surface. According to Stokes’ Law, these bubbles – typically 10 to 100 µm – rise infinitely more slowly than macrofoam in the same viscosity liquid. Consequently, because it remains entrained, microfoam causes numerous problems in post-cured film. Formulators must employ a very specific type of foam destabilization additive to remove microfoam from water-based surface coatings.
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
| Figure 3 Click to enlarge |
Destabilization Additives
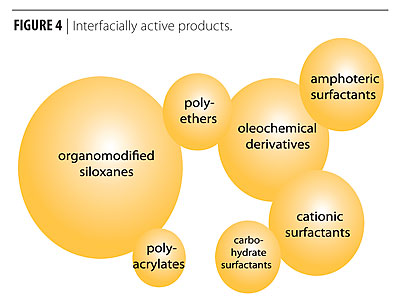
Many products on the market claim to eliminate foam from aqueous-based systems (Figure 4). Their performance relies on characteristics such as incompatibility, low surface tension, hydrophobic nature and other mechanisms to either prevent or destroy the foam lamella, or both.
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
| Figure 4 Click to enlarge |
In general, defoamers consist of several compounds, which, in total, are not compatible with the coatings system. If defoamers are too compatible with the system, problems arise, e.g., over time they become inefficient. However, if they are too incompatible with the system, the defoamers may be highly efficient bubble busters but will cause problems in the applied film. The ideal solution, then, is to balance compatibility and incompatibility for maximum efficiency.
Destabilizing agents are multi-component additives with varying groups of functional materials. There are three principal classes of components: carriers, representing 75-90% of the formulation; hydrophobic ingredients, ranging from 5-10%; and other special substances (e.g., biocides, thickeners, emulsifiers) representing 0-20%.
The purpose of the carrier is to spread on the surface and remove the layer of surfactant molecules. Therefore, it has a lower surface tension than water. Another important property of the carrier is to supply a means for the hydrophobic ingredients of the destabilizing package to reach the surfactant double layer. The carriers also have to be insoluble and incompatible with the solvent (water) to rise to the surface. The monolayer formed by the defoamer ingredients will have a lower surface elasticity compared to that of the foam bubble’s double layer. Oils can be the carriers for destabilizers. Mineral oils are the most versatile and least costly. Paraffinic (medical white) oils meet health regulations (FDA). In addition, vegetable oils, silicone oils, polysiloxanes, organo-modified siloxanes and water can all be used as carriers. Fatty acids, fatty alcohols and polyvinyl ethers are used as well.
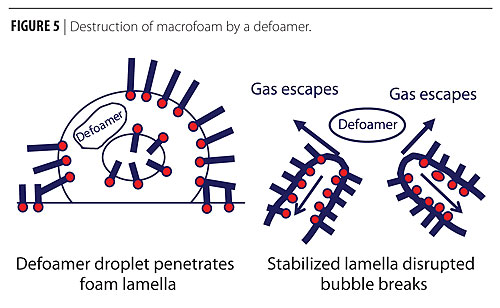
A defoamer’s hydrophobic ingredients can be used either in liquid or solid form. In liquid form, they exist as emulsion droplets (Figure 5).
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
| Figure 5 Click to enlarge |
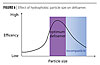
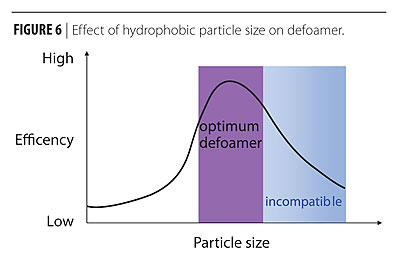
Particle size of hydrophobic materials is an important factor in penetrating the surfactant double layer (Figure 6). They must be between 0.1 and 20 µm. Too small a particle size significantly reduces effectiveness because water can enter the double layer and dilute the concentration of defoamer particles. If the particle size is too big, the particle cannot penetrate the double layer and the micro bubbles will not collapse into macro bubbles, which more easily burst on the surface. An important task of a hydrophobic ingredient is to absorb surfactant molecules from the double layer, thereby generating an increase in surface tension that facilitates spreading and the ultimate rupture of the foam lamella. The total concentration of hydrophobic particles in a defoamer formulation is limited due to the fact that the total concentration of surfactant molecules must be kept within a certain range to avoid destabilizing the coating emulsion. Compounds used as hydrophobic particles include waxes, fumed silica, metal soaps, polypropylene glycols, amides and polyurethanes.(3, 4)
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
| Figure 6 Click to enlarge |
Microfoam Issues
Several defoaming mechanisms readily dissipate macrofoam, but microfoam is different and a complex issue that requires addressing. Owing to its small bubble size, microfoam is generally not visible to the naked eye but its negative effects on a dried coating cannot be missed: surface defects, color control and clarity/haze.
Perhaps the most noticeable surface defect caused by microfoam is pinholing. On substrates that require a more homogenous coating for barrier properties, microfoam creates an avenue for environmental contact that can lead to weathering, deterioration or corrosion damage. Because microfoam is difficult to eliminate with traditional defoamer additives, new and different technology must be employed. The study that follows focuses on a foam destabilizer technology that uses polyether-modified siloxane chemistry with a hydrophobic component, hereafter referred to as a deaerator.(1,5-6)
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
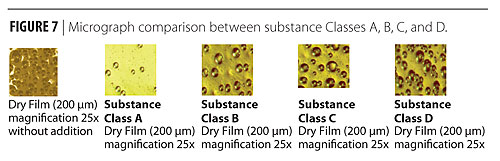
| Figure 7 Click to enlarge |
Deaerators Evaluated( 7, 8)
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
| Figure 8 Click to enlarge |
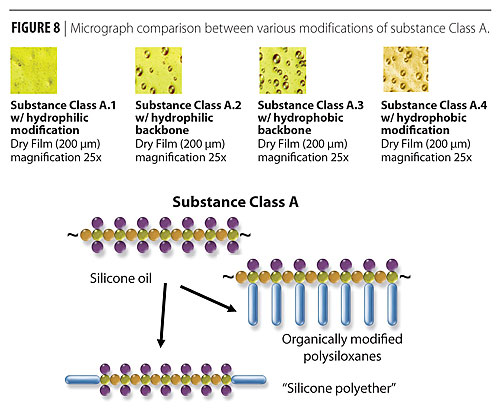
Optimizing Substance Class A
The program to optimize the deaerating performance of polyether-modified siloxane explored the effects of adjusting a number of variables:
A.1 – Polarity – hydrophilic-lipophillic balance (HLB);
A.2 – Degree of polymerization (DP);
A.3 – Organic-siloxane ratio; and
A.4 – End blocking.
In this case, adjusting the HLB characteristics of substance Class A achieved significant improvements in deaeration. Varying the molecular weight changed the HLB character of some of the products shown in Figure 8. Organic modification changes of the products were also performed and the effects on microfoam elimination were tested.
Test results depicted in these micrographs clearly show that a product with strong hydrophobicity will not necessarily produce the best results (Figure 8). For efficient elimination of microfoam, a critical balance between hydrophilicity and hydrophobicity must be struck, as seen in the test coating system with substance A.1 (Figure 8).
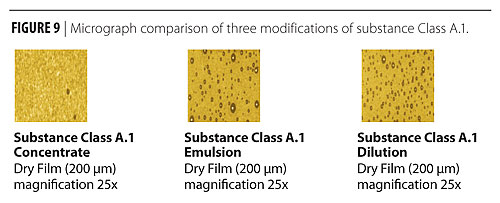
Further Optimization of Substance A.1
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
| Figure 9 Click to enlarge |
To provide easier dispersion in a coating system, the active ingredients of the deaerator A.1 can be compounded in distinct forms: emulsion in water stabilized by surfactants; concentrate with 100% active matter; and dilution in glycols or glycol ethers.
The initial evaluation used the concentrate form of substance A.1; therefore, the next compositions created for testing were the emulsion and the dilution in glycol ether (Figure 9). The active ingredients in these two forms were equilibrated to deliver the same total amount of active matter in each test formulation. Comparing the micrographs in Figure 9, the concentrate version of A.1 undeniably provides superior microfoam dissipation.
A number of explanations exist for the lack of efficiency shown by the emulsion and the diluted variants, but the prevalent theory is that the non-concentrate forms of delivery have a higher solubility characteristic. Less of the active component reaches the liquid-air interface and cannot act on the foam lamella.(7)
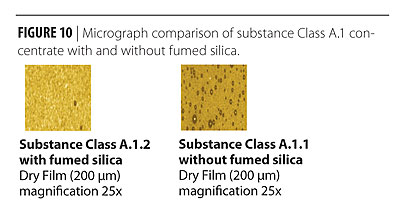
Final Optimization of A.1 Concentrate
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
| Figure 10 Click to enlarge |
This stage of the testing compared two versions of the same concentrate of Substance A.1: one without hydrophobic particles (A.1.1), the other with fumed silica hydrophobic particles (A.1.2). Micrographs of the two inks formulated with these products are shown in Figure 10. The performance of A.1.2 in Figure 10 clearly illustrates the value of including a hydrophobic component to increase foam destabilization efficiency.
Conclusion
Deaerators designed on an organo-modified silicone platform – more specifically, a silicone polyether containing hydrophobic moieties – provide superior macro- and microfoam suppression capabilities.2 In this study, TEGO® Airex 901W and Airex 902W have proven to be the most effective additives for dissipating microfoam in aqueous-based inks and coatings that contain high surfactant levels. Further investigation in numerous inks and coatings provided additional evidence that Airex 901W and Airex 902W are ideal choices in systems where it is difficult to eliminate both macro- and microfoam. (See suggested formulations in the Appendix.)
As the coatings market moves to more environmentally friendly systems that demand practically zero percent solvent usage, foam problems will be part of the equation. It will require joint efforts between the coating manufacturers, as well as additive suppliers, to continue the design and optimization of future eco-friendly products.
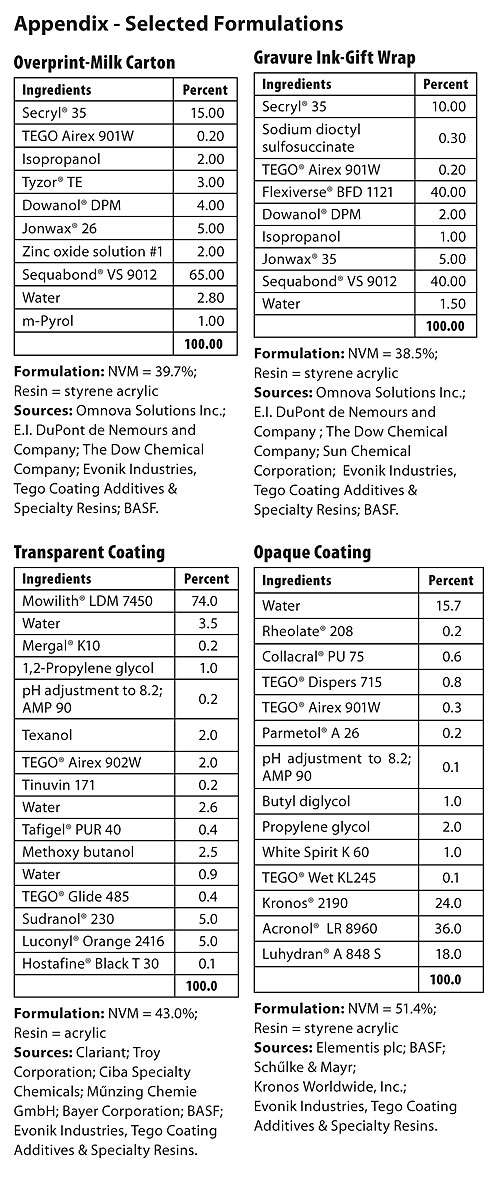
Appendix - Selected Formulations
 Courtesy of Evonik Industries Courtesy of Evonik Industries |
| Appendix Click to enlarge |
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}