Grinding a Thixotropic Material
A high-shear stress often has to be applied at the beginning to make the material flow, and this is often due to the structures mentioned above. Therefore, such materials require a careful choice of equipment as well as process parameters. In addition to the specific energy input and the bead size, the throughput plays a major role in the achievable fineness, as well as the optimal operation of the mill. Strong shear forces should be maintained after the start-up in order to attain reasonable grinding progress and to keep the viscosity under control. This can be achieved by adjusting the tip speed in the mill, or by using a gear pump along with high stirrer speeds to shear the product before it enters the mill. Short hoses and pipes should be used to reduce the opportunities for the mentioned structures and the viscosity to rebuild. This article addresses the grinding and milling parameters of a thixotropic pigment paste.

|
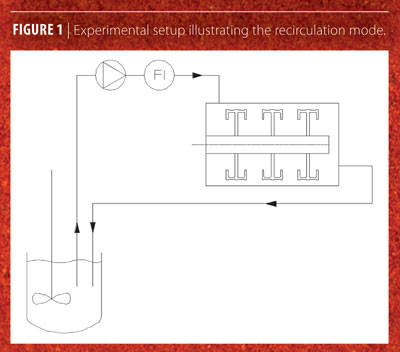
| Figure 1 Click to enlarge |
Experimental
All experiments were carried out in the recirculation mode, as shown in Figure 1. The throughput was measured online, together with the density and the viscosity of the product going into the mill, using a Promass 83I25, which measures the Coriolis force. In order to produce shear stress in the product, a gear pump T4-95G-GKGM, by Gebr. Steimel GmbH, was applied. The particle size analysis was done using the Mastersizer 2000, which applies the principle of light scattering. The instrument contains a red laser for particles that are larger than 1 µm, and a blue laser to measure particles in the range below 1 µm. 90% of all particles in the product had a particle size below 1 µm before grinding, which means that the dispersion of the particles plays a larger role than “true grinding”.

|
| Figure 2 Click to enlarge |
In order to check the flow behavior of the product offline, viscosities were measured using the rotational viscometer ROTO VISCO 1 by Thermo Haake. The pigment paste was run on a mid-sized production mill, the WAB DYNO®-MILL ECM Poly, shown in Figure 2.
The applied parameters were the following:
- Flow rate 500 kg/h and 4000 kg/h;
- Tip speed: 10.9 m/s;
- Bead size: 0.8 mm and afterwards 0.3 mm;
- Grinding time: 4 h with both bead sizes;
- Batch size: 100 kg.
Results and Discussion
Viscosity and Flow Behavior
|
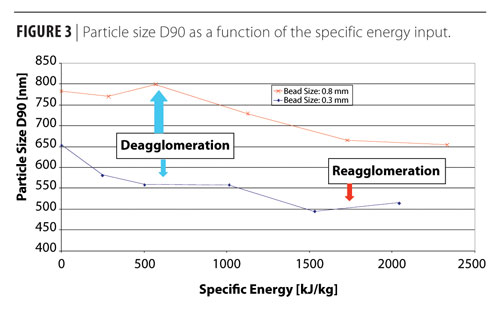
| Figure 3 Click to enlarge |
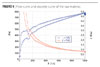
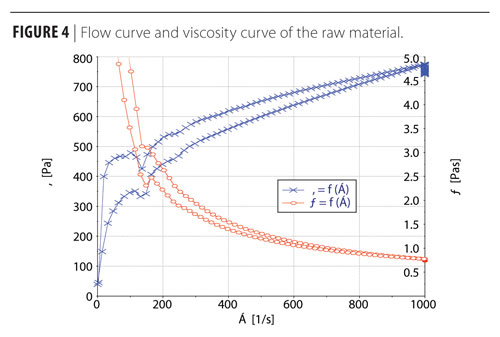
To get further insight into the grinding and dispersing processes, a closer look was taken at viscosity and flow behavior. Figure 4 shows the flow curve, with the shear stress t, and the viscosity h of the raw material, as a function of the shear rate, at a temperature of 30 °C.
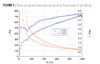
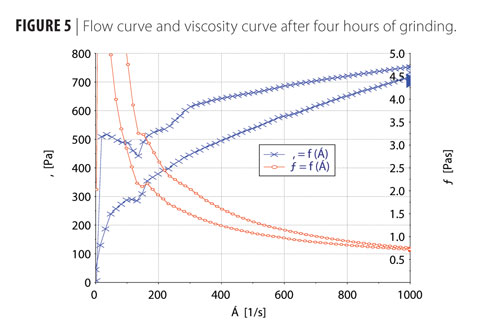
The flow curve and the viscosity curve of the material, after grinding for four hours, are shown in Figure 5. The shear rate was first increased, kept constant at a value of 1000 s-1 for 30 s, and then decreased back to zero. Initially, a high shear stress is required to make the product flow, the product behaves more like a solid than a liquid, and the viscosity goes towards infinity. When the shear rate reaches 1000 s-1, the viscosity of the raw material goes down to 0.688 Pas. The viscosity of the ground product decreases to 0.74 Pas.
|
| Figure 4 Click to enlarge |
Furthermore, the product clearly shows a thixotropic behavior because the viscosities are lower when the shear rate decreases than when it increases for all values of the shear rate. This behavior is probably due to the breakup of agglomerates, which take some time to rebuild after the shear stress is decreased. Therefore, this is a further indication that the grinding problem at hand is primarily one of dispersion. At the beginning of the grinding process, the primary particles have to be wetted and dispersed in order to break up the agglomerates.
|
| Figure 5 Click to enlarge |
The breakage of primary particles down to a lower size probably only occurs after the dispersion is practically complete. Once a finer particle size is reached, the adhesive forces between the particles also increase, and this can lead to reagglomeration, as shown in Figure 3. Since the finer particles have a larger specific surface area, the viscosity increases for all shear rates, which can be seen in Figure 5.
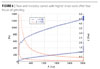
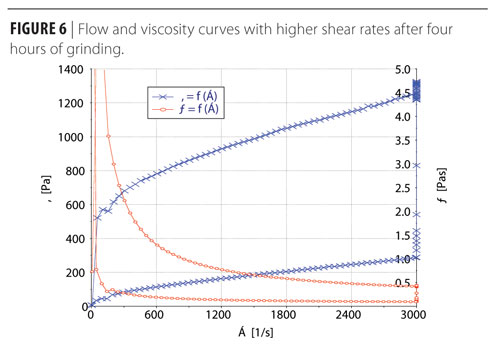
The thixotropic behavior becomes more obvious at higher shear rates, as shown in Figure 6, with a maximal shear rate of 3000 s-1 instead of 1000 s-1. When the shear rate first increases to 3000 s-1, the viscosity is 0.419 Pas, and when the shear rate decreases, after 30 s at 3000 s-1, the viscosity goes down to a value of 0.096 Pas. This means that the longer the material is sheared, the less time remains to rebuild structures like agglomerates, and, therefore, the lower the viscosity. It can be concluded that in practice it is desirable to have short hoses and pipes in order to minimize the residence time in areas with low shear stress, where the viscosity can build again.
|
| Figure 6 Click to enlarge |
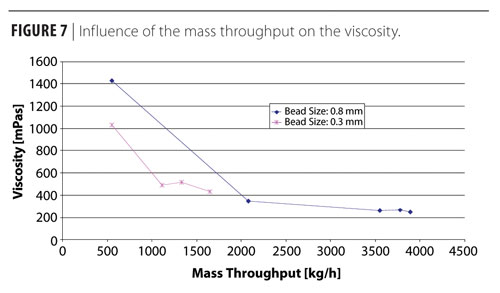
Figure 7 shows the influence of the throughput on the viscosity. At a throughput of 550 kg/h the residence time in areas with low shear stress is quite long, and the viscosity, which was measured on the flow meter before the mill, is over 1400 mPas. Beyond a certain flow rate, the pigment paste is constantly sheared in the gear pump as well as in the mill. The minimal shear stress that is required to surpass the flow limit is practically always given. As a result, the viscosity decreases drastically.
The product particles are pumped through the mill more often, the probability of a particle meeting a bead increases, and the product is sheared more often, eventually leading to a decrease in the viscosity. Afterwards, a further increase in the throughput does not have any major effect. The viscosity remains at a value of more than 200 mPas. The effect of the flow rate is similar with a bead size of 0.3 mm, but the lowest viscosity is higher than with larger beads because of the lower achievable throughput. A higher throughput would lead to packing of the smaller beads and to a high wear of machine parts.

|
| Figure 7 Click to enlarge |
Studies have shown that the viscosity and the flow behavior of particle suspensions depend mainly on the adhesive forces.1 Therefore, the particle size, the solid concentration and the stabilization of the suspension play a major role. It is sometimes assumed that the flow behavior is Newtonian and the viscosity is constant as soon as a certain shear rate is reached.1 However, it is difficult to tell which viscosity the material actually has in the mill because the shear rate in the mill is much higher than the one that can be achieved with a viscometer. With a thixotropic behavior the residence times in different areas, with different shear rates, have an effect.
The high shear rate has to be exerted for a certain time in order to achieve the minimal viscosity. Therefore, it is helpful if the product suspension is already sheared, with the help of a stirrer and a gear pump for example, before it goes into the mill. An increased throughput allows less time for the building of structures, like agglomerates, in certain areas such as pipes, hoses and valves. A minimization of the viscosity is especially desirable for the dispersing process in order to avoid the packing of the beads and the clogging of the sieve.2,3 A higher viscosity also means that more energy goes into the displacement of the liquid, leading to a less sufficient grinding process.3 Another parameter that could be optimized in order to increase the shear stress in the product is the tip speed. However, an increase in the tip speed has the disadvantage that the wear of machine parts in the grinding chamber is faster, and reagglomeration might also occur due to the higher energy input, as shown in Figure 3. Therefore, the tip speed was kept constant in these experiments.
Conclusions
Experiments with a water-based thixotropic pigment paste have shown that the throughput is a key parameter in the grinding of such a material with a non-ideal flow behavior. Through the variation of the throughput, the viscosity could be reduced from over 1400 mPas to less than 300 mPas.
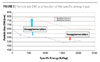
This effect is smaller when the bead size is decreased, because the maximum throughput, which can be run without packing the beads, is lower in the case of the smaller beads. Since the raw material was already quite fine, and this means that the adhesive forces between the particles are quite large, the problem is mainly one of dispersion rather than “true grinding”. This can also be seen by looking at the particle size as a function of the specific energy input. A dispersion problem means that the viscosity has a major influence on the particle sizes that can be achieved because particles that are not wetted and dispersed properly build agglomerates, which lead to an increase in the viscosity. With a higher viscosity, more energy goes into the displacement of the liquid instead of the grinding process. Beyond a certain point, an additional input of specific energy leads to reagglomeration because very little energy goes into the grinding and most of the energy is converted directly into heat.
After grinding, the viscosity, compared to the one of the raw material, was larger for all shear rates and the thixotropic behavior was even more obvious. The influence of the throughput shows that besides the shear rates themselves, one must take into account the areas with different shear rates and try to keep the areas with lower shear rates as small as possible. Therefore, it is recommended to use short hoses and pipes to allow fewer opportunities for the rebuilding of structures and an increase in the viscosity.
This article was also published in Farbe & Lack.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}