New-Generation Three Roll Mills Meet Today's Challenges
After pre-dispersion, fine dispersing takes place on agitated bead mills or three roll mills. Three roll mills typically need two to three passes to achieve the required particle size or coloristic properties. Feeding of the three roll mill is often by press out systems or pumps. Here, cleanability is one of the important advantages of the three roll mill. On only one machine is it realistic to produce small batches of different colors.
Features like cleanability, no cross contamination, very small hold ups and defined stress are still unrepeated by any other technology. But mechanical roll pressing systems or even hydraulic systems are not comparable with the fully automated machines of today.
Function

|
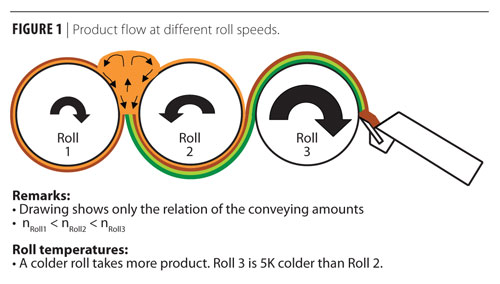
| Figure 1 Click to enlarge |
The basic function of the three roll mill is a differential speed between the three rolls. The difference between the second and the third rolls is two to four times higher than the difference between the first and the second rolls. The dispersion takes place in the second nip; the first nip regulates the feeding of the second “dispersing” nip. The rolls have to be positioned accurately. In cases where the viscosity and the tack of the product are high enough to create hydraulic pressure, the rolls have to be pressed together. If the viscosity is very low and the product is shear sensitive, the rolls should not press together. Due to the differential speed and the constant volume flow on the rolls, the first nip and the second nip have a similar ratio as the roll speed. This means if the rolls have to be positioned because of the low viscosity, the first and second nip will have different settings (Figure 1).
The dispersion takes place in a shear field over the length of the roll. As long as the particles are smaller than the nip there is no impact to the particles in the suspension. This feature makes the dispersing process very uniform and also adjustable by pressure or position of the rolls.
Using only shear stress, the single particle will not be affected. This means we do not change the shape, specific surface or size of the discontinuous phase. For many applications, this is very important – for example, metal pastes or functional ceramic pastes where we do not want to change the single particle size or the specific surface of the ceramic in suspension. Many raw materials are already in specification and should not be affected during the dispersion process; this means using only shear stress.
Process Parameters
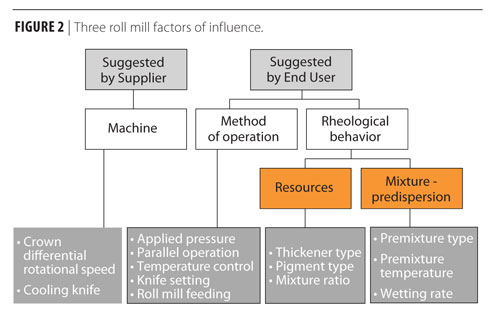
Figure 2 shows an overview of process parameters for a three roll mill. There are three groups of parameters – machine, method of operation and rheological behavior. The rheological behavior is the most important group but cannot always be influenced. The machine has to be able to handle a wide range of viscosities, either with very low line force or with an accurate roll positioning system. If the mill base can be adapted, this can optimize the process the most.

|
| Figure 2 Click to enlarge |
Design Features
Due to different applications, the requirements for the roll design and pressing have changed over the last few years. For example, metal pastes need to be processed very gently in the beginning, and more aggressively at the end. Electronic materials are getting lower in viscosity because of very thin film applications, and need to be processed by roll positioning.
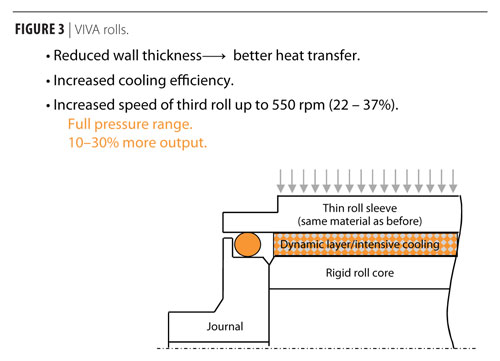
There are two different roll designs to fulfill the new requirements. P-Rolls, with a guided cooling system, are very stiff and are specially designed for low line forces or accurate roll positioning (also called gap mode). For the complete line force range, the VIVA™ roll design offers full flexibility. The full line force range and also the flexibility in materials are unique features of the VIVA system (Figure 3).

|
| Figure 3 Click to enlarge |
New-Generation Three Roll Mill
The Trias™ is the first fully automated production three roll mill with automated “pressure” mode and “gap” mode. The design allows the machine to operate on very low line force in the pressure mode or to change directly to the gap mode. Operating a three roll mill in the gap mode means to position the rolls very accurately and repeatably to each other.
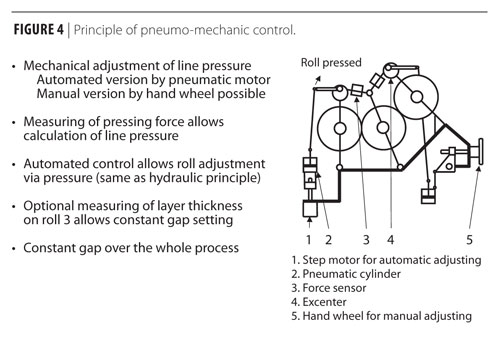
The Trias uses a pneumo-mechanic roll pressing control. Conventional hydraulic cylinders have a relatively high internal friction. This makes the control on the lower line force range especially difficult, or even impossible. The pneumo-mechanic roll pressing control is designed with a very low internal friction. This makes it possible to handle line forces down to 3-4 N/mm (Figure 4).

|
| Figure 4 Click to enlarge |
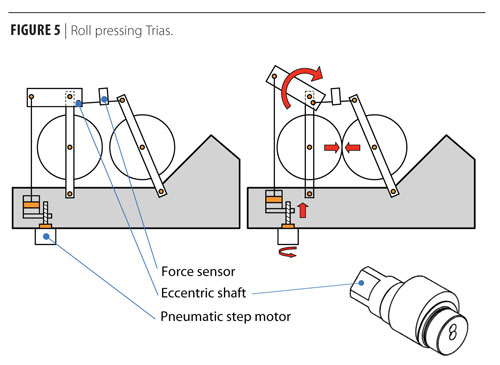
The main part of the roll pressing is an eccentric shaft. A big rotation angle of the eccentric shaft results in a very small change of the axes positions. This means a high accuracy of the distance setting between the roll shafts (gap setting). The eccentric shaft multiplies the force about 20 times. This means a low force in the roll pressing results in a very high pressure between the rolls. This is why pneumatic can be used instead of hydraulic.
A pneumatic step motor is used to change the angle of the eccentric shaft, which changes the distance between the roll shafts and the gap between the rolls.

|
| Figure 5 Click to enlarge |
One step of the step motor changes the distance between the roll shafts by 1 micron. When working with gap, the control system of the Trias moves the step motors to the setting value. The machine doesn’t measure the actual gap between the rolls – it just moves the step motors to a setting value (increment), which corresponds to a certain position of the roll shafts. The value 0 increment is calibrated during the start-up of the machine and means that the rolls are just touching (almost without pressure). The maximum gap on the Trias 300/600 is 300 increments, which corresponds to a gap between the rolls around 0.3 mm without product.
Conclusion
With new-generation three roll mills like the Trias, the success of this technology will continue. Clean room capabilities, high flexibility and high accuracy will open new opportunities. Reproducibility is one of the keys to be successful in any industry. Scale up from relatively small lab sizes to big production machines is possible in a fully automated plant environment.
For more information, visit www.buhlergroup.com.
This paper was presented at the 2011 European Coatings Congress, Nuremberg, Germany.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}