Cooling Hot Coatings with Nitrogen
The primary cooling method for most HVOF thermal spray operations is forced air cooling using compressed air jets. However, the oxygen, residual moisture and hydrocarbons in the cooling air are often detrimental to the coating quality. Because air cooling alone is usually insufficient, interpass cooling breaks must be introduced into the process, which reduces productivity. In addition, when the spray gun is moved away from the part during these cooling breaks, it continues firing, resulting in wasted feed powder and process gases. A new nitrogen cooling technology overcomes these problems, thereby improving HVOF coating quality and reducing costs.

Maintaining the specified part temperature during thermal spray coating applications is crucial to producing on-spec products. Exposing a part to too much heat can negatively impact coating adhesion, substrate and coating hardness, fatigue life, corrosion resistance and dimensional tolerances. With the current industry trend toward more heat-intensive processes, maintaining part temperature is becoming more challenging.
One current process, high velocity oxygen fuel (HVOF) thermal spray, is widely used for coating critical wear parts, such as landing gears, bearing races, valves and turbine components. During this coating process, molten metal, composite or ceramic droplets are sprayed from a gun or torch onto a part. The thermokinetic energy required to melt the powder, accelerate the molten material in the gas jet and deposit these particles onto the target surface results in significant heat input to the part. In addition, the process must be repeated over and over again to build up the full coating thickness. Efficient removal of this heat load during the thermal spraying process is critical to prevent overheating of both the coating and the substrate.
The primary cooling method for most HVOF thermal spray operations is forced air cooling using compressed air jets. However, the oxygen, residual moisture and hydrocarbons in the cooling air are often detrimental to the coating quality. Because air cooling alone is usually insufficient, interpass cooling breaks must be introduced into the process, which reduces productivity. In addition, when the spray gun is moved away from the part during these cooling breaks, it continues firing, resulting in wasted feed powder and process gases.
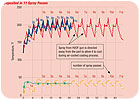
Cryogenic nitrogen vapor cooling has been shown to improve productivity significantly over traditional air-cooled processes (see Figure 1). Air Products’ new patent-pending cooling technology enabled Delta to reduce by as much as 50% the spraying time and the amount of powder and process gases consumed in the coating of its aircraft landing gear axles. The nitrogen cooling system also allowed for a much tighter temperature control (±20°F) and a significantly smaller standard deviation in part temperature during the coating operation.
The new thermal spray cooling technology is compatible with existing thermal spray systems and offers a variety of system designs for application-specific use. The spray nozzle can be mounted next to the thermal spray gun on the robotic arm. During spray application, the cryogenic vapor jet follows the thermal spray plume to maintain the part’s temperature within a preset temperature range. The atomization of the liquid nitrogen and rapid boil-off is designed to prevent part “wetting” and rapid fluctuations in cooling intensity.
The cryogenic cooling system efficiently and uniformly cools thermally sprayed coatings by monitoring the temperature of the coating and varying the cooling intensity to match the heat generated in the spraying process. The temperature feedback system can use a variety of inputs, including infrared imaging cameras, single-point infrared sensors and thermocouples, which are computer-controlled by a proprietary algorithm. This setup allows the cooling system to maintain the coating temperatures dialed in by the spray booth operator by automatically switching cooling modes between room temperature, nitrogen gas, liquid/gaseous nitrogen mixed flow, and 100% liquid nitrogen.
The system displays real-time vital characteristics of the coating process, such as the instant and time-averaged temperature of the part, temperature distribution in various part areas, and standard deviation of accumulated thermal data. The data can be tracked, recorded and stored for audit purposes.

An additional benefit of the new cooling system is the time and cost savings in the masking process. Traditionally, a rigid protective masking that is rugged and resistant to high temperatures had to be applied to areas of a part where coating was not needed. However, inadequate air cooling and buildup of temperature often led to tape degradation, including thermal decomposition, hardening and embrittlement.
The cryogenic cooling technology enables the use of inexpensive, flexible masking tapes that are easy to apply and remove, resulting in radically reduced setup and cleaning times. Because the cryogenic gas provides instant cooling of the top layer of the mask, eliminating heat buildup and preventing the heat from reaching the bottom of the tape, the tape stays flexible and can be quickly removed after spray operation, leaving a clean, residue-free surface (see Figure 2). The tape can even be reused several times.
For more information about the cryogenic nitrogen cooling system, contact Air Products at 800.654.4567, code 579, or visit www.airproducts.com/cooling.
The nozzle for the cryogenic nitrogen thermal spray cooling technology can be mounted next to the thermal spray gun on the robotic arm.
Maintaining the specified part temperature during thermal spray coating applications is crucial to producing on-spec products. Exposing a part to too much heat can negatively impact coating adhesion, substrate and coating hardness, fatigue life, corrosion resistance and dimensional tolerances. With the current industry trend toward more heat-intensive processes, maintaining part temperature is becoming more challenging.
One current process, high velocity oxygen fuel (HVOF) thermal spray, is widely used for coating critical wear parts, such as landing gears, bearing races, valves and turbine components. During this coating process, molten metal, composite or ceramic droplets are sprayed from a gun or torch onto a part. The thermokinetic energy required to melt the powder, accelerate the molten material in the gas jet and deposit these particles onto the target surface results in significant heat input to the part. In addition, the process must be repeated over and over again to build up the full coating thickness. Efficient removal of this heat load during the thermal spraying process is critical to prevent overheating of both the coating and the substrate.
The primary cooling method for most HVOF thermal spray operations is forced air cooling using compressed air jets. However, the oxygen, residual moisture and hydrocarbons in the cooling air are often detrimental to the coating quality. Because air cooling alone is usually insufficient, interpass cooling breaks must be introduced into the process, which reduces productivity. In addition, when the spray gun is moved away from the part during these cooling breaks, it continues firing, resulting in wasted feed powder and process gases.
Figure 1. This graph shows actual process data for spraying aircraft landing gear with traditional air cooling compared to the cryogenic nitrogen vapor cooling system. With the cryogenic nitrogen thermal spray cooling technology, the part’s temperature was maintained within a much tighter range during the spray operation, the spraying time and amount of powder and process gases consumed were cut in half, and productivity was improved.
Cooling with Cryogenic Nitrogen
One company challenged with maintaining the desired part temperature during HVOF thermal spray process is Delta Air Lines. Delta uses HVOF thermal spray to coat engine parts and landing gear axles, where the part temperature has to be maintained within specified limits. However, with inadequate air cooling systems and low productivity, Delta was looking for a more efficient cooling solution. When Mickey Carroll, lead technician-plasma spray, HVOF at Delta, read an article about a cooling system that Air Products had developed for a related application, he contacted the company and outlined Delta’s need for a better cooling approach. After a few months of working with Delta’s systems and parts, Air Products further developed its thermal spray cooling system using cryogenic nitrogen and adapted it to Delta’s automated thermal spraying process.Cryogenic nitrogen vapor cooling has been shown to improve productivity significantly over traditional air-cooled processes (see Figure 1). Air Products’ new patent-pending cooling technology enabled Delta to reduce by as much as 50% the spraying time and the amount of powder and process gases consumed in the coating of its aircraft landing gear axles. The nitrogen cooling system also allowed for a much tighter temperature control (±20°F) and a significantly smaller standard deviation in part temperature during the coating operation.
The new thermal spray cooling technology is compatible with existing thermal spray systems and offers a variety of system designs for application-specific use. The spray nozzle can be mounted next to the thermal spray gun on the robotic arm. During spray application, the cryogenic vapor jet follows the thermal spray plume to maintain the part’s temperature within a preset temperature range. The atomization of the liquid nitrogen and rapid boil-off is designed to prevent part “wetting” and rapid fluctuations in cooling intensity.
The cryogenic cooling system efficiently and uniformly cools thermally sprayed coatings by monitoring the temperature of the coating and varying the cooling intensity to match the heat generated in the spraying process. The temperature feedback system can use a variety of inputs, including infrared imaging cameras, single-point infrared sensors and thermocouples, which are computer-controlled by a proprietary algorithm. This setup allows the cooling system to maintain the coating temperatures dialed in by the spray booth operator by automatically switching cooling modes between room temperature, nitrogen gas, liquid/gaseous nitrogen mixed flow, and 100% liquid nitrogen.
The system displays real-time vital characteristics of the coating process, such as the instant and time-averaged temperature of the part, temperature distribution in various part areas, and standard deviation of accumulated thermal data. The data can be tracked, recorded and stored for audit purposes.
Figure 2. Effects of cooling on silicone-based masking tapes during HVOF spray application, where (a) represents air cooling and (b) represents cryogenic nitrogen vapor cooling.
Improved Quality and Processes
The new cryogenic nitrogen vapor cooling technology has been shown to reduce thermal fluctuations during spray operations. The microstructure, mechanical and physical properties of nitrogen-cooled coatings were tested and proved to be as good as or better than those of air-cooled coatings. Testing of nitrogen-cooled parts showed substrate hardness and microporosity improvement over air-cooled samples, while bond strength, coating hardness, residual stress and surface roughness of the as-sprayed coatings were essentially unchanged. In addition, oxygen pickup and carbon loss in the coating were the lowest for the nitrogen-cooled sample.An additional benefit of the new cooling system is the time and cost savings in the masking process. Traditionally, a rigid protective masking that is rugged and resistant to high temperatures had to be applied to areas of a part where coating was not needed. However, inadequate air cooling and buildup of temperature often led to tape degradation, including thermal decomposition, hardening and embrittlement.
The cryogenic cooling technology enables the use of inexpensive, flexible masking tapes that are easy to apply and remove, resulting in radically reduced setup and cleaning times. Because the cryogenic gas provides instant cooling of the top layer of the mask, eliminating heat buildup and preventing the heat from reaching the bottom of the tape, the tape stays flexible and can be quickly removed after spray operation, leaving a clean, residue-free surface (see Figure 2). The tape can even be reused several times.
Future Applications
In addition to aerospace parts, cryogenic nitrogen vapor cooling has provided productivity benefits in a range of HVOF coating applications involving construction equipment and rolls. The success of the work at Delta has led to the exploration of new markets and applications for the technology, and it is expected that additional uses for this new cooling technology will continue to emerge.For more information about the cryogenic nitrogen cooling system, contact Air Products at 800.654.4567, code 579, or visit www.airproducts.com/cooling.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





