Some Practical Advice for Selecting a UV-Curing System


So deciding which UV light source to install is like figuring out which oven to buy for a kitchen. Even though several might get the job done, the best choice may also depend on factors like budget, size, features, quality or reliability. There are a number of tradeoffs, and this article is intended to help you select the best UV light source for your needs. We begin by examining the basics of how UV is produced and the tradeoffs between the major types of UV sources. We then turn to some considerations between suppliers that may be useful in making the wisest choice.
Producing UV Light
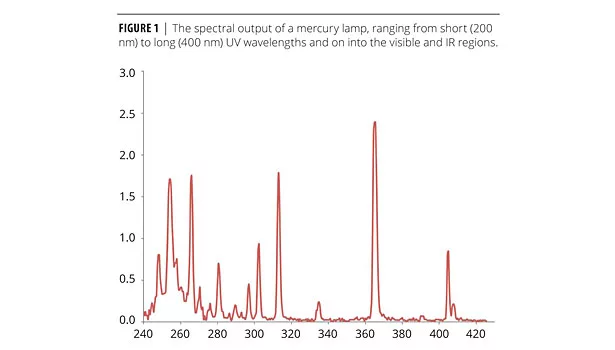
Up until fairly recently (when UV LEDs became commercially available), nearly all industrial UV light sources relied on the same basic principle to generate UV. When a small amount of mercury is energized, either by zapping it with a high-voltage electric current, or by placing it into a powerful microwave cavity, (much like a microwave oven), electrons in the mercury atoms are excited to a higher energy state. When they return to their ground state, they give off a burst of energy, in the form of UV light (as well as some visible light and heat). This is the same principle that turns the flames in a fireplace green and violet when you add crystalline fireplace salts that rely on copper salts that produce light in the visible spectrum.
Figure 1 shows the emission spectrum for a typical mercury lamp. This characteristic spectrum is the same whether the mercury lamp is an arc (or electrode) type lamp, or a microwave lamp. So, if your UV “recipe” calls for exposure to a mercury lamp, either will work, provided the intensity (or irradiance) is high enough and the material is exposed for a long enough period of time (providing the proper dose). In either device, mercury is sealed in a quartz tube. With an arc lamp, an electrode is embedded in each end of the tube so that electrical energy can be applied. In the case of microwave lamps, the tube has no electrodes but is placed in a microwave cavity. In either case, high-temperature plasma is created by energizing the mercury.
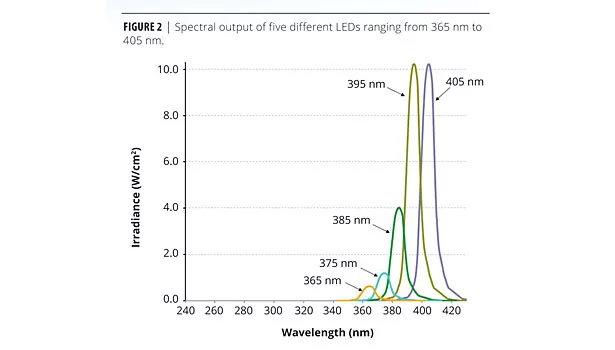
Mercury lamps have been the workhorse of industrial UV curing for decades, but recently UV sources using light-emitting diodes (or LEDs) have become available. These UV sources are made by arranging a large number of tiny semiconductor chips, (like those used inside the visible LEDs found on Christmas trees and car taillights) into large matrices. When voltage is applied to each LED chip, a burst of UV light is emitted through a process known as electroluminescence. Unlike mercury lamps, the spectra of an LED is very specific and narrow. Today’s LEDs are available at various wavelengths, (determined by the chemical composition of the chips), from 365 nm to around 405 nm, as shown in Figure 2.
Mercury-based (arc and microwave) lamps along with UV LEDs are the most common industrial UV sources today. While each produces light useful to curing, there are inherent advantages and disadvantages of each approach.
Arc Lamps
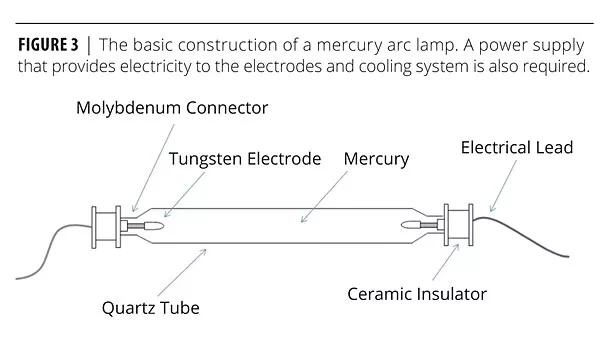
The arc, or electrode lamp, is the most common of all UV light sources. It is popular because of its simplicity and versatility. Arc lamps are available in a wide range of product types and styles. Lamps can be manufactured from just a few inches to several feet in length, and lamps as long as 2 meters are being used for wide products such as wood panels. Figure 3 shows the typical construction of an arc lamp. By varying the dimensions of the quartz tube, the amount of mercury and fill material, and by applying the appropriate voltage, a wide range of intensities can be produced (though the UV output of the lamp frequently depends on a number of other engineering considerations).
To create a plasma, arc lamps require a high-voltage, high-current power supply, sometimes referred to as a “ballast”. Traditionally these ballasts used large ferro-magnetic devices, but solid state ballasts that are lighter, more compact, and that offer features such as variable power, are more common today.
The arc lamp itself is typically mounted in a metal enclosure, outfitted with a reflector that redirects UV light that was emitted away from the part. Reflectors can be fabricated from a number of materials (including treated quartz and borosilicate), though aluminum and metals coated with specialty coatings are commonly used to improve their performance and reliability.
The plasma in any mercury light source is very intense (several thousand degrees). Cooling is necessary to keep the quartz from softening and distorting, while keeping the plasma hot enough to keep the mercury from condensing. Large air blowers are commonly used for lamp cooling.
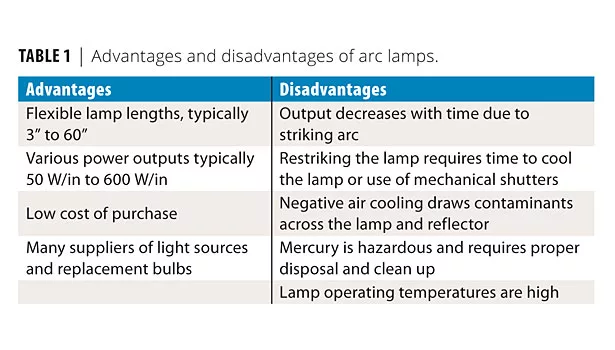
While the flexibility and relatively low cost of arc lamps make them a popular choice, there are some drawbacks to their design (Table 1). First, the extremely high voltage required to “strike” the lamp and generate plasma is harsh on the electrodes. Each time the lamp is fired, small amounts of the electrode material evaporate resulting in darkening, or blacking of the lamp near the terminals. This deterioration results in a loss of UV output as the lamp is used and makes each successive strike of the lamp more difficult.
Another drawback of electrode lamps is that when started, the internal pressure in the tube rises sharply. If the lamp is shut off, it takes a good deal of time (sometimes as much as 20 min, depending on lamp size and ballast technology) until the lamp can be restarted. Keeping the lamp on to avoid these delays is inconvenient on lines where starting and stopping the line is desired. One technique to manage this problem is to outfit the lamp with a shutter mechanism. Using shutters, the lamp can be kept on (usually at a lower power level), but shielded by the shutter mechanism.
Microwave Lamps
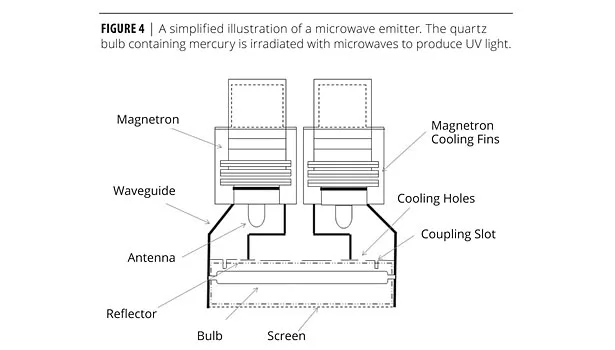
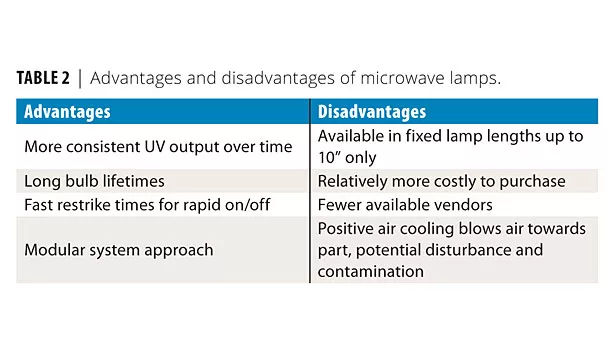
In the early 1970s, a lamp that used microwave energy instead of electricity to energize mercury was introduced to the market. A simplified design of this type of lamp is illustrated in Figure 4. Without electrodes, microwave lamps do not suffer some of the problems inherent to arc lamps. There is no aging of the lamp due to decomposition of the electrode, or reduction in output due to blackening of the lamp. Microwave lamps have more consistent UV output and generally last longer than arc lamp counterparts. However, the physics behind the microwave coupling in the lamp restricts the bulb length to certain discrete sizes. Today, microwave lamps that are 3”, 4.5”, 6” and 10” in length are commercially available. Other curing lengths require a number of shorter lamps be placed end-on-end in a modular fashion. This makes microwave lamps ideal for smaller-footprint applications, but a bit more complex and cumbersome for larger footprints, with redundancy in components such as power supplies, or cooling ductwork (Table 2).
Since microwave lamps do not require “restriking” an electric arc within the lamp, they can be refired in a matter of seconds, rather than minutes. Due to the more complex nature of the microwave lamp, its sophistication and various patent related issues, there are fewer (though well qualified) suppliers of microwave UV systems.
UV LEDs
The UV LED is a radical departure from conventional UV lamp technology (Figure 5). Rather than exciting mercury in a quartz tube to produce UV, UV LEDs rely on tiny semiconductor chips to generate UV light. The difference is akin to a comparison between common incandescent light bulbs and visible LEDs. In fact, the advantages and disadvantages are quite similar.
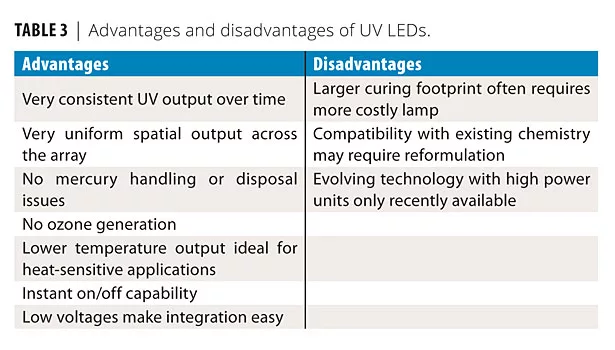
Like other semiconductor devices, LEDs have very consistent output and extremely long lifetimes. UV LEDs are expected to provide many times the length of service than even the highest quality arc lamps. LEDs can be turned on and off instantaneously, making them ideal for applications where shutters are impractical.
As pointed out earlier, the output of the LED is a spike of energy in the longest wavelength regions of the UV spectrum. (In fact, most UV LEDs are technically visible light sources since they emit in the visible, purple end of the spectrum.) This narrow output has advantages and disadvantages. On the positive side, UV LEDs are safer to work with since they avoid emissions in the short-wave regions of the UV spectrum that can cause health and safety concerns for workers. The longer wavelengths also do not generate any nuisance ozone or excess heat. This makes UV LEDs ideal for curing materials on heat-sensitive substrates such as paper, wood and thin plastics or electronic components that might be damaged or destroyed by the high temperatures common with mercury lamp systems (Table 3).
But the narrow spectral output also makes it more difficult to find existing chemistries that cure as efficiently with LEDs as they do for conventional, broad-spectrum mercury light sources. Since the vast majority of existing UV-cure inks and coatings were formulated for mercury sources, curing with an LED source often requires more time, slower speeds, higher-powered LEDs, or adjusting the formula so it responds better to the longer LED wavelengths. UV LEDs are now commonplace in certain niches such as digital printing, spot-cure adhesives, or sealing and bonding applications for products such as electronic displays. They are gaining share in other areas such as wood and plastic coatings, wider-format printing, screen and pad printing, and other industrial applications (Figure 6).
Today, the relative cost of LEDs also depends a good deal on the size of the area to be cured. For small areas, UV LEDs can be equal to, or even less costly than traditional mercury sources. However, since LED arrays are composed of tightly arranged semiconductor chips, as the size of the array increases, the cost rises somewhat proportionally. Fortunately, like other semiconductor technology, UV LED performance has both improved and become less costly with time. Like the proliferation of everything electronic, from computers to smartphones, the adoption of LEDs continues to grow as the business steadily improves. And since LEDs also offer significant operational cost savings including longer lifetime, lower energy consumption, reduced downtime and spare parts, many applications once on the sidelines are now active in implementing UV LEDs.
General Considerations
Our admittedly abbreviated review of competing lamp technologies may help you decide what kind of light source best suits your needs. Within each technology there are other considerations that may determine which make or model of equipment to select. Returning to the cooking analogy, you may have decided you need a microwave oven, rather than an electric toaster oven, but now you need to select which model.
1. Quality of construction. Most people don’t buy the cheapest car, the least expensive pair of shoes or the lowest priced home. The quality of UV light sources often has a real effect not only on how long the equipment will last or operate without downtime, but also on how well it performs. Better-grade UV lamps degrade more slowly than poor-quality lamps. Better reflectors often have higher efficiency and cure with less energy than inferior materials. Among LEDs, better quality might include a more efficient cooling design, which improves both the output power and longevity of a costly LED array.
2. Control features. Some UV systems allow you to effortlessly change power output levels, provide feedback on the condition of the power supply or cooling system, or diagnostic information in the event of trouble. Some LED systems safeguard the array by monitoring critical aspects of the systems such as cooling temperature and coolant flow rate. More sophisticated LED control schemes provide “addressability” that permits you to selectively turn on and off various portions of the array to accommodate different size parts. In assessing a light source, you might also consider how it will be integrated into the rest of your curing line or machinery and whether it has the interface capabilities you need.
3. Ease of maintenance. When you look at a new UV light source, ask yourself how easy it will be to fix and maintain. How do you clean a dirty reflector? How quickly can you replace the lamp? How costly are spare parts? Some arc lamps provide quick-change capabilities, including lamp modules that can be changed quickly and easily as a toner cartridge, while other designs require you to virtually dismantle the system for a routine task. For LED sources, you might examine whether the LED array is field serviceable, or whether the entire unit must be swapped out if there is a problem. Some LED designs feature plug-in modules to facilitate field service. In general, simple cabling with a few connectors and the fewest necessary moving parts makes service easier. It’s nice (and less costly) when you don’t need to rely on a skilled technician to perform the most routine maintenance tasks (Figure 7).
4. Service and support. Every supplier promises great service and support. How can you ensure that you pick one who helps when you run into a problem, or need technical help? Some practices that you can observe before you buy are good indicators of what to expect down the road. Make sure that your product is supported by good operating manuals and technical documentation. The vendor’s website might even have technical documentation in the form of manuals, downloads and helpful videos. Vendors with their own repair centers and service personnel are a good sign. During the development stage, vendors willing to supply test equipment and on-site support to ensure a robust process may be more likely to provide greater support over the long haul as well. Some UV systems resemble more of a “black box” than others. If a system uses all proprietary components, with undisclosed protocols or interface information you will be that much more dependent on them in the future. You might also consider whether each vendor has broad UV experience and sells a wide range of solutions or is heavily invested in only a single type of product. Avoid being pushed into a particular solution just because that’s the only product a vendor offers.
Conclusion
Contrary to what some lamp suppliers would have you believe, there is no magic to UV curing. Your coating, ink or adhesive doesn’t care a whit whose lamp you buy as long as the basic parameters (wavelength, irradiance and dose) cure the material. But that’s not to say that all light sources are created equal and that the differences are inconsequential. Some of the most fundamental differences stem from the basic underlying technology; arc lamp, microwave lamp or UV LED, and each approach has its advantages and trade-offs. We have provided a synopsis of the most significant aspects of each.
But within each technology is the wide range of options common to choosing any complex, engineered piece of equipment. Depending on your needs and preferences, the marked differences in quality, features, maintainability and technical support might require a more critical look at these dimensions. Our view, (as designer of both mercury lamp and UV LED systems) is that there is no “one size fits all” approach to UV curing, and in the words used by one east coast menswear store, “an educated consumer is our best customer”. Rather than providing an answer, we hope that this article has provided you with a set of good questions – the answers to which will lead to making a more well-informed decision.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




