Gas-to-Liquids Technology Offers Innovative Solutions for Coatings

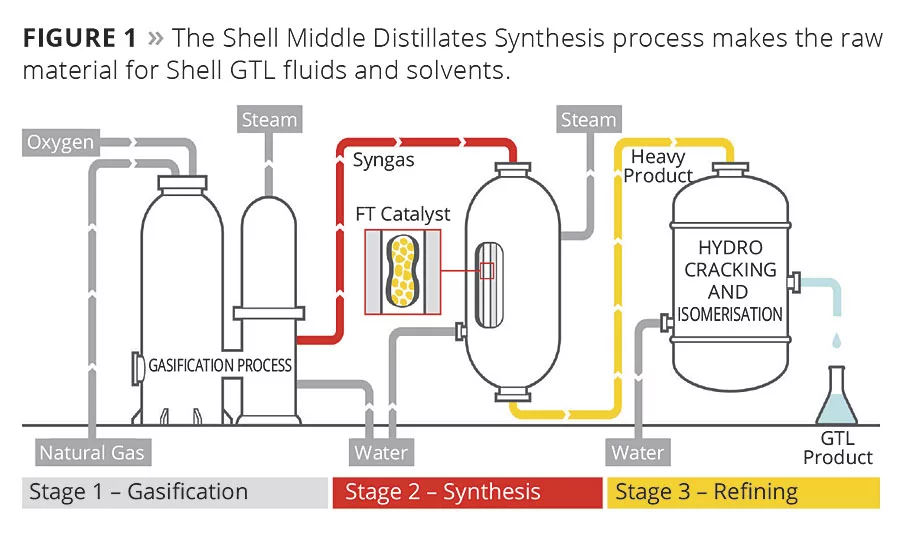
Figure 1
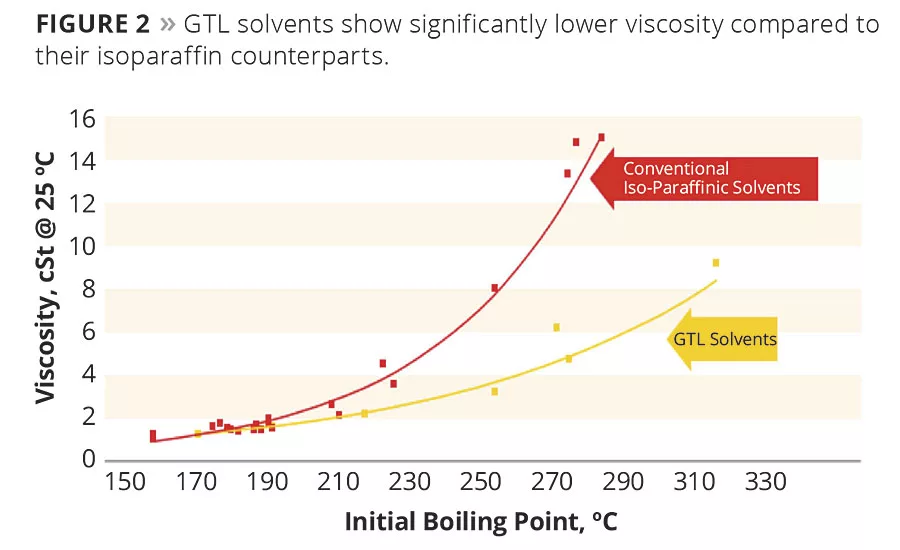
Figure 2

Table 1

Table 2
Environmental regulations, coupled with consumer demand, are leading coating manufacturers to seek alternative solvent solutions with reduced volatile organic compounds (VOCs) in their formulations.
Low- and no-VOC paints, stains and coatings use water or alternate solutions as a carrier instead of petroleum-based solvents. Traditional solvents like white spirits evaporate as paint dries, releasing a distinct odor into the environment and threatening indoor air quality. Considering the rapid increase in demand for solvents, and the ever-present focus on environmental responsibility by the end user, solvent manufacturers must innovate with the future in mind.
Shell Chemicals is leveraging innovative Shell Gas-to-Liquids (GTL) technology (Figure 1) to bring to market premium-quality materials that can assist paint formulators in developing paints and coatings with lower odor profiles (when compared to coatings incorporating conventional crude oil-derived solvents), and controlled drying times.
Shell Chemicals, in collaboration with the Paint Research Association (PRA), has shown that Shell GTL solvent grades GS 190, GS 215 and GS 250 may be particularly suitable for, but not restricted to, use in long-oil alkyd resin formulations, including common industrial and household paints. They can be used for decorative paints, interior and exterior anticorrosive coatings, stain-blocking primers, wood stains, varnishes, stoving enamels and PVC plastisols (Table 1).
History of GTL
Shell has been advancing its GTL technology for over 40 years, and currently, together with a JV partner, has the largest GTL plant in the world with the capacity to produce 140,000 barrels per day of GTL products, and 120,000 barrels per day of natural gas liquids and ethane. Shell Chemicals developed the technology to refine GTL feedstocks into high-purity GTL solvents at its site in Pernis, the Netherlands. GTL solvents are now available globally with uniform specifications.
Paint and Coating Applications
The PRA Coating Technology Centre recently undertook an extensive test program to compare GTL solvents’ performance to that of conventional isoparaffins and other hydrocarbon solvents in VOC-compliant alkyd gloss decorative paint. Tests included wet paint physical properties and rheology; wet paint brush application performance (including drying time, sag resistance, wet edge time and levelling); and cured paint appearance and performance (including gloss, block resistance, reflection haze, print-free test and adhesion).
PRA tests showed that GTL solvents performed at par with their isoparaffin counterparts, with two performance parameters showing clear improvements: longer wet edge time and lower viscosity of paint formulation.
In the wet edge time tests, two wet paint stripes are placed adjacent to each other on an MDF substrate. The two edges are then worked together after 2 min, and difficulties (e.g. brush drag) are recorded. After curing, the coating is examined for imperfections. Tests are repeated after 5 and 10 min. The formulations made with GTL solvents exhibit a longer wet edge time – an indicator that painters have a longer window of time to repaint imperfections without leaving noticeable joints in the final coating.
Lower viscosity (Figure 2) will facilitate the manufacture of alkyd gloss paints by easing mixing and pumping operations. This property will also provide formulators with a higher formulation flexibility regarding solid content, solvent levels and viscosity aids. When formulated to particular solid content, GTL solvents-based paints may improve the application of paint, providing a more even spreading. When formulated to a particular viscosity, less solvent is required, resulting in thicker films and ultimately fewer paint layers to achieve the same final protection.
GTL solvents exhibit good solvency with long-oil alkyd resins, they have low pour points, which makes them easier to use at low temperatures, and high flash points. They also have excellent elastomeric polymer compatibility. GTL solvents-based paints may be formulated to comply more easily with VOC directives (e.g., such as the European Paint Directive, which set maximum VOC levels for decorative and vehicle refinish paints). Table 2 further summarizes the benefits of using GTL solvents in coatings formulations.
Readily Biodegradable
In addition to their high purity, low odor, and more stable and consistent composition, Shell GTL fluids and solvents have a number of environmental benefits. They are readily biodegradable and have lower ecotoxicity and photochemical reactivity when compared with conventional crude oil-derived solvents.
These solvents distinguish themselves from conventional hydrocarbon solvents through their unique composition of lightly branched and linear alkanes versus aromatics, naphthenes and heavily branched alkanes. It is generally accepted that lightly branched and linear alkanes have faster biodegradability, and for this reason GTL solvents outperform conventional hydrocarbon solvents in this aspect. This expectation is strengthened by GLP manometric respirometry tests (OECD 301F), which determine biodegradability by measuring oxygen consumption in closed respirometers.
All GTL solvents tested achieved greater than 60 percent biodegradation over the 28-day test period, and thus can be considered to be readily biodegradable according to OECD 301F guidelines. In addition, when tested in parallel with the same batch of inoculum, the GTL solvents achieved higher biodegradation scores than conventional hydrocarbon solvents with similar carbon chain lengths.
Conclusion
Today’s consumers and manufacturers alike are particularly interested in innovative ingredients and products. Formulators working with these next-generation solvents can provide enhanced properties to discerning consumers seeking high-performance paints made with readily biodegradable solvents that are low in odor and offer improved rheology.
Author’s Note:
The term ‘Shell Chemicals’ collectively refers to individual Shell Group companies engaged in the chemicals business throughout the world. These are separate and distinct entities.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


