Pigment Characterization in the Printing Ink and Coatings Industry
Particle size measurement is a collection of very old and very modern analytical techniques. It originated thousands of years ago with sieving as a method of characterizing the efficiency of crushing operations. Since this beginning, many methods of making this determination have evolved.2 During this evolution, the test procedures have become quicker, easier and more repeatable. This has led to ever wider adaptation of these methods, even to the point of on-line measurements.3 These developments have paralleled many of those in the printing ink and coatings industries. This has resulted in their adoption in this important industrial application.
Particle size measurement is unique among analytical techniques, and it has earned the separate classification as one of several physical test methods. In more straightforward analytical tests, a number, such as weight percent sulfur4 in a sample, is determined. This result is a direct determination of the sulfur contamination level of a hydrocarbon sample, for example. It is a well-understood number and can be used by regulatory agencies for enforcement.5 The data from physical tests on the other hand are more indirect and require additional determinations to become relevant.6 This critical difference requires a great deal of additional work and data interpretation.

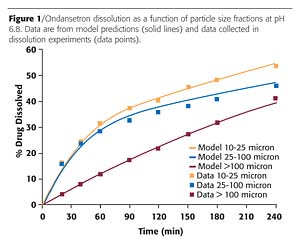
A more general example is illustrated in Figure 2.8 In this case, the particle size has already been correlated to a "desired" physical product. The preparation of this graph required the preparation of a large number of samples of differing particle sizes. Each of the discrete sizes is then made into a final formulation and that product is used in its intended application. This final product is then characterized for the desired performance property. This requires two tests to be performed several times in order to produce one actual determination. After this is complete, an acceptable range of the physical property is selected and the limits of the particle size are determined from the graph.
The complexity of this approach has led to many industries simply adopting the direct performance test itself and skipping the particle size measurement. This has previously been referred to as the indirect particle sizing method. The printing ink industry is surely no exception as Method D 5010-03 clearly illustrates. These performance-based, indirect methods are listed in Table 1.1
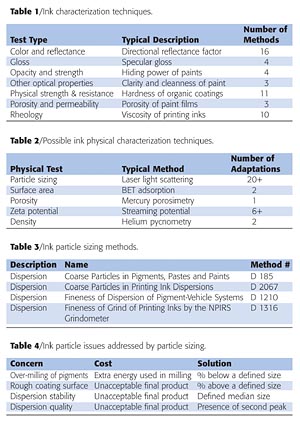
Physical tests can take on many forms, as is illustrated in Table 2. These all may be applicable to printing inks, but, for this discussion, only particle size will be addressed. With over 20 different techniques already in use, this is quite a challenge.
In this industry, particle-sizing methods already exist, as is shown in Table 3. As can be seen, these methods are centered around a particular aspect of the particle size distribution and not the entire distribution. In many cases, a few large particles do create major problems for the users of printing ink. In order to avoid these types of problems, these basic tests were developed. While they are critical, they only address a very narrow aspect of particle size analysis. Some of the newer tools available are capable of addressing these issues plus a host of other concerns. This typical feature is the measurement of the entire particle size distribution.

In Example 1 shown in Figure 310, the power to predict hiding power is illustrated very clearly. A desired hiding power coating can be "dialed in" by proper control of the percentages of fines below 0.3 mm. There is a bit of uncertainty in both measurements, but a tolerable range can be selected and controlled. This represents a clear example of a test requiring less than 5 minutes replacing a very involved test that requires a great deal of additional time. It comes from the combination of ASTM Methods D 2805 and B 822. It is a powerful, predictive tool.
Another example involving pigment gloss strength is depicted in Figure 4.10 In this example, the gloss strength is established by controlling the percentage of large particles over 1. 0mm. This would typically represent proper management of a milling operation. This is yet another example of the power of physical tests such as particle size distribution measurement to predict performance. It represents a combination of ASTM D 523 plus B 822.
These examples serve to show trends that exist in many mature industries. In the early years of development of the technology, performance tests tend to be dominant. As time passes, a deeper understanding of the properties that affect this performance evolves. As characteristics that affect these properties are better understood, process parameters can be better controlled. This ultimately leads to more consistent, higher-quality products. This evolutionary process takes a great deal of time and money. The result is new or improved products that have a huge commercial payoff following their development. The printing ink industry is leading the way in such an evolutionary process. These new developments will continue into the future.
For more information, call 800/446.7422 or visit www.horibalab.com.
References
1 This guide is under the jurisdiction of the ASTM Committee D01 on Paint and Related Coatings, Materials and Applications, and is the direct responsibility of Subcommittee D01.56 on Printing Inks.2 Pohl, M. Selecting a particle size analyzer: Factors to consider. Powder and Bulk Engineering February 1990, pages 26-29.
2 Pohl, M. Particle Sizing: A quick look at new and improved methods. Powder and Bulk Engineering February 2004, pages 21-27.
3 Pohl, M. Technology Update: Particle sizing moves from the lab to the process. Powder and Bulk Engineering February 1998, pages 39-46.
4 Test Method D-7039 can be viewed at the ASTM website, www.astm.org, or contact ASTM Customer Service @ astm.org. This test method is under the jurisdiction of ASTM Committee D02 on Petroleum Products and Lubricants and is the direct responsibility of Subcommittee D02.03 on Elemental Analysis.
5 U.S. EPA 40 CFR Parts 9, 69, et al., Tuesday, June 29, 2004, page 38957.
6 Allen, T. Particle Size Measurement, 4th ed., Chapman and Hall, 1990, page 484.
7 Friend, D.R. et al., Mathematical Modeling of a Novel Controlled-Release Dosage Form, Drug Delivery Technology 2001; 1:36-43.
8 Pohl, M.C. "Practical Applications of Particle Sizing," Annual Fine Particle Society Meeting, 1993, Las Vegas.
9 Pohl, M.C. in Powder Metallurgy, vol 7, ASM Handbook, American Society for Metals, 1998, page 250.
10 Frock, H.N. "Particle Size Characterization Technical Seminar," Irvine, CA, February 3-5, 2003.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






