Investigating the Effect of Ink-Jet Printing on Polymer Properties
Stretched to the Breaking Point

Ink-jet printing has developed as an important technology for the controlled deposition of functional fluids in applications as diverse as graphics, textiles, biological printing and digital fabrication. In such applications polymers may be used to impart functionality to an ink – as a dispersant, for example, or a viscosity control agent. Alternatively they may form a functional element of the finished product, in which case it may be advantageous to print with a high-molecular-weight polymer and/or at high polymer concentrations to enable single-pass printing and/or to produce a robust film without applying post-curing technologies. In all these situations, the effect of the printing process on the properties of the polymer can be crucial in defining its effectiveness; polymer breakdown can severely impair the resulting finish, compromising product value.
In this article we examine the processes used for ink-jet printing and the stresses to which they subject a polymer. Experimental studies of the impact of continuous ink-jet (CIJ) printing on polymer molecular weight (MW) provide clear evidence of polymer degradation and insight into breakdown mechanisms. The results demonstrate the value of gel permeation chromatography (GPC) in supporting the optimal application of polymers in printing processes and in printer design.
Ink-Jet Printing Technology
Two technologies dominate ink-jet printing technology: drop on demand (DOD) and CIJ printing. These two technologies differ in the mechanisms used to break the ink into droplets and the way the droplet is then positioned onto the surface.
With DOD, fluid is ejected through a constricted nozzle (typically diameter 10 and 80 µm) by applying a pressure wave1 generated by one of two mechanisms. In a piezoelectric DOD printer, the ink chamber is made from piezo active material. Application of a voltage causes the ink chamber to contract, and the resulting pressure wave breaks the surface tension, holding ink in the nozzle, ejecting a drop.2 In contrast, in a thermal ink-jet printer the pressure wave is generated by heating the ink chamber such that the fluid closest to the heating element boils, firing a droplet out of the print head.
CIJ printing is somewhat different and involves the break up of a continuous stream of ink through the application of a piezo-generated acoustic wave in the ink chamber. Modulation, the frequency of vibration of the piezo rod, ensures a constant distance (pitch) between the droplets leaving the head. As droplets break from the stream they are electrostatically charged by a process of induction and can, therefore, be directed or deflected by electrostatic plates to the required position on a substrate. Undeflected droplets pass into a collection gutter for re-use, with only a small fraction of droplets used to print in any single pass; the majority is recycled. CIJ is designed for high-speed printing, and the enhanced throw distance for the drops over DOD allows the technology to be used on uneven and flexible substrates.
These two systems present quite different challenges and constraints in terms of the conditions to which they subject an ink. In CIJ printing the ink flows continuously, rather than periodically as in DOD, and must be robust in terms of recycling. This is not a requirement for DOD inks, which only pass through the printer head once. The nozzle diameter is typically similar in both types of printer.
The Potential for Polymer Breakdown
Both DOD and CIJ printing can subject an ink to high elongational strain during the formation and ejection of droplets. This can induce high extensional stresses in stretched polymer chains, leading to polymer breakdown/degradation via chain breakage. Breakage can adversely impact the performance of the ink from a recycling perspective, the lifetime of the ink product, or the properties of the printed film. Understanding the factors that influence such degradation is therefore valuable and provides a basis for its control.
Reported studies of DOD processes have concluded that polymer degradation can occur by flow-induced breakage in such printers and that the nature and extent of degradation is a function of MW, polydispersity (PDi) and the concentration of polymer in the ink.3 For example, centrosymmetric degradation, where behavior was observed in dilute polymer solution inks containing polystyrene with a relatively narrow MW distribution (PDi < 1.2) while in more polydisperse samples (PDi > 1.3) degradation became random. In these studies degradation occurred with just a single pass through the printer head, with no further degradation observed after two passes, and was ultimately attributed to a high strain rate and constrictional flow in the nozzle.
In CIJ printing, the drop generation process differs and the ink is constantly being recycled, hence it must maintain optimum performance over thousands of cycles. The following study describes an investigation of polymer breakdown in this type of printer, contrasting it with the observed behavior in DOD printers.
Case Study: Investigating Polymer Breakdown During CIJ Printing
A study was undertaken by Manchester University in collaboration with Domino UK Ltd.4-6 to investigate polymer degradation during CIJ printing in a commercial unit. Experiments were carried out using formulations of linear atactic polymethylmethacrylate (PMMA) in methylethylketone (MEK). MEK is commonly chosen as a solvent for CIJ inks because of its relatively low boiling point and high evaporation rate. The PMMA samples were selected on the basis of MW with reference to previous degradation studies in DOD printers4 and their likely sensitivity to breakdown during printing (Table 1).
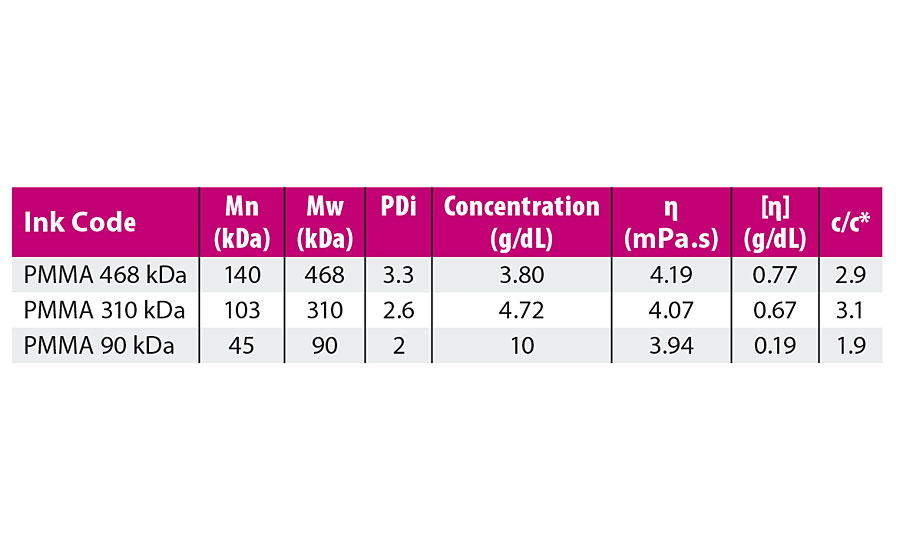
TABLE 1 » Physical properties of PMMA/MEK inks.4
The dynamic viscosity and intrinsic viscosity, (h), of the PMMA solutions were measured using a rotational viscometer and an Ubbelohde capillary viscometer respectively. Intrinsic viscosity values were used to estimate c* for the polymer (c* ~ 1/[h]). Working polymer concentrations were then selected to lie in the semi-dilute regime, where c/c* > 1 and to meet a viscosity specification of 4 mPa.s, towards the lower end of the optimal viscosity range for CIJ printing. The MW and MW distribution of the samples were measured throughout the study by GPC (Viscotek, Malvern Instruments) using MEK as the eluent, at a measurement concentration of 1 mg/mL and a flow rate of 1 mL/min.
In initial studies, the sustained printing performance of PMMA 486 kDa was investigated using a full production model printer (A series+, Domino UK Ltd) operating in modulated drop, full ink recycling mode (no printing), at a head temperature of 27 °C (Figure 1). The printer has inbuilt viscosity control (via temperature variation), which for the test inks maintained viscosity in the range 3.8 to 4.5 mPa.s, with the printer operating at ambient lab conditions. Testing was carried out over a period of 100 hrs, which equates to 1200 complete statistical passes of the 1400 mL ink reservoir, through the ink system and printer head.
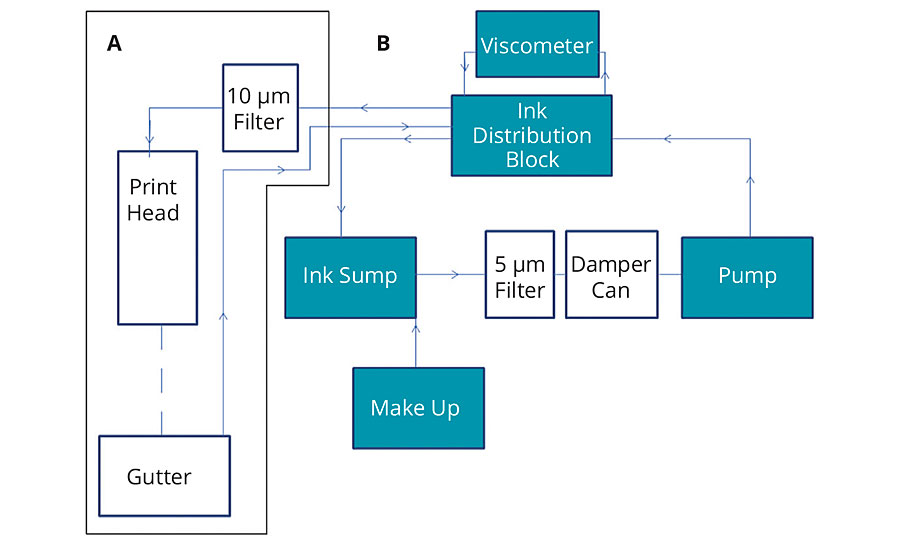
FIGURE 1 » Schematic of the CIJ printer used for testing; ink is continuously cycled back from the gutter through the sump, pump and distribution block.
Over time the % of ink solids was found to steadily increase, MW slowly decreased and there was a corresponding increase in PDi (Figure 2). The increase in % ink solids is a direct result of the printer control system, which acts to maintain a pre-programmed viscosity value at a defined temperature. As the viscosity-modifying effect of the polymer reduces as a result of degradation, the printer automatically evaporates solvent, to thicken the ink and maintain viscosity. The pattern of MW change, most especially the buildup of low-MW material, suggests that degradation of the polymer is not centrosymmetrical, i.e. focused on the center of the polymer chains, but somewhat random, with longer chains more prone to breakdown. A possible rationalizing mechanism for this pattern of degradation is strain transfer as a result of overlapping or entangled polymer chains, resulting in the concentration of stresses at random locations along the chains, as observed in previous studies.3
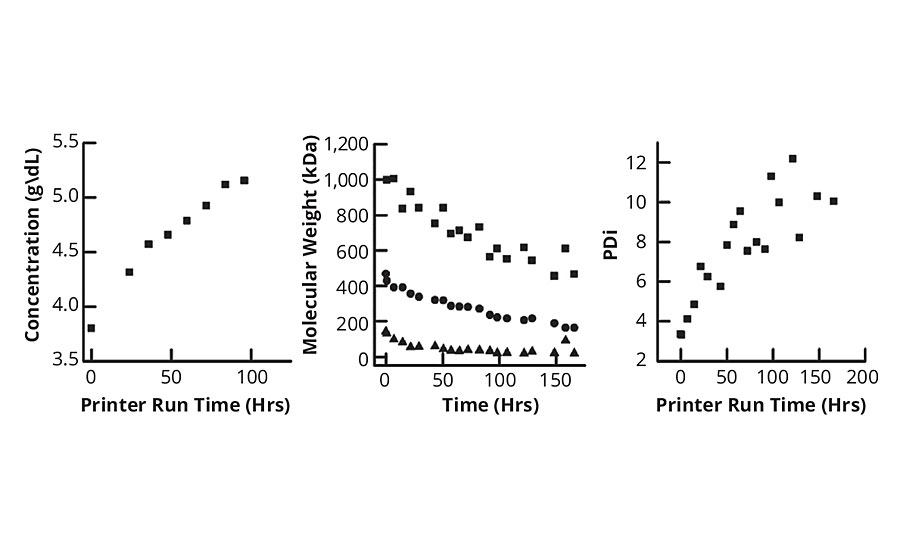
FIGURE 2 » Results for the PMMA 486 kDa ink show that as processing time increases, the Mw of the polymer steadily falls while PDi increases.4
Comparable tests were carried out using all three inks at a head temperature of 50 °C (Figure 3). This higher temperature results in lower viscosity through the printer head.
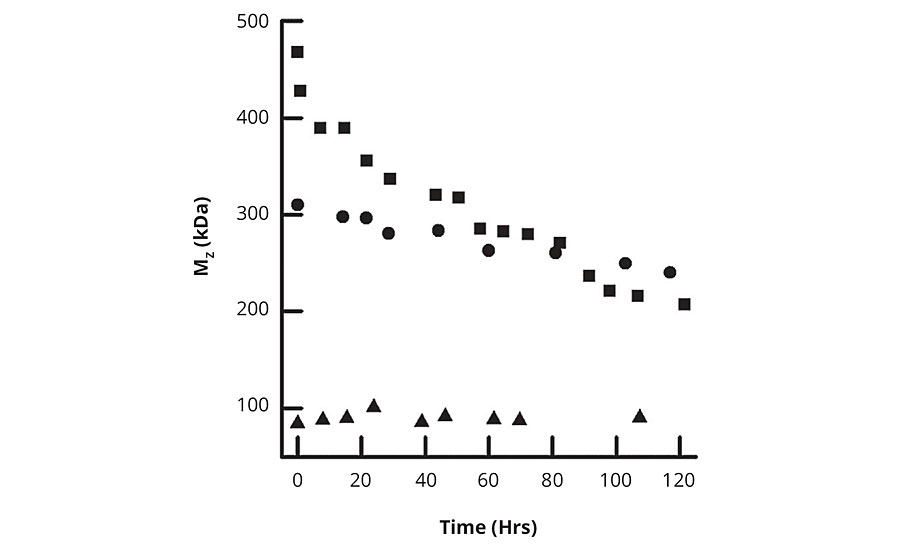
FIGURE 3 » Degradation data for all three PMMA solutions show that inks of lower MW are less susceptible to breakdown in the printing process.4
In these tests the Mz data for PMMA 486 kDa indicates a relatively rapid decrease in MW over the first 20 hrs of the experiment, followed by a slower, sustained MW decrease over the remainder of the test time. This is consistent with the behavior observed at 27 °C, with the Mz data highlighting the fact that it is the longer polymer chains that are being preferentially degraded. This same pattern of degradation has been previously reported in studies on the effect of sonication and elongational flows.7
Degradation is also observed with the PMMA 310 kDa ink though the rate is far slower, supporting the observation that higher MW material is more prone to breakdown. These results also concur with previous reports suggesting that degradation is less pronounced with less polydisperse polymers; the PDi of PMMA 310 kDa is 2.6 while that of PMMA 486 kDa is 3.3. Interestingly the degradation pattern of the two high-MW samples suggests that their properties will converge over time, with the printing process eroding initial differences.
No degradation is observed with the PMMA 90 kDa sample, indicating that there may be a MW limit below which degradation does not occur. To further investigate this possible limit, testing of the PMMA 486 kDa sample was carried out over an extended time period, up to 250 hrs with samples taken at 50-hr intervals after 100 hrs. The results show that after around 200 hrs there is no further change in MW, indicating that breakdown ceases once the polymer chains have been broken down to below approximately 100 kDa. This conclusion is supported by the convergence in MW observed with the PMMA 486 kDa and PMMA 310 kDa samples.
Comparing Degradation Behavior in CIJ and DOD Printers
The steady, pass-dependent degradation observed in this study is inconsistent with results reported for dilute solution DOD printing, during which a rapid reduction in MW was observed after just a single pass.4 This difference cannot be rationalized with reference to applied strain rate at the printer head, since these are comparable: the strain rate at the nozzle tip of the CIJ printer was calculated to be 350,000 s-1 while comparable figures for the Dimatix DMP-2800 and Microfab single nozzle glass capillary printers used in previous studies were calculated to be 400,000 s-1 and 110,000 s-1 respectively.3
An important difference between the two studies is the concentration of the polymer solutions tested. Printing in a DOD printer at concentrations above c* has been shown to result in strain hardening and blocked nozzles;3 in contrast all three inks performed well in the CIJ printer in this study despite being relatively concentrated, c > c*. However, researchers have previously reported that polymer degradation is suppressed in both DOD systems and in elongational flows at higher concentrations.5 This effect can be attributed to the greater viscoelasticity of more concentrated polymer solutions. As concentration is increased above c*, the solution is able to deform viscoelastically to dissipate applied strain in a way that a dilute solution cannot. In more dilute solutions, in contrast, isolated polymer chains are directly exposed to an applied strain and consequently more likely to break.
An alternative/complementary explanation lies in the mode of operation of the two printers. In a CIJ printer, flow through the printer nozzle(s) is continuous, while in a DOD printer it is pulsed. So although the maximum applied strain rates may be comparable in each case, stronger extensional flow may result in the DOD printer as a result of near instantaneous acceleration when the droplet is ejected from the printer head ‘on demand’. The slightly greater nozzle diameter of the CIJ unit and differences in nozzle geometry may also be influential.
Identifying Where Breakdown Occurs in the Printer
To provide greater insight into the specific area of the CIJ printer in which polymer degradation occurs, a further series of tests was carried out with the PMMA 486 kDa ink. In these tests four different test rig configurations were used to bypass different elements of the printer (Table 2).
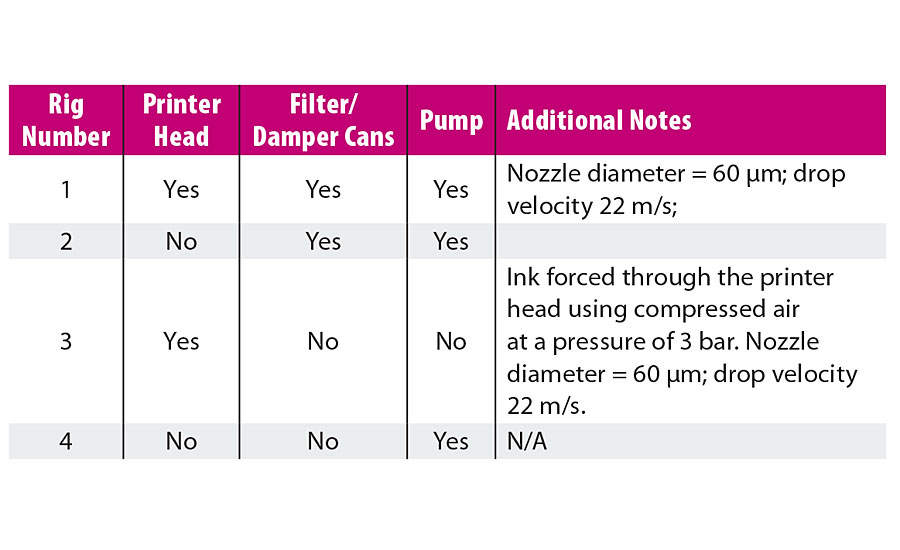
TABLE 2 » Testing with a range of different rig configurations makes it possible to identify the specific area of the printer that is responsible for polymer degradation.4
Comparing the results gathered using test rig 1 with those from test rig 2 (Figure 4) reveals the unexpected result that breakdown is not primarily associated with the passage of the ink through the printer head. The absence of breakdown in the printer head is confirmed by the test results for rig 3. These data indicate that when the ink passes through the printer head alone, using compressed air to circumvent the pump system, there is no significant polymer degradation, despite the strain rate at the nozzle tip being the same order of magnitude in test rigs 1 and 3.
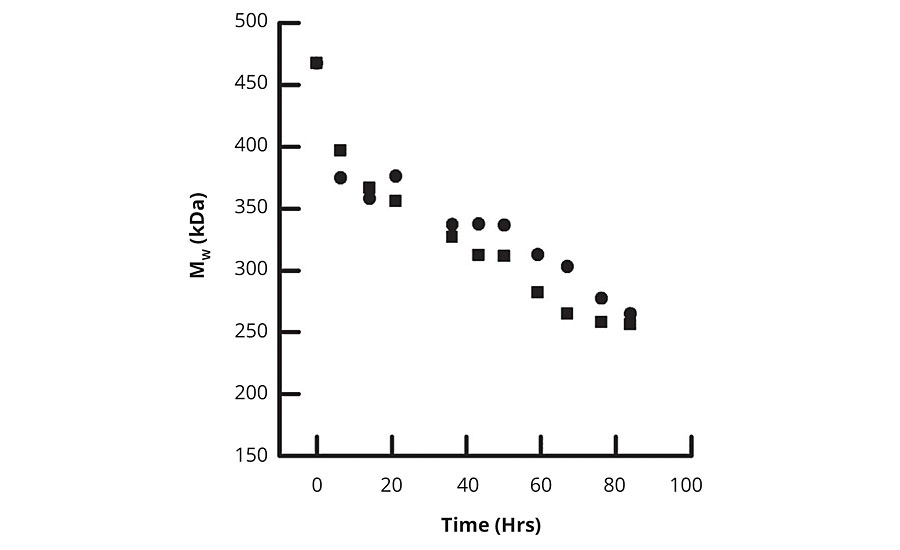
FIGURE 4 » Comparing the results obtained with rig 1 with those with rig 2 shows that the inclusion of the printer head makes no discernible difference to polymer degradation.4
The implication from these results is that ink degradation is not caused by passage through the nozzle constriction of the printer head, or as a result of modulation by the piezoelectric drive rod. Rather the main cause of ink degradation in the CIJ process would appear to be the passage of fluid through the constricted geometries of the filters and pumps. This suggests that polymer breakdown is induced by mechanochemical shear rather than elongational flow.
Figure 5 shows the effect on MW of passing the ink through the pump alone, in the absence of filters and dampers. The Mn of the polymer decreases with time, and the fraction of low-MW material (% below 35 kDa) increases, i.e. the same degradation behavior is observed as with the full printer configuration (rig 1). This confirms that the locus of degradation of the ink is the pump.
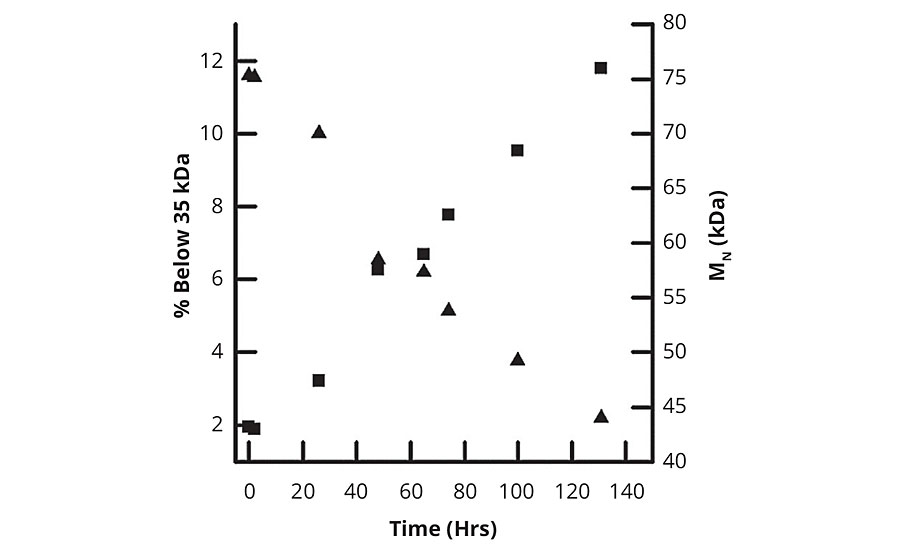
FIGURE 5 » Passing the polymer through the pump alone, in the absence of filters and dampers, results in a degradation profile that is closely similar to that observed with the complete printer.4
Conclusion
Using GPC it is possible to track changes in the MW of polymer-based inks induced by the printing process. This makes it possible to study the impact of polymer concentration and of printer geometries and operating modes on polymer degradation. Polymer degradation directly impacts the properties of the printed material and is particularly unhelpful when printing functional and biological materials where a stable MW distribution is defining. These studies show how GPC can be applied to elucidate the mechanisms of polymer breakdown, thereby providing valuable information for formulation and the optimization of printer designs.
References
1 Magassi S. The Chemistry of Ink-Jet Inks (Chapter 1), World Scientific Publishing, New York, 2010, pp. 6-15.
2 Boehmer, R.; Schroeders, R.; Steenbakkers, J.A.M.; de Winter, S.H.P.M.; Duineveld, PA; Lub, J., et al. Colloid Surf A 2006:96 (289):1-3.
3 Al-Alamry, K.; Nixon, K.; Hind, R.; Odel, J.A.’ Yeates, S.G. Macromol Rapid Commun 2011; 32 (3): 316-20.
4 Wheeler, J.S.R. PhD thesis, University of Manchester, 2015.
5 Wheeler, J.S.R.; Reynolds, S.W.; Lancaster, S.; Sanchez Romanguera, V.; Yeates, S.G. Polymer Degradation and Stability 105 (2014) 116-121.
6 Wheeler, J.S.R.; Longpré, A.; Sells, D.; McManus, D.; Lancaster, S.; Reynolds, S.W.; Yeates, S.G. Polymer Degradation and Stability 128 (2016) 1-7.
7 Horne, A.F.; Merril, E.W. Nature, 312 (1984) 140-141.
8 Duffy, J. (2014) Measuring the rheology of polymer solutions. http://www.malvern.com/en/support/resource-center/Whitepapers/WP150324MeasRheologyPolymerSols.aspx [accessed 16/11/2016].
Gel Permeation Chromatography
Gel permeation chromatography (GPC) is a core analytical technique for polymers that separates dissolved macromolecules by size based on their elution from columns filled with a porous gel. Detection and analysis of the resulting size fractions yields detailed information about the distributed properties of the polymer, depending on the detector array used. With light scattering, viscometer and concentration detectors in place it is possible to measure absolute molecular weight, molecular size and intrinsic viscosity, and to generate information on macromolecular structure, conformation and branching.
Understanding How Polymers Behave in Solution
In a dilute solution, the impact on viscosity of a polymer coil is governed by the volume it occupies, in a similar way to that of nonpolymeric solutes. Viscosity can be determined using the Einstein equation for hard spheres, expressed in terms of intrinsic viscosity [η], which is a measure of molecular density. Any elasticity in a dilute solution is a function of elasticity in a single polymer chain, and there is limited interaction between coils.
However, as the concentration of polymer in solution is increased there comes a point where individual coils no longer have sufficient space to avoid interaction and remain discrete. This occurs when the total volume taken up by each coil exceeds the available volume – this is the critical overlap concentration (c*) (Figure 6). c* can be estimated from the Radius of Gyration (Rg) or [η] as these both quantify the volume occupied by a polymer coil. At c* solution behavior becomes substantially more complex.

FIGURE 6 » As the concentration of polymer coils within a solution increases, coils begin to interact and entangle.2 Where c* is the critical overlap concentration.
At concentrations above c*, behavior is governed by multiple interactions between coils, as well as by the properties of individual coils. This transition is marked by changes in the viscoelasticity of the solution and the onset of more time-dependent characteristics. When stress is applied over a relatively long time scale, the polymer chains have time to disentangle and are able to slip past one another by a process of ‘reptation’. Over shorter timescales this mechanism is inhibited, tension is created in the chains, and elastic (solid-like) behavior dominates. Relaxation time is the time taken for a polymeric system to return to equilibrium once an applied stress has been removed and is also important in determining behavior over different timescales.
For a detailed discussion of polymer solution rheology, please refer to the whitepaper “Measuring the Rheology of Polymer Solutions.”8
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





