Nuts & Bolts
Getting the Most Out of Chlorinated Polyolefin (CPO) Adhesion Promoters

There are several factors that can affect the performance of a CPO-based adhesion promoter. Application parameters play a significant role in designing a system that will provide optimum adhesion performance. Of particular importance is the temperature at which a coating applied to a PP or TPO part is cured or baked. In addition, substrate and CPO composition can influence overall adhesion performance.
This article will highlight the effects of coating bake temperature and adhesion promoter composition on the performance properties of coated TPO. It will also detail test results, such as gasoline resistance and peel strength, demonstrating how the two factors can affect the performance of a CPO under real-life applications. This information can be used as a basis from which to utilize a CPO adhesion promoter to meet specific needs.
Factors Affecting Performance
Coating Bake Temperature
Coating bake temperature is the temperature at which the coating applied to the TPO part is cured. Coating bake temperature can have an effect on the interaction between a CPO-based adhesion promoter and the surface of TPO, which can affect performance. For best results, coating adhesion is enhanced when the coated TPO parts are baked at temperatures over 100 ºC, given the same coating type. However, CPO-based adhesion promoters are successfully used in applications, such as automotive refinish applications, where the coating is air-dried or baked at temperatures lower than 100 ºC.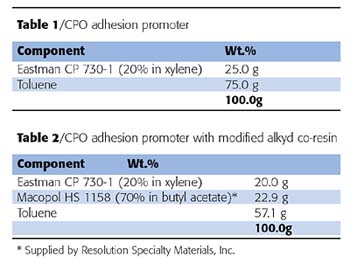
Adhesion Promoter Composition
The chemical and physical properties of the CPO can also have a significant effect on adhesion performance. Addition of co-resins to CPOs can enhance adhesion, reduce blistering and improve the appearance of coatings applied over the adhesion promoter layer. CPOs have limited compatibility with most resin types, but unlike conventional coatings this may not be detrimental to performance. CPOs promote adhesion best when they are at the interface of the substrate and the coating applied over the substrate. This means that a formulated adhesion promoter system with a CPO and borderline compatible co-resin may actually allow the CPO to reach the interface more readily. A number of co-resin types can be used with CPO, including acrylic, acrylic-modified alkyds, polyesters and others. The level of CPO used in the formulation will be dependent upon the substrate, coating type and required performance properties (Table 2).Application Tests
Gasoline Resistance
In automotive exteriors, coated TPO parts may be exposed to gasoline, depending on the location of the parts. Gasoline can permeate through the coating on a plastic part and find its way to the adhesion promoter layer, which can result in adhesion loss due to dissolution of the adhesion promoter. Coating bake temperature can have a significant effect on the gasoline-resistance properties of coated TPOs. Each substrate/adhesion promoter/coating system is different, but in general, gasoline resistance of coated TPO parts improves with increasing bake temperature, given the same coating type. The chemical and physical properties of the CPO can also significantly affect gasoline resistance performance.Peel Strength
Peel strength is a test method used to measure the amount of force required to peel a coating system away from the substrate to which it is applied. This can be accomplished by imbedding a mesh polyester fabric into the coating system before it has been cured and then curing the coating system. The fabric can then be attached to a tensile tester to measure peel strength of the substrate/adhesion promoter/coating system.Substrate type, adhesion promoter composition, coating type and coating bake temperature can have a significant effect on the peel strength properties of coated TPO substrates. Once again, increasing bake temperature often results in higher peel strengths, given the same coating type. CPO chemical and physical properties and the overall adhesion promoter formulation composition can significantly affect peel strength results. For formulated adhesion promoter systems, the right type and level of CPO must be used to obtain sufficient peel strength properties.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





