Viscosity Management

BiODE, Inc., has developed a solid-state viscometer (Figure 1) that meets the requirements of process companies like the Global Fluid Systems Division of Cooper-Standard, a leading global supplier of highly engineered metal tubing and specialty quick connects and coatings for brake, fuel, emission, power steering, and heating and cooling systems. The Fluid Systems Division is part of Cooper-Standard Automotive, Inc., a tier-one international automotive component supplier with approximately 16,000 employees and 62 facilities in 14 countries.
With a customer base that includes Daimler Chrysler, Ford, GM, Volkswagen and Toyota, Cooper-Standard works closely with its customers to provide the highly reliable brake-related fluid-management systems needed in today's cars. Brake lines are no longer just simple metal tubes. For example, the inside diameter of brake tubing is based on brake system actuation time. This is affected by the viscosity of the brake fluid used, operating temperature, tube length and fluid flow rate as determined by wheel cylinder displacement requirements. Brake lines have to be corrosion resistant, flexible and capable of handling high hydraulic pressure.
At Cooper-Standard's Archbold, Ohio, facility, double-wall, brazed tube brake lines are constructed from low-carbon steel and are treated with a specialized proprietary coating to meet exacting OEM corrosion-resistance requirements. The company recently qualified and implemented BiODE solid-state viscometer instrumentation to monitor and control its proprietary coating process that creates a heat shield around the brake lines. By maintaining the proper viscosity of the coating material, Cooper-Standard is able to build up a closely controlled layer of coating. The thermal profile of the brake line is then checked by an optical sensor for final QA/QC.
A BiODE ViSmart solid-state sensor, placed in the reactor tank that supplies the coating, provides real-time viscosity measurements 24/7 to optimize the formulation of the coating. By monitoring and controlling the viscosity of the coating formulation, Cooper-Standard has significantly reduced product defects and, as shown in the figures in this article, has been able to keep coating operations within process limits on a continuous, real-time basis.
Viscosity changes in coatings or other liquids are directly affected by temperature, shear rate and other variables that can be very different off-line from what they are in an in-line environment. The distinction between on-line and in-line is important. In an on-line application, a sample is drawn or diverted from the process flow so it can be tested. In an in-line application, the sensor is immersed in the process flow. Since changes in temperature, shear rate, etc., can affect viscosity, on-line measurements do not necessarily reflect actual process conditions.
The critical need is the ability to detect viscosity changes within the process stream as they occur in real time, making measurements from a baseline rather than simply measuring absolute values. At Cooper-Standard, having real-time, in-line viscosity data eliminated the need for operating personnel to make decisions based on intermittent "snapshot" data acquired from periodic sampling.
The solid-state ViSmart sensor used by Cooper-Standard is based on quartz crystal acoustic wave research undertaken by BiODE, Inc., for the Department of Defense and the EPA. Until the development and commercialization of these sensors by BiODE, it was difficult for manufacturers and equipment OEMs to incorporate real-time, in-line viscosity management into process control systems. Most existing viscometer technologies were originally developed for off-line laboratory analysis. While these mechanical and electro-mechanical viscometers can be adapted for some in-line applications, they are generally not suitable for process environments where cost, size, robustness and reliability in challenging conditions are critical considerations.
With the introduction and commercial availability of acoustic wave viscometers, there is now a solid-state solution to the problem of measuring viscosity in real-time process applications. Acoustic wave technology combines solid-phase surface chemistries with ultra-sensitive acoustics. And since they contain no moving parts, acoustic sensors can be used in high-flow-rate, in-line applications. For example, the sensor is small enough to be incorporated directly into process piping. It measures approximately 1.3 x 1.1 x 0.3 inches, about the size of a matchbox, and weighs only 4 ounces. And, because the sensor is a solid-state device, using robust and reliable semiconductor packaging technology, it contains no moving parts and requires no calibration.
With an operating shear rate several orders of magnitude higher than fluid flow characteristics, acoustic wave sensors are unaffected by static, laminar or turbulent flow. They can be used in high-flow rate, in-line applications to constantly measure viscosity in real time from 0 to over 100,000 cP (water at 68.4 ºF has an absolute viscosity of one centipoise) with ± 3% repeatability in operating environments of -20 to +135° C under pressure up to 450 psi. The sensor is immune to shock and capable of withstanding vibrations of 30 Gs or more. And, because viscosity can be affected by temperature, an acoustic sensor with an embedded temperature chip can measure viscosity and temperature simultaneously in real time (Figure 2).

The sensor calculates viscosity by measuring the power loss of an acoustic wave as it penetrates the liquid. The square of this loss is proportional to the product of frequency, density and viscosity. Since the frequency is known, the sensor measures viscosity • density. Knowledge of specific gravity allows the output of the acoustic wave sensor to be automatically displayed in centipoise.
The sensor can be integrated with other instrumentation in a process control system via a local area network or WiFi to provide a continuous audit trail and act as an "early warning system" to alert process control engineers of problems as soon as they develop. The sensor's on-board electronics and communications support Profibus, CANbus, DeviceNet and other communications protocols, enabling OEMs to provide viscosity measurement and control capabilities as a value-added feature in dispensing, pumping and coatings systems. The BiODE connectivity module that supports four or eight BiODE ViSmart solid-state viscometers is currently undergoing qualification for operating in Class I Div 1 environments.
The sensor can also be connected to BiODE's hand-held reader (Figure 3) or to a laptop computer via the USB bus for use by quality control personnel making spot checks in the field or by laboratory personnel looking for instrumentation capable of measuring viscosity of small samples.

Cooper-Standard brake lines are coated to improve their corrosion resistance. The BiODE sensor measures the viscosity of the coating fluid as it is delivered from the mixing tanks to the dispense points. In-line monitoring is used to detect process peaks in coating fluid viscosity that falls beyond the allowed window. As shown in Figure 4, process personnel are able to identify these "peaks" and take corrective action as shown by a "flat" line.
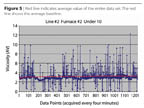
Figure 5 shows how, once unwanted peaks are eliminated, process personnel are able to keep coating within tightly prescribed limits. Now instead of looking at a viscosity range of 0 to 50, viscosity is held in a narrow band. The red line in Figure 5 shows the average value of the data set. Cooper-Standard's process window is between 2 and 4 AV (Acoustic Viscosity), with the average baseline not exceeding 3 AV.
In addition to a wide range of applications in process industries, markets for acoustic wave viscometers include oil exploration and development and oil monitoring and conditioning in the automotive, trucking, construction equipment and materials handling industries.
For further information, contact Kerem Durdag, BiODE, at 207/856.6977.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!
