Intelligent Concrete Coating Solutions for Sustainable Construction
As sustainable requirements become more prevalent in most construction projects, coatings technologies have been forced to evolve or go extinct. Because of their widely adjustable attributes, polyurethane coatings can be formulated to provide the durability, renewable content, and VOC requirements now specified by many of the Green Building guidelines. Regarding durability, few coating solutions exist for protecting concrete in the built environment that have the long-term, proven performance of those based on polyurethane technology. In addition, as VOC and indoor air pollutant limits have shrunk, polyurethane coatings have continued to excel by meeting new regulations through increased durability and faster return-to-service times.
Introduction
Many solutions have been discussed regarding macro components of the built environment such as concrete, metal, wood and lighting. However, there are many intelligent ways that minor components such as coatings can greatly impact the overall sustainability of a structure by improving the indoor air quality, lighting efficiency, renewable content, graffiti resistance or long-term durability of major design components.
Waterborne coatings products and plant-derived reactive polymer resins have gained in popularity due to increased environmental awareness and the polymer industry’s efforts to quantify the carbon footprint of many ubiquitous industrial, building and construction products. Early waterborne-based polyurethane coatings required the end user to compromise on physical properties as compared to solventborne technologies. In the past, many natural oil-based resins or additives often referred to as Natural Oil Polyols, (NOPs), were used to supplant their petroleum counterparts but often compromised at least some of the desirable traits needed for the final end-use application. With a focus on Sustainability and Green Building practices, many U.S.-based coatings formulators, end users and building owners are requesting products with low VOC or 100% solids, as well as a significant renewable content.
Natural Oil Polyol Coatings
 Credit: Covestro LLC Credit: Covestro LLC
|
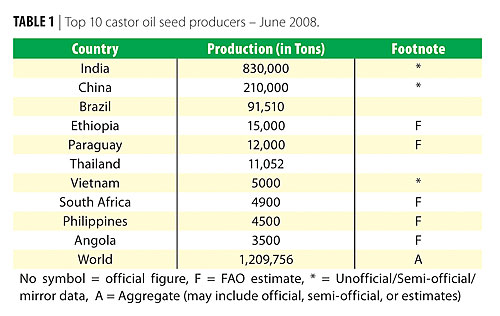
| Table 1 Click to enlarge |
Two-Component Waterborne Polyurethane Coatings
For decades, solventborne polyurethane coatings have been considered the mainstay for high-performance coatings used in architectural, industrial maintenance, corrosion and construction applications due to their excellent mechanical and weathering properties. But increased governmental, regulatory and sustainability pressures have created a need for coatings technology that would reduce or eliminate VOC, HAPS, heavy metals and/or other environmentally detrimental compounds. In the past decade, the first generation of waterborne polyurethane coatings was formulated and introduced to the market. While offering the chance to replace some of the VOC and solvents with water, many of these coatings still had in excess of 250 g/L of co-solvent. In addition, these coatings often fell significantly short of the solventborne polyurethane standard in chemical, abrasion and UV resistance.
This limited their use in many applications. As with most emerging technologies, the learning curve was steep and the second generation of waterborne polyurethane coatings was developed with the goal of meeting or exceeding the desired traits of the solventborne polyurethane coatings but with significant reductions in VOC and solvent levels. These second-generation waterborne polyurethane coatings have achieved the property goals and are “truly waterborne” – having 0-20 g/L VOC levels.
Natural Oil Polyol Coatings
 Credit: Covestro LLC Credit: Covestro LLC |
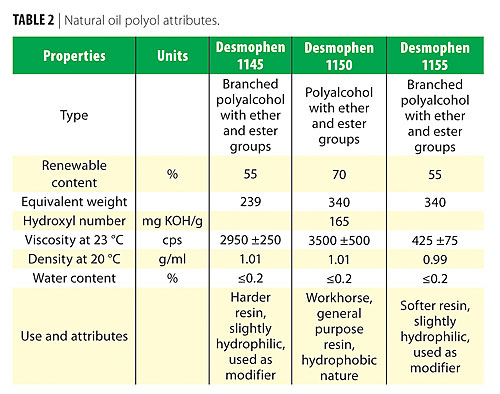
| Table 2 Click to enlarge |
Experimental
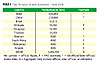
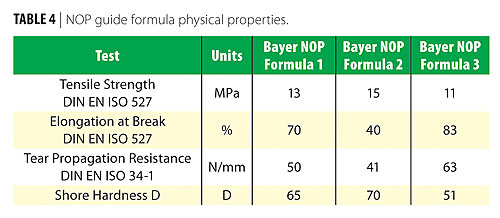
To obtain desirable coatings properties, several castor oil-based resins were formulated. All three of these NOP products are created by hydroxyl modification of castor oil. Castor oil has linolic, oleic and linoleic functional groups that can be further modified to form functionally active reactive sites. Functionality is adjusted to a desired point above 2.0 for optimized polymerization with minimal chain termination when reacted with a polyisocyanate. The long (16+) carbon chains of the modified castor oil give the polymer its unique strong hydrophobic nature. This hydrophobic trait helps the product to resist atmospheric moisture during the on-site application process as well as after the polymer has fully cured into the final end-use protective coating.
A range of NOP polyol resins were created to aid in the formulation of several different types of coatings used in the built environment. One was created to maximize renewable content while several others gave the formulator the ability to obtain a range of durometers and viscosities. Table 2 summarizes the bulk properties of three modified castor oil resins that can be used to formulate high-performance coatings described later in this paper.
These resins were then formulated into guide formulas for flooring and architectural coatings technology with the target of acquiring the following attributes:
- 100% solids formulas with near zero VOC, HAPS or exempt solvents;
- no added phthalates, heavy metals or formaldehyde;
- finished coating to contain >35% by weight of renewable content as formulated; and
-
durability comparable to competitive petroleum-based resin systems.
 Credit: Covestro LLC
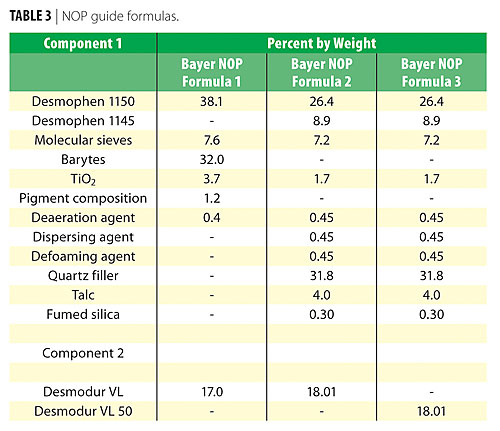
Credit: Covestro LLCTable 3 Click to enlarge
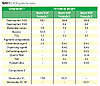
To formulate the coatings, additional components such as flow aids, deaerators, fillers and pigments are typically employed to maximize the desired traits for application and end use. Therefore, guide formulas are typically developed that include both the resins as well as these other needed components (Table 3). The end-use application considered within the scope of this research was self-leveling floor coatings so guide formulas were developed to target those properties. The resin or polyol blends were prepared in stepwise fashion to effectively disperse the needed additives and pigments into the blend. Vacuum dissolvers have proved ideal as they prevent the incorporation of air.
Sample coating draw downs were prepared using combinations of the Desmophen® NOP polyols, additional additives and a hardener. In this case, the hardeners chosen were Desmodur® VL or VL 50 reactivity-modified MDI isocyanates. The crosslinking NCO/OH ratio was set at 1.10 for all films and the mixing ratio of the resin blend with the isocyanate was approximately 10:2.1 (resin blend:hardener). The working time or potlife for all of the blends was approximately 30 minutes at 23 ºC.
 Credit: Covestro LLC Credit: Covestro LLC |
| Table 4 Click to enlarge |
The films were made at a thickness of 1.5 mm and allowed to cure for a minimum of 7 days before testing. It was noted that the films did not exhibit the customary reaction with ambient humidity often seen when curing MDI isocyanate-based coatings in humid environments that can cause defects such as bubbles, blisters or fish eyes. The isocyanate groups can react with dissolved or absorbed water to form urea. This process liberates CO2 gas bubbles, which can be caught in the film and cause diminished physical properties and aesthetics. After ambient curing, the test samples were subjected to physical property testing.
Two-Component Waterborne Polyurethane Coatings
Experimental
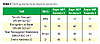
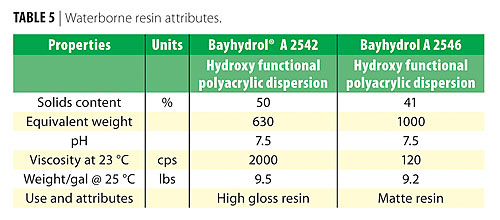
Several waterborne resins were considered within the scope of this paper for use in the construction environment due to their desirable physical traits (Table 5). These traits include:
- near zero VOC formulas with excellent abrasion, chemical, and weathering resistance;
- no odor when applied in the field with other trades or building occupants present;
- adjustable gloss levels from high gloss to matte; and
- ability to be used as an acceptable topcoat for self-leveling high renewable content floor coatings.
 Credit: Covestro LLC Credit: Covestro LLC |
| Table 5 Click to enlarge |
Similar to the development and testing for the self-leveling NOP-based coating, these criteria will be the targets for the research.
Guide formulas were prepared using two Bayer waterborne resins along with the necessary additives (Table 6). The gloss levels were varied via the resins employed in the formula rather than the use of flattening aids. Bayhydur® XP 2547, a hydrophilic HDI trimer, was used as the hardener with a NCO:OH ratio of 3:1. This over-indexing can be accomplished with aliphatic isocyanates without detrimental bubble formation.5 The guide formula coatings were applied at approximately 4-6 wet mils with a dry mil thickness of approximately 2-3 mils per coat. Dry times for the coatings ranged from 2 hours for the matte formulas to approximately 6 hours for the gloss formula. The trend was noted that as the formulas were made to be less glossy, i.e., as more Bayhydrol A 2546 was used in the formula, the dry time was reduced. The Bayhydrol A 2546 resin is a faster curing resin when compared to the Bayhydrol A 2542 resin.
 Credit: Covestro LLC Credit: Covestro LLC |
| Table 6 Click to enlarge |
Discussion
Based on the excellent abrasion, chemical and weathering resistance data that was observed, several areas of coatings use in the built environment were targeted for further testing. These include aliphatic light and weather stable topcoats for industrial, commercial and decorative flooring as well as graffiti-resistant wall coatings.
Over the past few years, an increasing trend has been to promote greener technologies in the interior construction of buildings. The primary focus has been on the release of toxic substances that may build up in the air due to the enclosed space. Indoor environmental air quality guidelines have been written into many third-party certifications such as Green Seal, GreenGuard and others. For example, Green Seal GS-11 cites limits and exclusions of certain compounds such as formaldehyde and VOCs for use on the interior surfaces of building being considered for LEED certification.6 Proof of these trends comes in three major areas – stricter Federal VOC regulations via the National AIM Rule, increased communication and awareness of environmental issues impacting consumers, and increased sensitivity to solvent odor by building occupants and tradesmen. Changes made by California to its VOC regulations are expected to be adopted by other states. Parts of California instituted a 50 g/L limit for residential flooring applications and 100 g/L limit for commercial applications in 2006. These limitations severely restrict the coating systems that can be used in the flooring market.
 Credit: Covestro LLC Credit: Covestro LLC |
| Table 7 Click to enlarge |
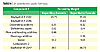
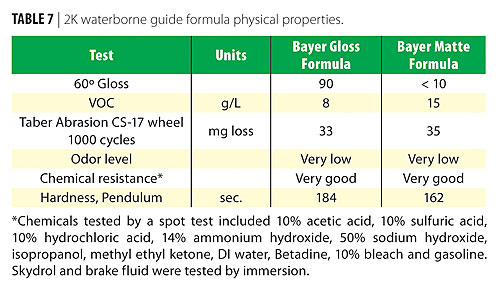
For floor coatings used as a topcoat, there are several desirable physical properties that are required in order to have an aesthetically pleasing and durable finish. Abrasion resistance is a key parameter when considering the durability. Chemical resistance also plays into the durability equation since many industrial flooring applications can be exposed to common chemicals such as gasoline, brake fluid, solvents, acids and bases, and staining agents. Another desired property for topcoats is the ability to apply the flooring system without offensive odors that can disrupt production or other activities in the adjacent areas. The testing results demonstrated that the 2K waterborne coating guide formulas fulfilled the desired physical properties and traits while greatly reducing the VOC, HAPS and solvent levels (Table 7). In particular, both the gloss and matte guide formulas had very low abrasion and odor while exhibiting excellent resistance to many ubiquitous industrial and commercial chemicals.
Another application area for these types of 2K waterborne coatings is graffiti-resistant coatings. This class of coatings is under the same scrutiny and tight regulations for VOC as floor coatings. In addition to the drivers outlined previously for flooring topcoats, there is often an additional requirement for graffiti-resistant coatings – the ability to adjust the gloss level while retaining the excellent chemical resistance that is needed for the coating. The external concrete and steel on a building is looked at as an integral design element by the architect. The architect envisions a certain look to the building and does not want to change that look by the addition of a protective coating. Therefore, there has been resistance to the use of other graffiti resistant coatings on the exterior of buildings that change the look or gloss level of the coated area. Typically, the undesirable trait is the noticeably higher gloss on the exposed architectural concrete. In the case of the Bayer Matte Formula defined in Table 6, a very low-gloss, matte finish was achieved by utilizing a Bayhydrol A 2546 resin instead of solvents and flattening additives.7 This allows the coating to retain the excellent graffiti resistance with minimal to no effect on the aesthetics of the concrete. This is achieved while working with a coating with less than 15 g/L of VOC.
 Credit: Covestro LLC Credit: Covestro LLC |
| Figure 1 Click to enlarge |
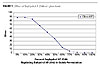
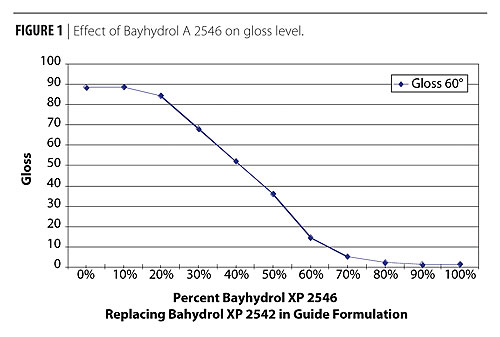
The ability to dial in the gloss level was further investigated and it was found that by varying the ratio of the two Bayhydrol waterborne resins, many gloss levels could be achieved (Figure 1). The trend line shows that 60º gloss levels from approximately 90 down to nearly 5 are achievable and predictable at all levels in between. This ability to vary gloss levels has utility in the flooring industry as well, since a slightly lower gloss topcoat can favorably hide imperfections in the underlying flooring substrate.
Conclusions
Polyurethane coating solutions have demonstrated long-term performance in a variety of building needs. The uses for these types of products have grown as sustainable guidelines tighten and exclude technologies that cannot adapt. As VOC and durability becomes a larger part of the Green Building initiative, high-performance coating solutions are being specified as an integral intelligent component of overall sustainable building designs.
Acknowledgements
The author extends his appreciation to various individuals who were involved in the testing, data creation, and general consultation during the research and summary of these unique technologies: Terry Wayt, Kathy Allen, Pete Schmitt, Karl Heinz-Wuehrer.
This paper was presented at Polyurethanes 2009 Technical Conference in Fort Washington, MD, on behalf of the Center for the Polyurethanes Industry (CPI).
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}