Innovative Polyurethane Coating Solutions for Construction













Emulsion and epoxy paints are widely used for wall and floor coatings. With increasing requirements on performance, polyurethane coatings are also used in various cases for high-performance architectural coatings (HiPAC). Two-component (2K) aliphatic polyurethane coatings have excellent weathering, chemical, abrasion and scratch resistance, and are tough but flexible. Therefore they set the quality standard for high-performance wall and floor coatings. However, conventional polyurethane coatings are solvent-based, which may cause strong odor, high VOC emissions and a fire/explosion hazard, especially for interior applications. Innovative coating solutions would meet the requirements for high-performance, environmentally friendly and high-efficiency coatings through 2K waterborne polyurethane and polyaspartic technology.
Waterborne polyurethane coatings are used for both floor and wall coatings. For floor coatings, they are the topcoat over a functional layer – in many cases solvent-free epoxy or polyurethane – as a protective layer for abrasion resistance, chemical resistance, weathering, etc. Application areas include offices, lobbies, showrooms, warehouses, supermarkets, schools, tennis courts, industrial workshops, etc. For wall coatings, they are a high-performance functional topcoat to fulfil easy-to-clean, stain-resistant, acid-rain-resistant and anti-graffiti requirements. Application areas include the interior walls of food process plants, electronics plants, schools, hospitals, metro/railway stations, kitchens/bathrooms, as well as exterior walls where easy-to-clean or anti-graffiti qualities are needed. They can also be used as a clear sealer over stucco, stone paint, stone cladding, or even bare concrete for protection.
Polyaspartic coatings are mainly used for floor coatings as a solvent-free, fast return-to-service solution. They can be applied over a primer or directly on pre-treated concrete. They are perfect for garages/car parks, seat stands in stadiums, as well as corrosion protection coatings on steel structures.
Basic Principles of 2K Waterborne Polyurethanes
Reactions
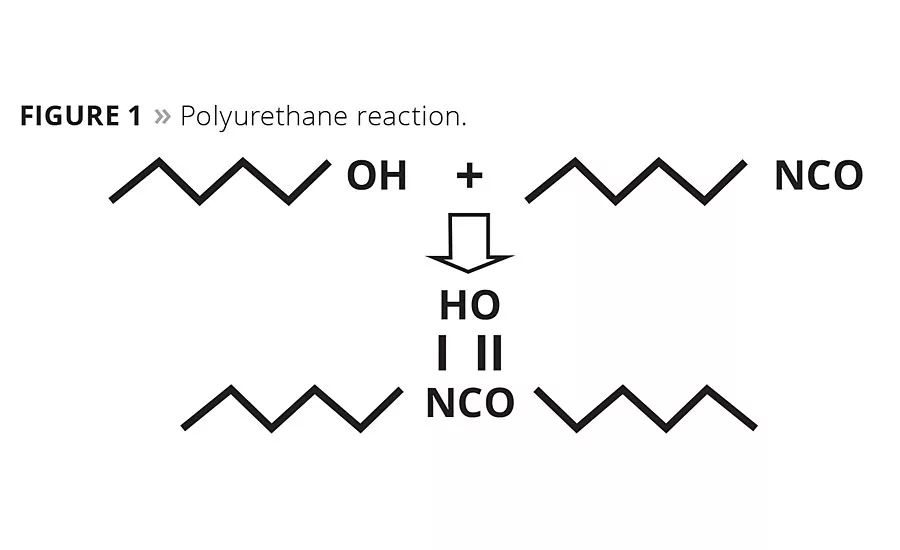
The reaction for polyurethane is normally between the isocyanate (NCO) and polyol (OH), resulting in a urethane structure (Figure 1). Isocyanate is also sensitive to water. It first reacts with water to become an amine and releases CO2. The amine will then immediately react with another isocyanate to form a urea structure. Figure 2 shows the reaction of isocyanate with water.
In 2K polyurethane coatings, how can we put isocyanate into water if it can react with water? Scientists found that the aliphatic polyisocyanate used in the coating is hydrophobic, with relatively low reactivity. When it is mixed with water, the isocyanate will be separated in the water, and the reaction happening at the interface will generate a polyurea barrier layer that will also reduce the penetration of water into the polyisocyanate part. Therefore, it is stable in water for hours, which is enough time to handle the coating during application. Figure 3 demonstrates the polyisocyanate in water.
Mixing and Film Forming
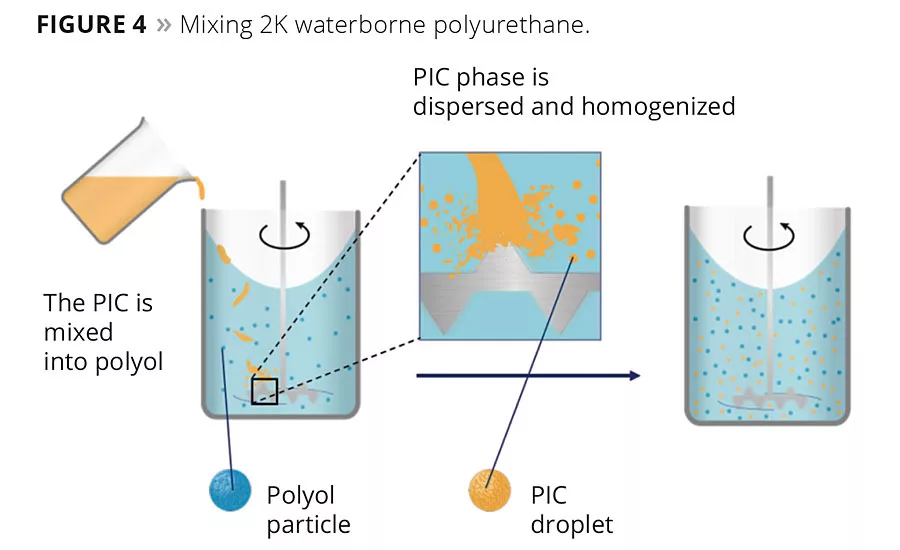
Unlike solventborne polyurethane coatings, mixing the polyisocyanate part into polyol dispersions becomes a three-phase system. Water is the coherent phase, polyol particles are the dispersed phase, while the dispersed polyisocyanate is the third phase. As mentioned above, the surface of the polyisocyanate micro-drops will form a polyurea barrier layer so that it can be stable in the dispersion for hours, which is enough time for handling.
The pot life for 2K waterborne polyurethanes is also not the same as conventional solventborne polyurethanes, in which the viscosity increases. The viscosity of 2K waterborne polyurethane is mostly stable after mixing since the reaction will happen in the particles/droplets of the dispersion but will not affect the flow of the coherent phase. Therefore, the pot life of 2K waterborne polyurethane cannot be determined by viscosity change, but rather by performance changes including gloss, haze, solvent resistance, etc. Figure 4 shows the mixing of 2K waterborne polyurethane.
After mixing, the three-phase dispersion can be applied with various application methods, such as spraying, rolling, etc. The film-forming process then begins. The first step is physical drying, including water evaporation and coalescence. With water evaporation, the particles get closer and closer together, until they finally connect to each other. The edges “melt” into each other, and diffusion of polymer molecules takes place. The polyisocyanate is still liquid so it can penetrate into polyols as a coalescing agent/plasticizer, and a chemical reaction occurs.
When the chemical reaction is finished, the final film forms. The cured film can have excellent chemical, scratch and abrasion resistance, as well as excellent weathering performance. The performance is at the same level of conventional polyurethane coatings, but has dramatically reduced VOC emissions during the drying process.
Hydrophilic Polyisocyanate
In order to achieve good appearance and expected performance, the polyisocyanate should be well dispersed in the three-phase system. Hydrophobic polyisocyanates need a high shear rate with special equipment, which is not available on construction sites. Hydrophilic polyisocyanates, therefore, have become the ideal solution to achieve low-shear hand mixing. The differences between hydrophobic and hydrophilic polyisocyanates mixed in water by hand are illustrated in Figure 5. The consequences of inadequate mixing of polyisocyanates into waterborne polyols are incomplete crosslinking and a significant deterioration of film properties.
For the production of hydrophilic hardeners, Covestro prefers the process of chemically binding the emulsifying component (internal emulsification) to the polyisocyanate. This strategy suppresses any migration tendency of free emulsifiers in the coating (external emulsification), which can lead to problems with water resistance (e.g. in the condensation test), resulting in gloss decrease or blistering. Figure 6 compares the two possibilities for the hydrophilization of polyisocyanate.
Consequently, hydrophilic hardeners can be produced through the reaction of, for example, isocyanurates with emulsifier molecules, lowering the functionality of the polyisocyanates. Figure 7 shows an example of polyether modification.
The reduced functionality will influence the final performance of the coating. In order to increase the functionality, the allophanate structure is introduced to the molecule, as shown in Figure 8.
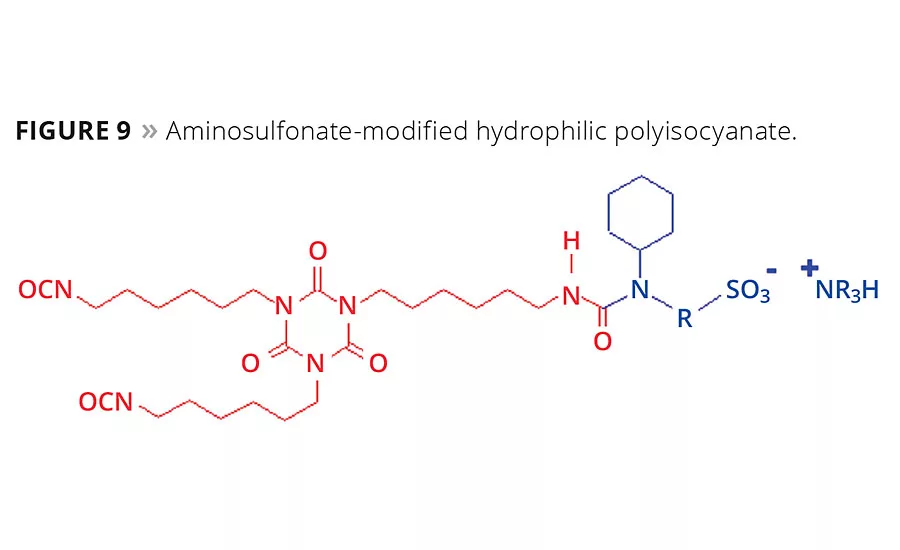
Aminosulfonate-modified polyisocyanates (Figure 9) represent the latest development in hydrophilic polyisocyanate crosslinkers, further improving the drying, hardness and chemical resistance of the films. In addition, these crosslinkers have proven to have significant advantages over polyether-modified types in graffiti and household chemical resistance, thus making them an excellent choice for waterborne clear- and topcoats.
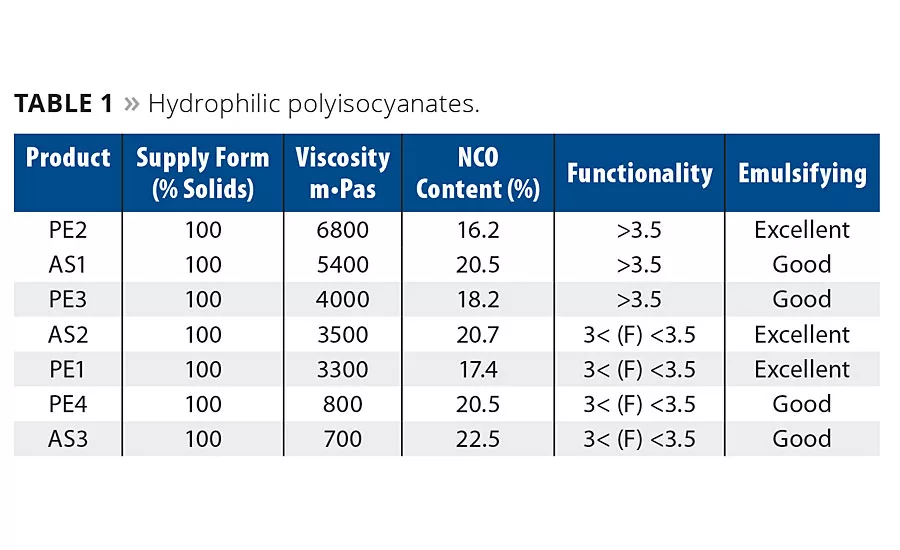
Viscosity will also affect the dispersability. The lower the viscosity of the polyisocyanate, the easier it will be dispersed in the system with hand mixing. Table 1 lists the different types of hydrophilic polyisocyanates available. AS3 would be the best choice, with the lowest viscosity and best performance. It can be easily dispersed into polyol dispersions by hand in 100%-solid form.
Selection of Polyol Dispersions
Polyacrylate polyol dispersions are commonly used for two-component waterborne polyurethane coatings. Primary dispersions (emulsion polymers) and secondary dispersions are the two types of dispersions that can be used. With the first type, the polymerization is carried out in water, using external surfactants to stabilize the polymer particles. Secondary dispersions, on the other hand, are produced in solvents and then dispersed after neutralization. Carboxylate groups along the polymer chain stabilize the dispersion, acting as an internal surfactant.
Primary dispersions are noted for their high molecular weights and absence of organic co-solvents. Consequently, they are ideal for formulating fast-drying coatings, but not for high-gloss finishes. Due to their production, secondary dispersions contain co-solvent contents between 1% and 8%. Such dispersions are used primarily for formulating high-gloss coatings with relatively slower drying (Table 2).
By using individual or a combination of the polyacrylate dispersions, broad appearance and performance properties can be adjusted to meet various requirements. Typical matte formulations can be achieved with A57 or A46, and sometimes can be blended with B46 or B95 for improved performance. Different performance properties can be easily achieved with different blending ratios. For high gloss, for example, B46 or B95 can be used. In some cases such as sports floors, higher flexibility is needed in the system. Polyurethane polyol dispersions can be blended to meet these requirements as well.
NCO/OH Ratio
Due to the side reaction with water and other reactive groups, the NCO to OH ratio will not be 1:1 as with conventional 2K polyurethanes. More NCO is required for the reaction in a 2K waterborne polyurethane system. The NCO/OH ratio is normally controlled to 1.5~3.0:1 to make sure all OH groups are reacted. A higher NCO/OH ratio will give better final performance, but will slow down the drying and hardness development as the un-reacted polyisocyanate will act as a plasticizer in the film. A higher NCO/OH ratio will also lead to higher cost. So in most cases, 1.5~2.0:1 is the most cost effective NCO/OH ratio for two-component waterborne polyurethane coatings with desired performance.
Performance of 2K Waterborne Polyurethane Coatings
Tough but Flexible
The cured 2K waterborne polyurethane film contains urethane and urea structure that can form hydrogen bonds between molecules. Under outside forces it can break and bond again in another position. This gives flexibility to the hard and crosslinked film. It also provides excellent abrasion resistance and scratch resistance.
Stain Resistance
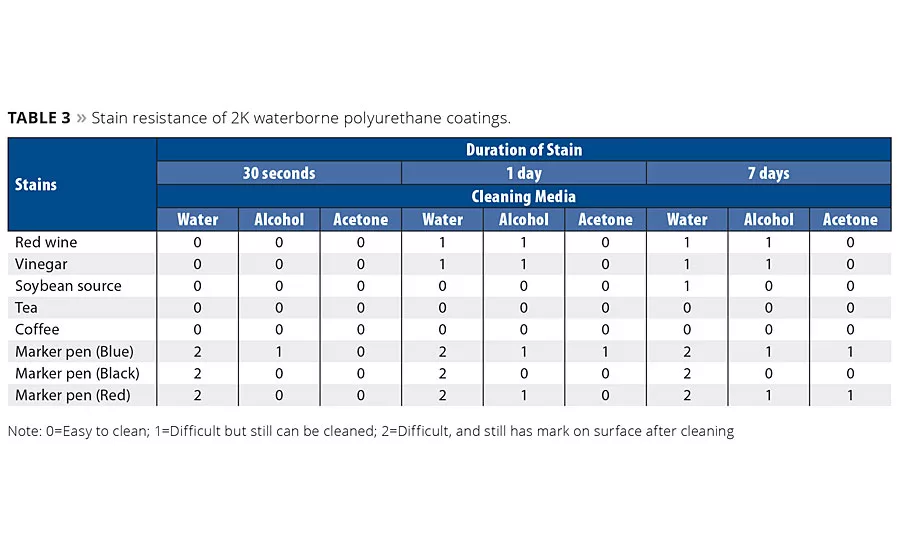
2K waterborne polyurethane floor and wall coatings can resist common stains, even after days of contamination with different kinds of the cleaning products. Table 3 shows stain resistance test results.
Dirt Pick-Up Resistance
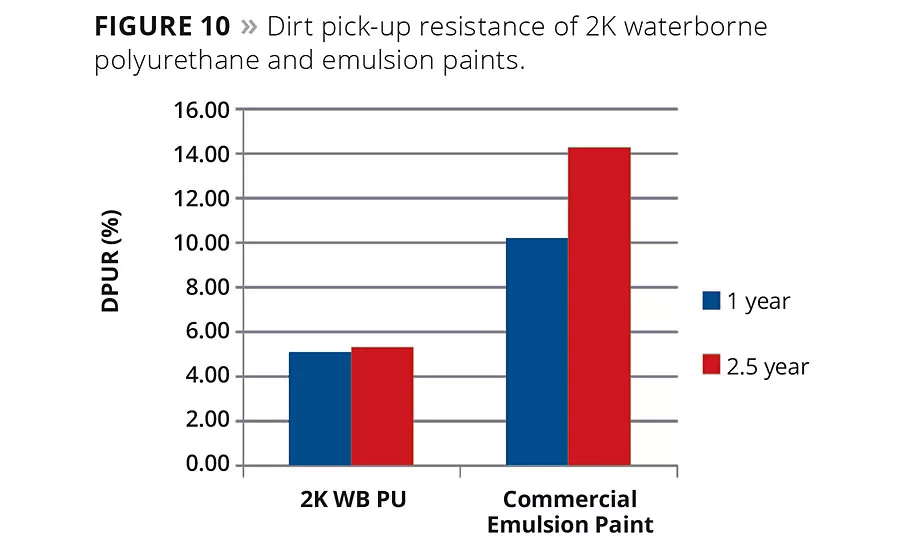
Crosslinked 2K waterborne polyurethane will not soften under sunlight, so it will not absorb dirt as normal emulsion wall paints will. Furthermore, the hydrophilic groups in the film will also increase the hydrophilicity of the film, which allows rain to rinse off dirt evenly from the film. Therefore, excellent dirt pick-up resistance can be achieved with this system (Figure 10).
Fungus/Algae Resistance
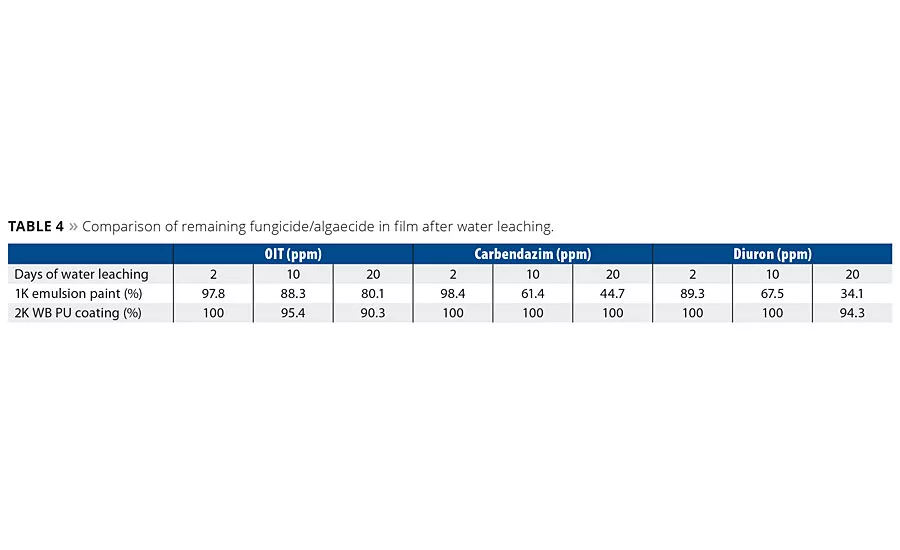
Coatings used for bathrooms or food processing plants have high anti-fungus requirements. In this case, fungicide and/or algaecide can be used in the 2K waterborne polyurethane formulation to enhance the performance. Table 4 shows the remaining fungicide and algaecide in dry films of 1K emulsion paint and 2K waterborne polyurethane paint after 2 days, 10 days and 20 days water leaching.
The results show that the crosslinked film of 2K waterborne polyurethane can retain more fungicide or algaecide during the service life of the coating. It will also have longer service life in severe conditions.
Hot Tire Resistance
For car park floor coatings, hot tire resistance is an important property to be considered. The plasticizer in the rubber of hot tires will migrate to the floor under pressure, leaving a black mark on the floor. To simulate the situation, we put a 4x4 cm2 tire under 60 kg force for one day at room temperature and three days at 50 °C. We then checked the surface to see how obvious the tire marks appeared and if they could be easily removed by alcohol cleaning. Figure 11 shows the testing results of 2K waterborne polyurethanes with different crosslinking densities. Solution 2 with B95 and AS1 had the highest crosslinking density, consequently it has the best hot tire resistance. All the marks can be easily removed after alcohol cleaning. The high Tg of the crosslinked film does help with hot tire resistance.
Comparison to 2K Waterborne Epoxy
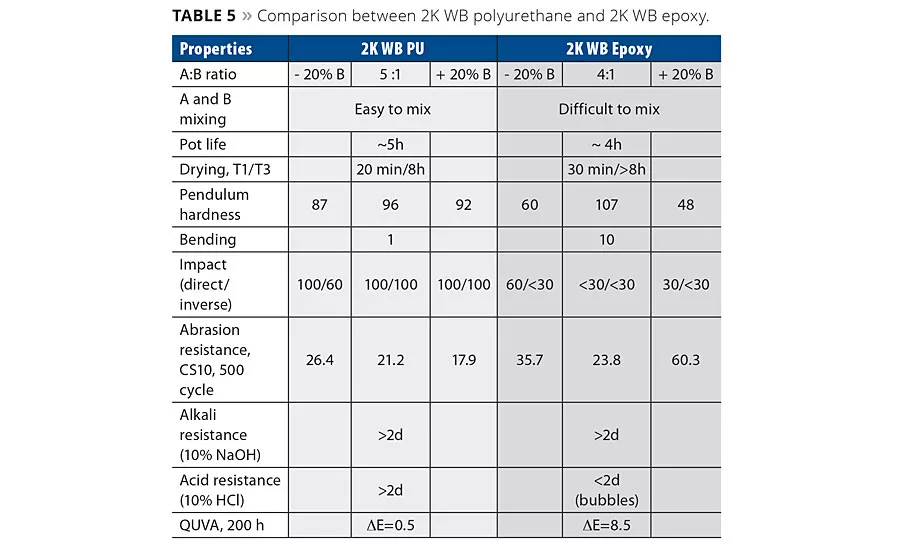
2K waterborne epoxy coatings are also quite widely used in floor coatings and high-performance interior wall coatings. What’s the advantage of 2K waterborne polyurethane in this case since both are environmentally friendly? The results of our comparison are shown in Table 5.
Since the two components of the coatings will be mixed on site by the operator, it is possible that the mixing ratio will not be exactly followed during application. To simulate this, we tried the tolerance with 20% less and 20% more of part B during mixing. From the results we can find that the performance will not vary too much with different mixing ratios for 2K waterborne polyurethane. Since the NCO to OH ratio is normally 1.5 for 2K waterborne polyurethane, the crosslinking of OH groups is not affected too much, even with 20% less crosslinker. With more crosslinker it can react with water and further enhance the performance. But 2K waterborne epoxy will only have the epoxy group and amine reaction, so if there is more or less part B the remaining epoxy or amine will lead to lower performance compared to the right mixing ratio. In summary, 2K waterborne polyurethane will have the following advantages:
- Better mixing ratio tolerance;
- Easy to mix;
- Faster drying;
- Better flexibility and scratch resistance;
- Better acid resistance and weathering.
Functional Coatings
With the high performance of the 2K waterborne polyurethane, other functional features can be combined with the system. Heat reflectivity is one of these features. Expensive heat-reflective pigments in wall coatings can keep the temperature lower in buildings. The high performance of 2K waterborne polyurethane coatings can keep the surface cleaner, making it last longer and more cost effective.
The electronics industry requires clean rooms with well controlled, minimal dust; therefore conductive interior wall coatings are required. The conductive pigments can also be combined with 2K waterborne polyurethane coatings to achieve a longer period conductivity and service life.
With the same concept, 2K waterborne polyurethane coatings can combine with anti-bacterial agents to achieve long-lasting anti-bacterial coatings as well.
Application Examples
Exterior Wall Coatings
With excellent weathering performance and dirt pick-up resistance, 2K waterborne polyurethane is perfect for high-performance exterior wall coatings. One case study is in Chongqing, China, where coatings were supplied by Hempel. Figure 12 shows a residential building where both 2K waterborne polyurethane coating and emulsion paint were used. After several years’ exposure, obvious differences can be seen. The areas with 2K waterborne polyurethane are still quite clean, but those areas with emulsion paint are quite dark with dirt stains.
Coatings with a higher texture (stone paint, stucco, multicolor) have a rougher surface that will potentially hold more dirt. Therefore, a 2K waterborne polyurethane clearcoat would be a good solution to protect this type of surface and provide excellent dirt-pick up and water resistance.
Interior Wall Coatings
Excellent stain resistance makes 2K waterborne polyurethane coatings a perfect fit for interior wall coatings for schools, kids’ rooms, pantries, etc. Figure 13 shows an interior wall at a charity school in Taiwan with a 2K waterborne polyurethane anti-graffiti coating. Kids can feel free to draw on the wall, which can be cleaned afterwards for the next round of drawing.
These high-performance coatings can also be used for bathrooms, kitchens, hospitals, food processing plants, etc., due to their excellent resistance to fungus and water, as well as possible anti-bacterial properties. In another case study, a 2K waterborne polyurethane coating was applied to the walls of a bathroom. After seven years of service there is no blistering or fungus growth under very humid conditions.
Floor Coatings
Floor coatings are dominated by epoxy. Due to the fact that they are easy to matte, are scratch resistant and weather stable, 2K waterborne polyurethane floor coatings can work perfectly as a topcoat over epoxy self-levelling, epoxy mortar and polyurethane self-levelling coatings.
Self-levelling cement has also become popular. Without protection, stains will penetrate into the cement. Normally wax or acrylic emulsion paints are used to seal the surface, but the protection period is quite short. A 2K waterborne polyurethane clear sealer based on primary dispersions can provide long-term surface protection without darkening the color of the cement.
Sports floor coatings are required to be highly flexible, abrasion, scratch and water resistant, and have anti-skid properties. By combining highly flexible polyurethane polyol dispersions, the final performance can meet these requirements.
Polyaspartics and Their Applications
Another class of binders that meets the requirements regarding quality, environmental protection and cost efficiency is polyaspartics.
Basics of Polyaspartics
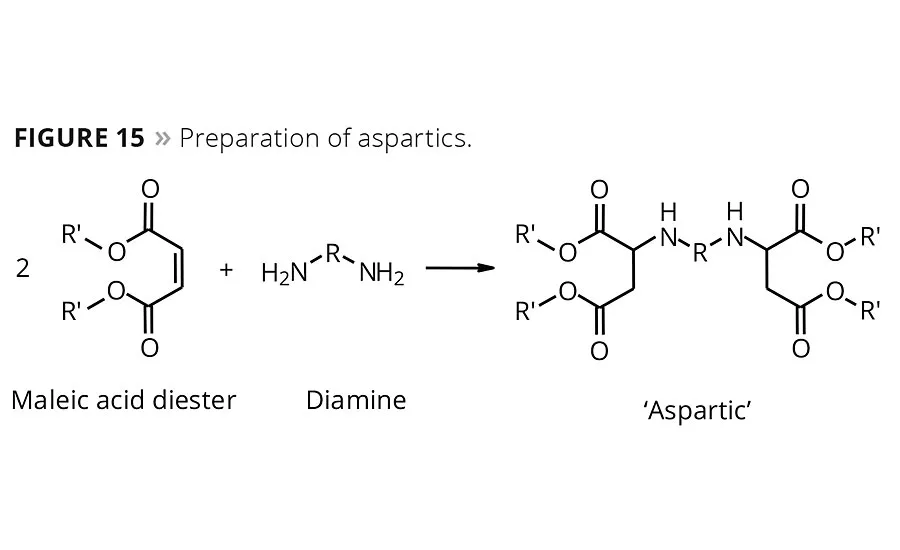
The term ‘aspartics’ is a generic term for a class of binders derived from aspartic acid (Figure 14). Aspartics are prepared by Michael addition of diamines onto maleic acid diesters (Figure 15).
Aspartics are secondary aliphatic diamines. Steric hindrance is built into the molecule via the diamine by the different structure of R. The reactivity of aspartics with polyisocyanates can be influenced through the choice of the rest R, enabling the parameters of pot life and drying time, which are important for application, to be adjusted specifically in a broad range. This is a significant advantage over conventional polyamines, the use of which is limited by their extremely high reactivity with polyisocyanates.
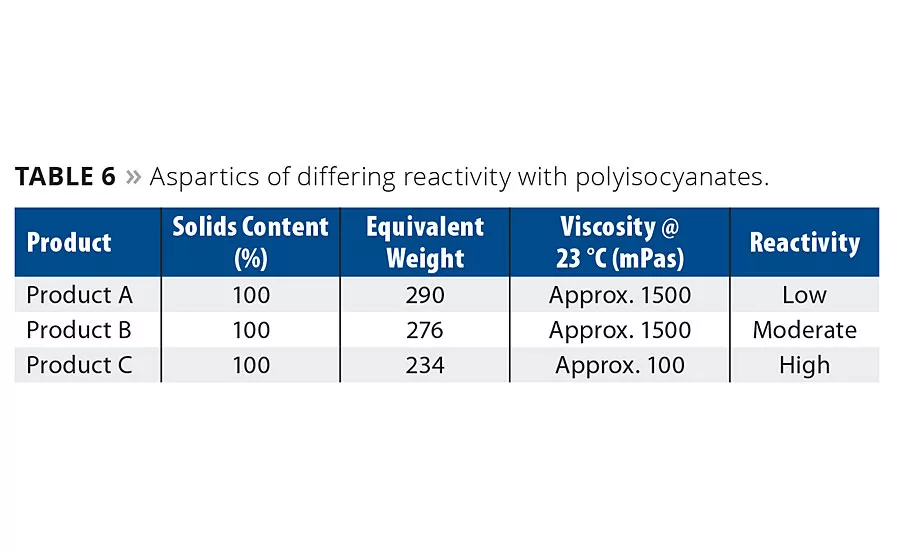
In practice, three products of different reactivity are presently used (Table 6). The products can be mixed with one another, enabling the desired drying times and pot lives to be adjusted.
Aspartics react with aliphatic polyisocyanates to form so-called polyaspartics (Figure 16). The term ‘polyaspartics’ is used below for the product of the reaction of aspartics with polyisocyanates. In contrast to conventional polyureas, these systems are weather-stable and are therefore principally used as topcoats. Only polyisocyanates with a functionality >3 are recommended, as only they give rise to an adequate network density.
The principal advantage of polyaspartic coatings is the possibility of significantly increasing the productivity of the application process, with a very low VOC possible. Compared with conventional topcoats, the increased productivity is achieved through two properties of polyaspartic coatings:
1). Polyaspartic coatings dry significantly more quickly at room temperature. Usual drying times are between 1.5 h and 4 h. This enables faster return to service.
2). Polyaspartic coatings enable higher film thicknesses to be achieved, with a dry film thickness of up to 400 µm being possible in a single operation. This reduces the number of coating layers required.
The combination of these two advantages enables a significant increase in productivity to be achieved.
Polyaspartics for Construction
Polyaspartics can be used in construction to achieve high performance, high efficiency and low VOCs for floor coatings and waterproofing topcoats. Floor coatings are often required to dry quickly (fast return to service) and be solvent-free. With the combination of different polyaspartic resins, a solvent-free, roller-applicable, fast-set floor coating can be achieved. Even one layer of rolling over pre-treated concrete can achieve a thick enough layer to protect a floor and be walkable after a few hours of application. This is a perfect solution for maintenance work, including car parks and garages.
This aliphatic system with excellent weather resistance can also be used for exterior coatings as well. One successful application has been in the Disney World stadium in Orlando, Florida. After years of high foot traffic, the coating maintains a durable sheen and is easy to clean (Figure 17).
By combining highly flexible IPDI-based polyisocyanate prepolymer and conventional HDI polyisocyanates, a weather-stable, high-elongation and high-tensile-strength topcoat for waterproofing can be developed. This type of coating has been successfully applied on a high-speed railway project in China.
Summary
2K waterborne polyurethane and polyaspartic coatings are the ideal solution for floor and wall applications, and can fulfill demands for high performance, efficiency, easy application and environmentally friendly products. They can provide excellent protection as well as decoration, provide a longer service life and lower life cycle cost. Success stories from various global projects prove the value proposition of the solutions. We believe more projects in the future will use such systems where high performance and low VOC emissions are required.
References
1. Meier-Westhues, U. Polyurethanes, Vincentz
2. Pires, R.; Schmitz, J.; Irle, C.; Bulanov, M. The Coating of Commercial Vehicles: Paving the Way for the Broader Use of Waterborne Coating Systems, PCI, Vol. 39, July 2009.
3. Zhang, F.; Zhu, S.; Shen, R. Waterborne Polyurethane Coatings for Construction, Paper collection of Materials Science and Technology in Engineering Conference 2009, Hong Kong.
4. Baeker, T. Polyaspartics - Innovative Binders for Cost-Effective Coating Concepts
5. Covestro internal documents
For more information, email frank.zhang@covestro.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



