Achieving Ideal Dispersions in Coatings

Today’s basket mills have been re-developed to achieve optimal results in the coatings industry.
When providing samples for mill equipment testing, coatings manufacturers often submit large batches of the most challenging products to grind. Their logic is that if a machine can handle the hardest materials in large amounts, it can handle virtually anything. If the test returns unacceptable results, a machine is often removed from a manufacture’s vendor list, even though it may be suitable for many of its other products.
But this typical process is flawed when sourcing basket mills for coatings dispersions because they excel at small batch production. Consequently, some manufacturers have the misconception that basket mills do not work well with hard-to-grind materials, and unfortunately they may end up purchasing a less-effective piece of equipment.
The truth is quite the opposite. Basket mills offer easy operation, fast cleanup with little waste, repeatable performance and high production rates, while still providing high-quality grinding for coatings. Some of today’s designs have even addressed environmental concerns by reducing solvent emissions.
The basket mill concept has improved since its introduction in the 1980s. New designs offer improved productivity and even finer dispersion quality. With these enhancements and the proper pilot testing, coatings manufacturers should be convinced that a basket mill can produce the ideal dispersion.
Basics of the Basket Mill
 Credit: NETZSCH Fine Particle Technology Credit: NETZSCH Fine Particle Technology |
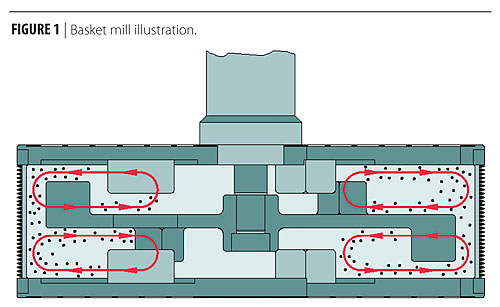
| Figure 1 Click to enlarge |
Basket mills feature a rotating basket that uses centrifugal force to accelerate the grinding media, much like an amusement park ride where passengers lean against a wall while the ride rotates at high speeds. Unlike the ride, which merely locks passengers into place, the basket contains a disk installed with pegs to permit grinding.
As illustrated in Figure 1, the top, bottom and sides of the basket are perforated to allow the product to enter. In the center of the basket the grinding disc attaches to a shaft that is centered in the basket drive shaft. This inner shaft is braked to prevent the disc from rotating with the beads and product. The sieve basket rotates around the fixed grinding disc.
The basket is filled about 80 to 85 percent by volume with the grinding beads. When the basket rotates, the centrifugal force compresses the beads against the grinding disc. The shearing forces for dispersion are created between the fixed disc, the moving bead mass and the rotating basket. The blocks mounted to the top and bottom of the basket along with the grinding disc create turbulence for higher shearing force.
In most cases, steel, glass or ceramic beads with a diameter of 1.2 mm for a smaller basket, and 2 mm for a larger basket, are best for coatings dispersions. However, bead size is ultimately determined by the basket’s slot sizes.
Updated Basket Mill Designs
Basket mill design improvements have helped increase productivity and produce finer dispersion quality, with slot widths as small as 0.5 mm. The new design substantially increases pumping rate and media compression performance.
 Credit: NETZSCH Fine Particle Technology Credit: NETZSCH Fine Particle Technology |
| Figure 2 Click to enlarge |
Increasing the pumping rate through the basket results in a higher re-circulating rate. This means that the batch volume passes through the basket more frequently, giving a narrower particle size distribution, or a cleaner grind. The increase in pumping rate also eliminates settling problems that may occur in the process tank.
Newer basket designs also increase the media compression zone. One downside to older designs was the basket’s size and shape. The basket was essentially a solid cylinder, large in diameter and narrow in height. Two problems could occur with this design. With very low-viscosity products, a high basket speed sometimes resulted in a vortex that entered only the periphery of the basket. This left the center of the basket empty and subject to high frictional heat, resulting in premature media wear and, in some cases, a dried fused media slug that would lock the basket against the stationary disc. The second problem was with viscous materials because they had the tendency to slide off the top and bottom plates, never entering the basket for dispersion.
 Credit: NETZSCH Fine Particle Technology Credit: NETZSCH Fine Particle Technology |
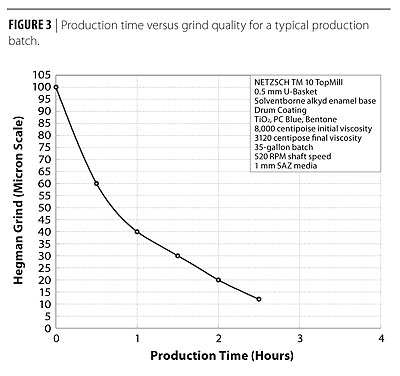
| Figure 3 Click to enlarge |
Updated designs leave the top and bottom plates solid. The hollow center of the basket uses centrifugal force, much like a centrifugal pump, to force the material through the grinding area (Figure 2). The material must pass through the grinding zone. The fixed rods attached to the fixed disc provide the turbulence necessary to create shear. This design allows a substantial increase in basket speed. Higher basket speed creates better circulating of the batch and higher compression of the media. Higher media compression results in a finer particle size distribution. If a large vortex is created, this no longer poses a problem, since the center of the basket is now empty of grinding media.
Essentially the production rate of basket mills has doubled, and the ceiling of a 7 (12.5 microns) Hegman grind has been broken. Manufacturers can now produce off-scale grinds. The graph in Figure 3 illustrates production time versus grind quality for a typical product. For most products, these grinding results exceed a manufacturer’s typical expectations.
Mills with a rotating basket are also more efficient than previously used stationary baskets with a rotating rotor. If the basket is stationary, it is harder to clean. Another issue is that stationary designs use an open top to allow the product to enter the basket. This can lead to beads flowing out when the product viscosity is high. If the beads come out, the grinding efficiency is lost and the product must be filtered, adding an additional step.
 Credit: NETZSCH Fine Particle Technology Credit: NETZSCH Fine Particle Technology |
| Figure 4 Click to enlarge |
While the stationary design requires a special tank, a mill with a rotating basket is compatible with tanks already in use at the factory, which can reduce a manufacturer’s start-up costs. For harder-to-grind material, however, a tank with a cooling jacket is recommended to control temperature during dispersion.
In the past, the production of solventborne products posed a large environmental concern for solvent emissions. New basket mill designs have greatly reduced this problem because there are no feed and discharge tanks requiring extra lids and no open flow discharge into a tank. To further prevent emissions, manufacturers should use a tank with a lid designed to allow the solvent vapors produced to condense and drip down the tank’s inner walls. This keeps the upper portion of the tank relatively clean.
Updated Design in Action
Using NETZSCH’s most recent basket mill design, the TopMill, as an example, the steps for producing the ideal coatings dispersion are explained below.
Premixing: This is the first step for ideal coating dispersion. In fact, premixing is as important as any other milling operation. The product is premixed with a high-speed dissolver (HSD) as is done with all basket mills.
Priming: The premixed batch is transported to the TopMill. The basket is lowered into the batch, and it is turned on and off for several cycles. During this process, air bubbles rise from the batch. Priming the batch and pre-grinding the solids is a very important step in de-aeration, preventing a foamy batch.
Grinding: The basket is then turned on to maximum speed. A supplied Variable Frequency Drive (VFD) controls the speed of the basket with the maximum speed determined by power consumption or the vortex level. For example, on a 50 horsepower machine, the batch size can range from 45 gallons to 220 gallons. If a smaller batch size is run, the basket speed is slower. A larger batch size leads to a higher basket speed for faster production. In the end, about the same amount of time is required for both small and large batches – about one to four hours to reach a 7 Hegman grind.
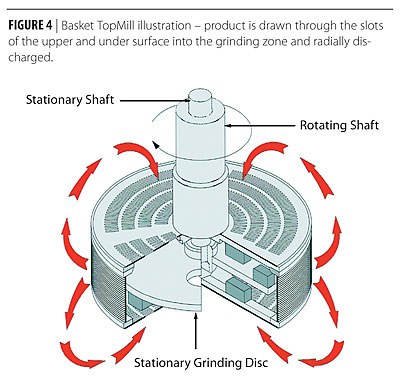
One concern may be that the material in the tank is not circulating through the basket. The basket operates as an impeller, much like a high-speed dissolver. The product flows in a vortex in the batch tank with the same characteristics of the HSD process (Figure 4). Higher-viscosity products are handled by adding pumping blades to the radius of the basket.
After desired grind quality is achieved, the basket is raised from the batch. At this point the basket is rotated very briefly to spin or centrifuge the bulk of the remaining product from the basket. With this design, the batch yield is nearly 100 percent. This reduces the waste material and the cleaning required.
 Credit: NETZSCH Fine Particle Technology Credit: NETZSCH Fine Particle Technology |
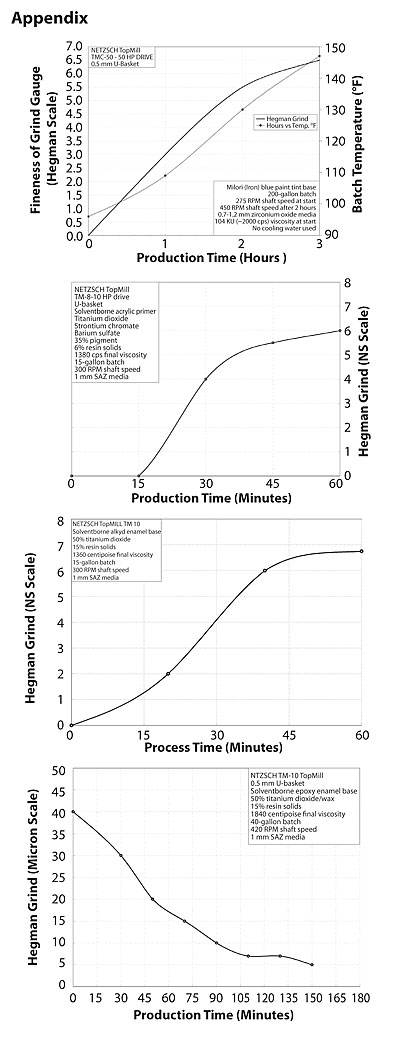
| Appendix 1 Click to enlarge |
Conclusion
Today’s basket mills have been re-developed to achieve optimal results in the coatings industry. Even the most difficult-to-grind materials can be processed in a basket mill, leading to high-quality end products. When investigating new grinding equipment, manufacturers should look beyond trial results based on large batch sizes and consider basket mills for a clean, efficient and quality process, especially for smaller batch production.
For more information, visit www.netzsch-grinding.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}