Fluorescent Pigments
This article discusses fluorescent pigment applications, shifting towards safer and better-performing products.
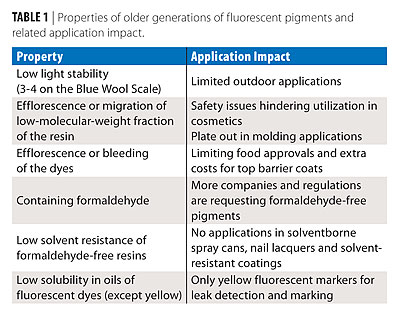
Ninety nine percent of current fluorescent pigments are solid solutions of fluorescent dyes in resins. The pigment performance depends on the resin (major impact), the dye, and the interaction and the physical or chemical bonding between the utilized dyes and the resins. Since their market introduction, fluorescent pigments have always been stir-in pigments. Despite this main advantage, older generations of fluorescent pigments have been faced with different disadvantages (Table 1).
 Credit: Radiant Color N.V. Credit: Radiant Color N.V.
|
| Table 1 Click to enlarge |
Low Light Stability: 3-4 on the Blue Wool Scale
Yellow and red pigments with a light stability of 6 on the BWS are available on a lab scale basis. Scaling up depends on market interest. For the moment, the problem is countered in the final application via:
- Adding UV absorbers;
- Using higher pigment concentration;
- Increasing the thickness of the application;
- Using a top coat, which includes UV absorbers; and
- Using more sophisticated coating systems with special layers in addition to the UV absorbing one (3M traffic boards).
Plate-Out Reduced, Heat Stability Increased1
The introduction of our RADGLO® EA series 16 years ago limited the hesitation towards coloring plastics with fluorescent pigments. The main reason for this hesitation is related to the high plate-out rate on the metal surface of the molding machine and on the surface of the molded articles. Negative effects of high plate-out are:
- Adhesion of the articles to the mold;
- Frequent interruption of production with expensive down time;
- Loss in uniformity of the surface of molded articles;
- The need for solvents to clean the mold surface; and
- Difficulties in printing the articles due to a low adhesion of the ink to the molded surface.
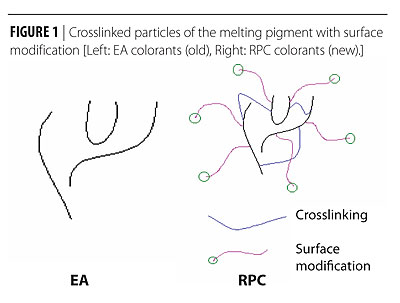
In the future, more and more emphasis will be given to the production of long molding runs without down time. This is driven by high-quality-oriented industries and the elevated demand from the marketplace. Because of this, Radiant Color decided several years ago to start an R&D project to improve the existing series. The results of a feasibility study led us to the approach shown in Figure 1.
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Figure 1 Click to enlarge |
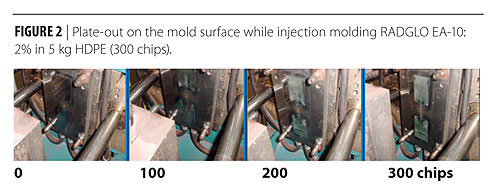
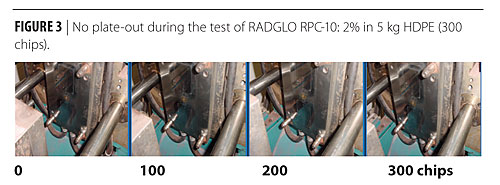
For optimal fine tuning of the results, a test was developed to monitor the plate-out. The usual load of fluorescent pigments is about 1% for articles with a thickness higher than 2 mm. The pigment concentration was increased to 2%, and 300 chips (articles) were molded. After the job was done, the metal surface of the mold was monitored for mold coverage and for plate-out density, gaining in this way a rating for the total plate-out from 0 (no plate-out) to 5 (heavy plate-out).
Under the test conditions, the RADGLO EA pigment produced significant plate-out (Figure 2). After 100 chips, serious plate-out can be detected, getting worse up to 200 chips and finally forming a dense layer on the complete mold surface with 300 chips.
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Figure 2 Click to enlarge |
The newly developed RPC series produced no plate-out on the mold surface, even after the last chip (Figure 3).
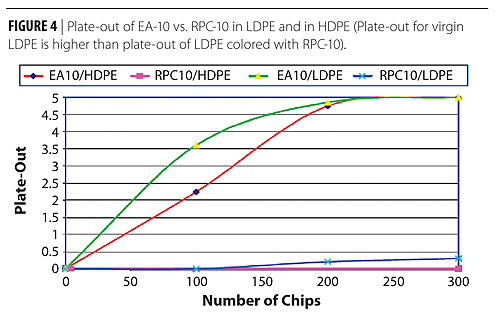
We repeated the tests for colorant EA-10 CHARTREUSE (greenish fluorescent yellow) vs. RPC-10 CHARTREUSE in LDPE. Since LDPE itself already gives some slight plate-out (monitoring test on virgin LDPE), it is expected to find plate-out from colored LDPE. Tests showed that the rating for colored LDPE plate-out is much lower for RPC-10 than for EA-10 (Figure 4), and that the plate-out of virgin LDPE is higher than the plate-out of LDPE colored with RPC-10.
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Figure 3 Click to enlarge |
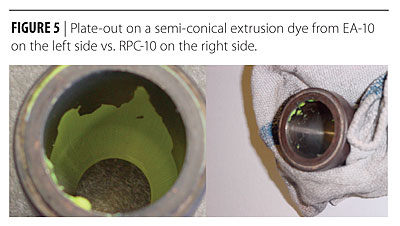
A production run was carried out, where thick film was blown through a semi-conical dye of the extrusion section before going to the mold. After finishing the run, the dye was removed and pictures were taken. Figure 5 shows how the EA-10 (left side) behaves compared to the RPC-10 (right side).
The ultimate test was done on the blow molding machine, where a double check could be done regarding plate-out, one by monitoring the plate-out on the mold surface and another by monitoring the weight increase in the blowing pen.
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Figure 4 Click to enlarge |
After a continuous bottle blowing run during 8 hours of a compound of HDPE and 1% RPC-10, no plate-out on the mold surface and hardly any increase in the blowing pen weight could be recognized.
Another important parameter on which we focused was the heat stability of the new colorants. Measurement of the CMC ∆E values may not be considered the most appropriate way to judge and understand the impact of exposing fluorescent pigments to heat. A better and more differentiated parameter is the percentage of the maximum reflection after 30 seconds dwell time at different temperatures.
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Figure 5 Click to enlarge |
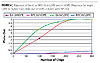
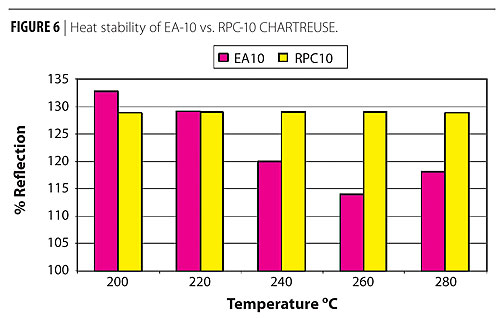
Monitoring 3 mm-thick HDPE chips colored with 1% RADGLO EA-10 showed a 15% reduction in stability with respect to maximum reflection between 220 and 280 °C, while similar chips colored with 1% RADGLO RPC-10 exhibited stable maximum reflection (Figure 6).
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Figure 6 Click to enlarge |
Gem-Tone Solutions for Efflorescence
New clarifiers are expanding the clarified polypropylene (cPP) market. Suitable colorants are vat dyes (perform as pigments), pigments and polymeric colorants. Clarified PP colorants need to be controlled for clarity, haze, migration and extraction properties. Our Gem-Tone™ colorants are dye-modified polymers, where the dye is a part of the polymer backbone (Figure 7).
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Figure 7 Click to enlarge |
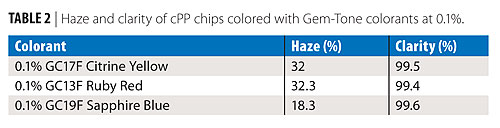
Results of haze and clarity measurements on 1.25 mm-thick colored, clarified PP (TV051) resin are given in Table 2.
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Table 2 Click to enlarge |
All extraction studies were performed according to FDA guidelines. Concentration measurements were analyzed using fluorescence spectrophotometry with sensitivity to 0.5 ppb. Studies considered the usual food simulants on molded square inch per 10 ml solvent, as well as consumption factors and daily intake (Table 3).
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Table 3 Click to enlarge |
Gem-Tone colorants are solid, amorphous resinous materials of high molecular weight. They offer high tinctorial strength, with superior optical and migration properties. This patent-pending technology has FDA approval (Table 4).
There is no need to worry about warpage, haze or bleed caused by the color component. Proper crystallization of cPP parts is a critical factor for molders to ensure optimum clarity, uniform shrinkage and desired cycle time. Gem-Tone colorants do not alter the thermal behavior of the cPP parts. Our current R&D projects are targeting the development of fluorescent FDA colorants for the future.
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Table 4 Click to enlarge |
Formaldehyde-Free Series
In addition to the plastic colorants (EA and RPC series), we have recently introduced a formaldehyde-free series, dedicated to each application area. The DermaGloTM series has been designed for cosmetic applications. After carrying out the synthesis of polyester-3 (INCI name), it is colored with selected D&C-approved colorants. After milling and carrying out a severe quality control, DermaGlo is generated. The DermaGlo series offers the following benefits to the cosmetics industry:
- Lower perception for skin imperfections;
- Unique effects, cosmetic regulations conformity;
- Larger color space;
- Daylight and UV (black) light fluorescent effects;
- Excellent compatibility with emulsions;
- Stir-in colorants, just mix. No grinding, dispersion or shear forces, no dispersing additives;
- No particle-size-related problems;
- Non-staining formulations, no migration in common cosmetic formulations;
- Improved light fastness and heat stability (vs. dyes);
- Better pH stability than dyes or lakes;
- No odor or taste; and
- Adaptable technology for other dyes, lakes pigments and additives.
The RADGLO PAP series serves the paper coating market. A complete color range of these polyester-based colorants is available. RADGLO STX colorants are formaldehyde-free water-soluble toners. They also have excellent solubility in acetone and MEK. Thanks to their improved storage stability, a better solubility upon aging is the result. Products were launched in July 2009.
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Figure 8 Click to enlarge |
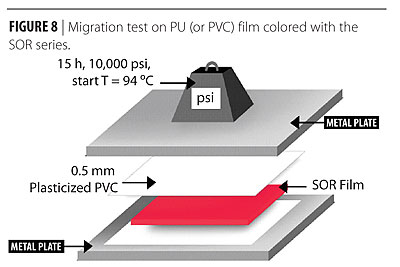
RADGLO SOR pigments are based on thermoset polyester amide chemistry. These formaldehyde-free pigments are developed to overcome the formaldehyde out-gassing especially at high temperatures. Possible applications for use are plastic safety materials, rubbers, PVC, PU, paint and printing inks.
In order to evaluate the migration performance of the SOR series, a colored PU foil was pressured to white plasticized PU foil in accordance with our internal test method M57 [15 h, 10.000 psi, start T = 94 °C (Figure 8)]. No migration could be noticed in PU. Good results have also been obtained in PVC.
Low Solubility in Oils of Fluorescent Dyes
 Credit: Radiant Color N.V. Credit: Radiant Color N.V. |
| Figure 9 Click to enlarge |
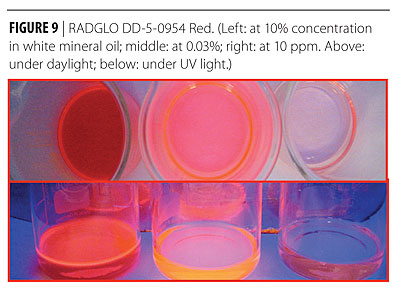
In the past, only yellow fluorescent oil markers (mainly for leak detection) such as RADGLO CFS-0-06 YELLOW have been available on the market. In order to differentiate oil marking, the industry was in need of other vivid fluorescent oil markers. For this purpose we developed RADGLO DD-5-0954 Red, which can be used additionally to mark paint and check the surface smoothness (no defects) of molded articles (Figure 9). Marking paint is especially recommended for protective paint (bridges, constructions, ships) before applying the topcoat in order to ensure complete protection.
Summary
In recent years we have been able to address different disadvantages of older generations of fluorescent pigments. Besides the new products, we have improved considerably the solvent resistance of our standard formaldehyde-melamine fluorescent pigments (RADGLO PS and PC series), made them “greener” (safer dyes), and introduced ink bases with better tack and press stability, and a novel quick-fading pigment.2 We continue to develop what our customers need and introduce greener and safer products. In this sense, we are concentrating in the near future on the following projects:
- FDA-approved fluorescent plastic colorants;
- Secure complete compliance with REACH;
- Solvent-resistant fluorescent cosmetic pigments (for nail varnish); Introduction: January 2011;
- High-color-strength RPC colorants (plate-out free). Introduction: 2010/2011.
For more information, contact Dr. Rami Ismael, Radiant Color N.V., rami.ismael@radiantcolor.be.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}