1K Waterborne PUD Topcoat with 2K Polyurethane Performance
Introduction
PUD resins were first introduced in the late 1960s and commercialized in the early 1970s. These aqueous PUD resins, consisting of 30% to 50% weight solids dispersions of polyurethane-filled micelles in a continuous water phase, have grown rapidly to become an important class of polyurethane resin in the industrial maintenance marketplace.(¹)
PUDs are fully reacted, high-molecular-weight polyurethane polymers dispersed in water. The polymers are prepared from polyoxyalkylene, polyester or polycarbonate diols and di-functional isocyanates with water-dispersible functional groups such as carboxylic acids built into the isocyanate-terminated prepolymer backbone. Neutralization is usually achieved by using a tertiary amine such as triethylamine. The polymer is dispersed in water at high speed to produce an ultra-fine, stable dispersion.(¹) Aliphatic polyester-based PUDs have been the most commonly used type in industrial maintenance coatings.
Industrial maintenance coatings based on PUDs are used in a wide variety of applications. They combine the convenience of a one-component product, ease of use, low toxicity and low-VOC content with excellent performance properties such as good gloss and color retention, toughness, abrasion resistance, graffiti resistance and chemical resistance.
Experiment and Discussion

|
| Table 1 Click to enlarge |
Pigmenting the PUD Resin
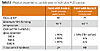
Dispersing pigment into a polar system such as a waterborne PUD presents unique challenges. PUD resin systems are not inherently good media for achieving the degree of dispersion required for high-gloss finishes, so identification and optimization of the proper dispersing agent is extremely important. Initially, five different dispersing agents were evaluated at various usage levels (Table 1). A good dispersing agent must have good compatibility with the binder and other additives in the formula. It should promote overall coating stability, color development, color reproducibility and good rub out in a white tinting base. For high-gloss finishes, the dispersing agent must provide not only good pigment wetting but also proper pigment de-flocculation and electrostatic stabilization to achieve high gloss at both 20º and 60º illumination angles. With the proper dispersing agent identified and optimized, the newly-developed product achieves a gloss >90 @ 60º and 75 @ 20º, as well as good color acceptance and pigment stability.
Coalescence and VOC Compliance
As with other dispersion resins, film formation of PUDs is achieved via the coalescence of the dispersion resin after its application as a film. In the past, resin manufacturers often included powerful coalescent solvents such as n-methyl-pyrrolidone (NMP). Now, lower-VOC, NMP-free dispersions have been offered for coating formulators who prefer to select their own co-solvent system and develop low-VOC products. However, there is always a balance between the lowest VOC and the best performance that can be achieved based on the performance requirement of the product. This new PUD topcoat has achieved high-performance properties with a VOC <200 g/L.
Particle Size and Film Formation
|
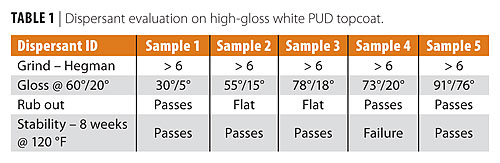
| Table 2 Click to enlarge |
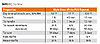
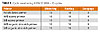
PUD resins consist of very fine particle size dispersions, with typical resin solids on the order of 30% to 50% by weight of the total dispersion. Particle size of the PUD resin can be varied with any change of process in the synthesis. The performance properties of the PUD are directly dependent upon the particle size of the dispersion. Generally, the smaller the particle size of the polyurethane dispersion, the better the film formation. Smaller particle size helps the polyurethane dispersion in forming a continuous solid film through coalescence. The data in Table 2 shows that the smaller the particle size of the polyurethane dispersion, the better the performance of the coating.

|
| Figure 1 Click to enlarge |
Plasticizers in PUDs
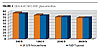
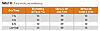
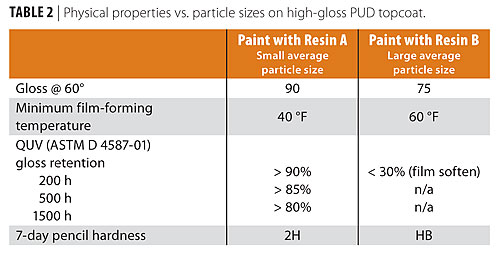
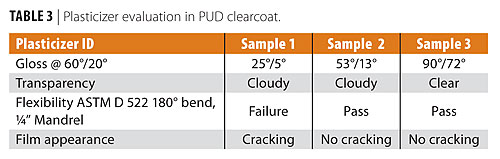
Plasticizers are commonly used with PUD resins to increase flexibility, tensile strength and modulus of the dry film. The use of plasticizers lessens the possibility of film cracking and improves intercoat adhesion properties and adhesion to the substrate. Figure 1 shows how the film properties improved when plasticizer was added to the formula.

|
| Table 3 Click to enlarge |
In this case, the flexibility of the film and the adhesion to the metal substrate increased when plasticizer was added. Great care must be taken in the choice and level of plasticizer. An inappropriate plasticizer can cause haziness and lower gloss of the paint film (Table 3). The plasticizer selected in this PUD topcoat gives the finish a flexible and high gloss clear film.
Coating Performance
|
| Figure 2 Click to enlarge |
Mechanical Properties
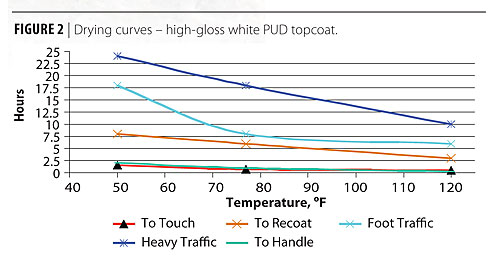
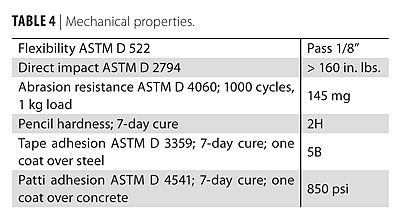
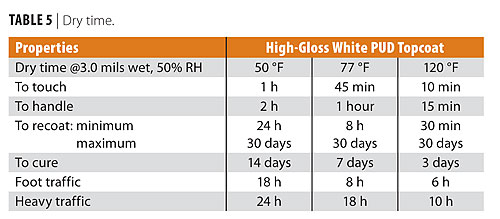
The PUD topcoat described in this paper has excellent mechanical properties as shown in Tables 4 and 5 and Figure 2.
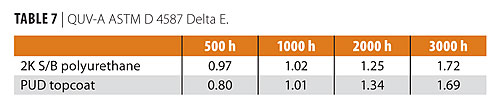
QUV Resistance
The QUV (ASTM D 4587) chamber utilizes a 4-hour light cycle of intense light, using UVA 340 lamps at 60 ºC followed by 4 hours condensation on the coating surface at 50 ºC.

|
| Table 4 Click to enlarge |
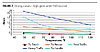
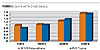
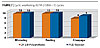
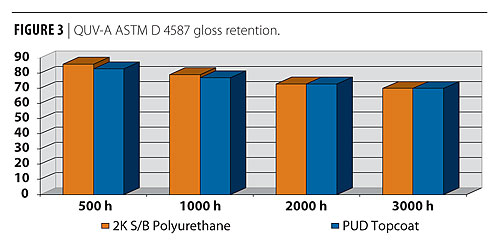
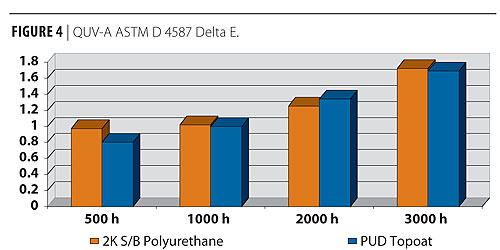
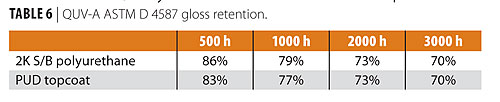
Under these conditions, the newly developed PUD coating showed excellent gloss retention of greater than 70% after 3000 hours exposure (Table 6, Figure 3) and color change of less than 1.7 delta-E (Table 7, Figure 4).
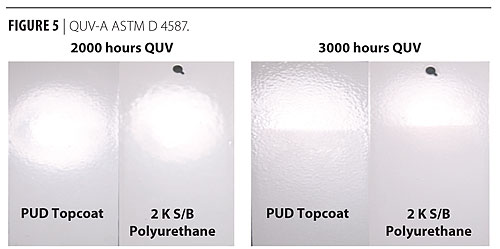
This is comparable to the performance of commercialized two-component polyurethane topcoats (Figure 5).
|
| Table 5 Click to enlarge |
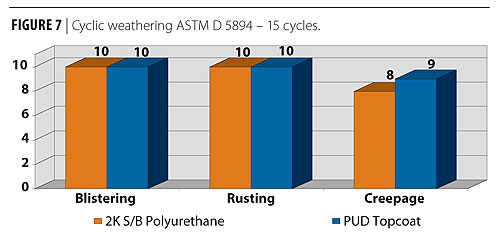
Corrosion Weathering Resistance
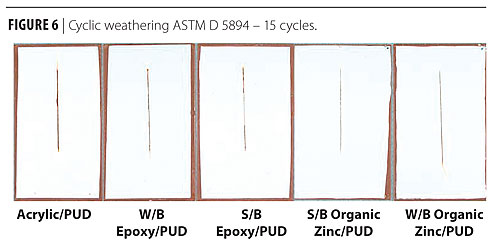
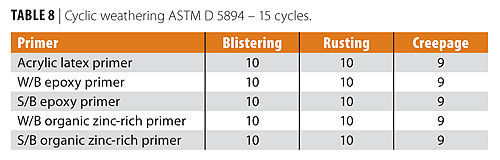
ASTM D 5894 describes a cyclic weathering test that includes wet/dry and light/dark cycles to mimic natural exposures. Test panels are exposed to alternating periods of one week in a QUV chamber and one week in a cyclic fog/dry chamber.
|
| Figure 3 Click to enlarge |
The QUV/condensation cycle is 4 hours UV at 60 ºC and 4 hours condensation at 50 ºC, using UVA-340 lamp. The fog/dry chamber runs a cycle of 1 hour fog at 35 ºC and 1 hour dry-off at 35 ºC.
The fogging electrolyte is a relatively dilute solution consisting of 0.05 % sodium chloride and 0.35 % ammonium sulfate. The new PUD topcoat, applied over a variety of primers, was rated as 10 with no blistering and no rusting after 15 cycles.
|
| Figure 4 Click to enlarge |
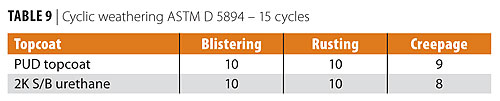
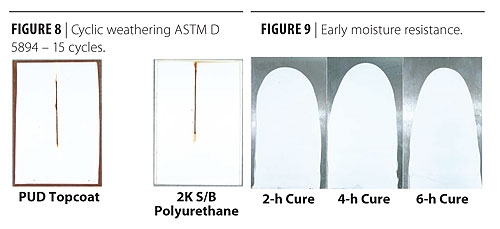
The scribe performance was rated as 9 with 1/64th inch scribe creep (Table 8, Figure 6).
Again, this performance is comparable to commercialized systems of epoxy primer with two-component polyurethane finish (Table 9, Figure 7, Figure 8).

|
| Table 6 Click to enlarge |
Early Moisture Resistance
The PUD topcoat has very good early moisture resistance as tested in a mist box. This test determines the effect of water misting on an applied coating film during various stages of the coating cure cycle.

|
| Figure 5 Click to enlarge |
The mist box cabinet is equipped with six fog nozzles utilizing tap water and has a panel rack for supporting test specimens at an angle of 30º from vertical.
After the coating is applied at recommended film thickness, samples cured for 2, 4 and 6 hours and longer intervals if necessary, are exposed to the mist cabinet for 24 hours.

|
| Figure 6 Click to enlarge |
The panels are removed from the mist box and compared to control panels cured at 77 ºF and 50% relative humidity. Degree of blistering is checked immediately and after recovery using ASTM D 714. Gloss readings are taken and compared to the control panels.

|
| Table 7 Click to enlarge |
Adhesion checks per ASTM D 3359 are made at 1 and 24 hour recovery periods. The PUD coating showed excellent early moisture resistance after only 2 hours cure. See Table 10 and Figure 9.
|
| Table 8 Click to enlarge |
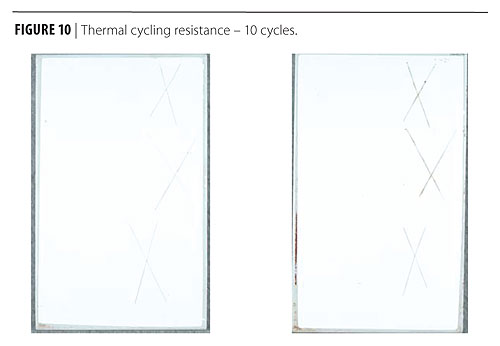
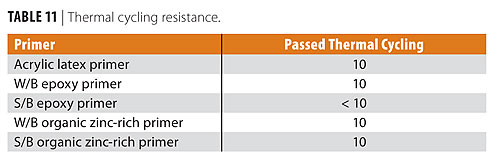
Thermal Cycling Resistance
The PUD topcoat has been tested for thermal cycling resistance over eight different primers including solventborne epoxy, waterborne epoxy, zinc rich epoxy, and acrylic latex. The purpose of this test is to assess the performance of a coating or coating system when exposed to water immersion, freezing and heat/dry thermal cycling conditions.

|
| Table 9 Click to enlarge |
Adhesion performance is evaluated initially, after five thermal cycles and after ten thermal cycles utilizing ASTM D 6677 standard test method for evaluating adhesion by knife. The PUD topcoat proved to have excellent adhesion to a wide variety of primers (Table 11, Figure 10).
|
| Table 10 Click to enlarge |
Graffiti Resistance
|
| Figure 7 Click to enlarge |
The PUD topcoat has good graffiti resistance (ASTM 6578) making it a good candidate for projects in public areas. Graffiti resistance is based on how a defined set of markings is removed by a defined set of cleaning agents.

|
| Figure 8-9 Click to enlarge |
The graffiti marking materials indicated in ASTM 6578 are solvent-based permanent blue marker, solvent-based red spray paint, blue or black wax crayon and water-based black marker. Marking is considered as completely removed if there is no visual evidence of residual material or shadow. The film must maintain at least 80% of its 60º gloss and color shift Delta E, as measured by CIE LAB units, must be less than 1 unit. The coating is applied to a cold rolled steel panel at recommended dry film thickness and air dried for 7 days before the graffiti markings are applied to the film surface.

|
| Figure 10 Click to enlarge |
If the markings can be completely removed with a cotton cloth, the surface is rated as cleanability level 1; if mild detergent is required to completely remove the markings, the surface is rated as cleanability level 2; if citrus cleaner is required to completely remove the markings, the surface is rated as cleanability level 3; if isopropyl alcohol is required to completely remove the markings, the surface is rated as cleanability level 4; if MEK is required to completely remove the markings, the surface is rated as cleanability level 5; if MEK does not completely remove the marking, the test is completed and the surface is rated as not cleanable.

|
| Table 11 Click to enlarge |
Chemical Resistance

|
| Table 12-13 Click to enlarge |
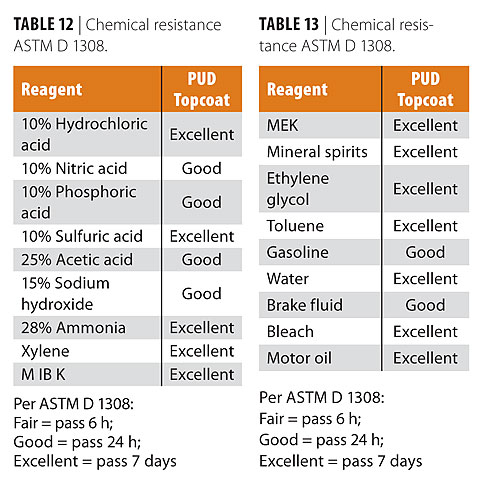
The PUD topcoat has excellent resistance to a wide variety of industrial and household chemicals. Results of chemical resistance spot tests run in accordance with ASTM D 1308 (Table 12, Table 13 ) shows the PUD topcoat resists acids, bases, industrial solvents such as ketones, alcohols, glycol ethers, and aliphatic and aromatic hydrocarbons and other various chemicals such as bleach, motor oil and brake fluid.
Hot Tire Pick Up
|
| Table 14 Click to enlarge |
The PUD topcoat shows good ‘hot tire pick up’ resistance properties making it suitable for use as a floor coating. The test procedure used for determining resistance to ‘hot tire pick up’ involves clamping a piece of heated tire to the coating surface, exposing the clamped assembly to a wet heat and evaluating for paint removal or sticking to the tire. The system is rated as: 1 = no removal, 2 = moderate removal and 3 = total removal. The new PUD coating achieved a rating of 1 in the ‘hot tire pick-up’ resistance test.
Recommended Systems
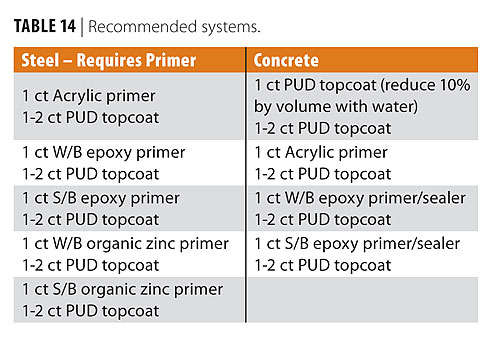
The PUD topcoat can be applied directly to concrete and primed metal substrates. The coating is compatible with a wide variety of primers including waterborne acrylic, waterborne epoxy, solventborne epoxy, waterborne organic zinc rich primers and solventborne organic zinc rich primers. These systems offer comparable exterior durability and corrosion resistance to two-component waterborne and solventborne primer/polyurethane coating systems. Table 7 shows examples of recommended systems. Thermal cycling test results show that, after 10 cycles, these systems maintain good intercoat adhesion (Table 14).
Conclusion
The new one-component waterborne PUD coating is formulated using an aliphatic polyester urethane dispersion. It is designed for use as a topcoat over concrete and primed metal substrates. The coating air dries to a tough, glossy finish that provides abrasion resistance, graffiti resistance, chemical resistance, moisture resistance and UV resistance. This new innovative product offers comparable performance to two-component waterborne and solventborne polyurethane coatings used in industrial maintenance applications.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}