A New Solvent-Free Defoamer/Deaerator
Further, the use of airless spray equipment improves coating efficiency and reduces waste, but at the same time increases the incorporation of air due to the shear forces that are inherently part of the application process. Defoamer technology has advanced over the years, along with coating technology, VOC reduction and application equipment.
Mineral oil defoamers are economical and effective, but often contain a large level of VOCs. Siloxane and silicone defoamers provide improved effectiveness at low dosage, but they lose defoaming properties during coating storage, can increase defects like cratering and poor recoatability, and are sometimes difficult to incorporate during the coating production process.
Cytec has developed a new class of polymeric defoamer/deaerator based on patented technology that outperforms traditional defoamers. It is nearly 100% active and provides powerful defoaming and deaerating activity, while maintaining effectiveness during the coating’s shelf life. Further, it provides the benefit of improved flow and leveling properties and can be used in both coatings as well as pigment paste concentrates.
Defoamer Theory
In many industrial processes, surface-active substances are employed in order to obtain desired effects. For instance, aqueous coating compositions require a range of auxiliary products and additives, such as emulsifiers to disperse water-insoluble binders, and additives to improve substrate wetting and pigment dispersion. An undesirable side effect of these surface-active substances however, is that they stabilize foam introduced in the course of preparation or application of the coating composition.
When talking about foam one has to distinguish between macrofoam and microfoam. Macrofoam is mostly located on the coating surface and is surrounded by a duplex film with two liquid/air interfaces (double layer), whereas microfoam occurs inside of a coating film (air entrapment) and is characterized by a single liquid/air interface. These two types of foam also differentiate defoamers from deaerators. Defoamers are mostly effective against macrofoam, whereas deaerators suppress microfoam. In practice, the terms “defoamer” and “deaerator” are often mixed up, and several commercial products are optimized to prevent macro- as well as microfoam.
Both kinds of foam impair surface optics of coatings, causing surface irregularities and reducing gloss and transparency. Microfoam also adversely affects the protective properties of coatings, as the effective film thickness is reduced and pinholes may be formed out of small bubbles.
The function of defoamers is based on disturbance of the double layer of the macrofoam lamella. Substances with very low surface tension are used, as they cannot be wetted by the foam bubble. Foam-stabilizing substances move away from the defoamer droplet, which finally causes collapse of the bubble. Surfactants are often used together with defoaming substances to improve the spreading behavior of the defoamer droplet on the bubble surface.
The mode of action of deaerators is still not fully understood, but a couple of trustful theories have been published on this topic.(1) Deaerators seem to prevent microfoam during application while reducing the droplet size of spray coatings. These small droplets have less air entrapment than bigger droplets do, and therefore a reduction in microfoam formation is observed.(2) Small air bubbles more likely dissolve in the surrounding liquid phase or collapse with bigger bubbles because of their higher internal pressure (Young-Laplace equation).(3) As a consequence, small air bubbles disappear while big ones flow to the coating surface with higher velocity (Stokes’ law, valid for nonvertical surfaces).(4)
The Young-Laplace equation is
Pin = Pout + 2s
r
where pin is the internal pressure, pout is the external pressure, s is the surface tension, and r is the bubble radius.
Stoke’s law (simplified version) is
n ~ r2 /h
where v is rising velocity of the foam bubble, r is the bubble radius, and η is the dynamic viscosity of the fluid.
Another theory refers to the incompatibility of deaerating substances in the coating. Due to this partial insolubility, deaerators accumulate at the air (bubble)/coating surface and displace foam-stabilizing substances.(5)
Application Effects
Modern application techniques like airless or air-assisted airless, as well as the desire to apply thick layers of coating in one application, challenge coating producers to deaerate systems. Airless spray does not use compressed air. Instead, paint is pumped at increased fluid pressures (34 to 450 bar
Traditional Defoamers
Mineral oils, silicones and modified polydimethylsiloxanes are widely used in waterborne coatings. To a lesser extent, glycol and glycol blends with surfactants are also used for defoaming and deaerating. Mineral oils and mineral oils with finely dispersed particles of wax or silica are effective defoamers, and typically dispensed in some type of solvent like mineral spirits, which contribute to VOCs. Silicones and modified polydimethylsiloxanes can be used with or without finely dispersed particles. Although effective in both defoaming and deaerating, they can sometimes be difficult to disperse in coatings. Further, they can re-agglomerate, causing craters, recoating and other defects.
In the case of modified polydimethylsiloxanes, they can hydrolyze and lose effectiveness during coating storage. Both silicones and modified polydimethylsiloxanes are often avoided in appearance-critical applications like automotive coatings. Like mineral oil, glycols and glycol-surfactant blends often contain VOCs. They can be more compatible with waterborne coating systems to reduce potential defects, but by design could also be less effective.

|
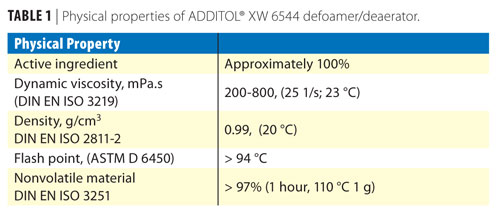
| Table 1 Click to enlarge |
New Class of Defoamer/Deaerator
ADDITOL® XW 6544 addresses many of the limitations of traditional defoamer and dearating technologies. It enables coating formulators the latitude to improve the application properties of low-VOC, high-viscosity coatings used in typically difficult application techniques. This is equally important for both coatings as well as solvent-free pigment concentrates used in point-of-sale (POS) tinting machines. Table 1 discusses the physical properties of this new defoamer/deaerator. To demonstrate some of the key benefits, comparative work in both a coating and pigment concentrate application is discussed.

|
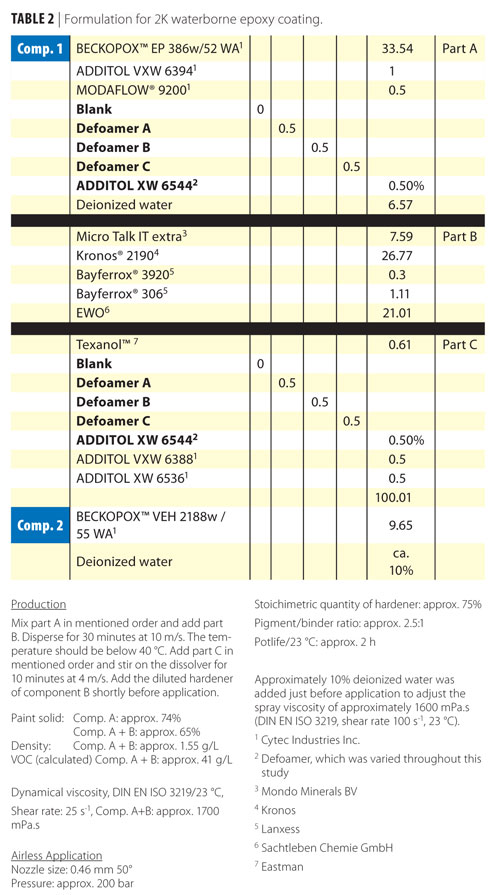
| Table 2 Click to enlarge |
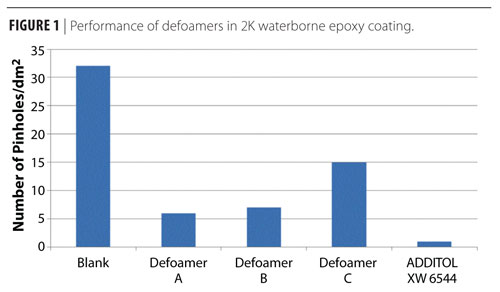
Performance in 2K Waterborne Epoxy Coating Systems
A 2K waterborne epoxy coating for airless application was produced according to the formulation found in Table 2.
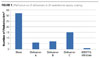
A series of coatings was prepared in order to test several defoamers with different chemical compositions. The finished coatings were applied on steel substrates and the number of pinholes in the cured film was determined. The performances of the defoamers were tested in application trials. The different coatings were applied with airless equipment (SATA® shark™ M 3227) at a working pressure of 7 bar (corresponding to 224 bar spray pressure) with a 46/50 nozzle.
|
| Figure 1 Click to enlarge |
The substrates were untreated steel panels. The coating was applied in increasing film thickness from 60 to 200 µm dry film thickness (dft, determined by byko-test 8500 basic Fe/NFe, BYK Gardner). Twenty minutes after application the panels were cured in the oven at 70 °C. These panels were examined for pinholes in an area of dft from 120 to 140 µm. The number of pinholes per dm² was determined. The results are given in Figure 1.
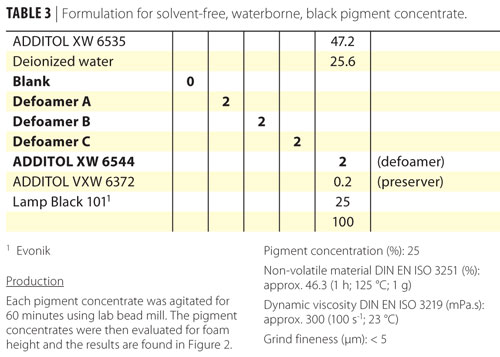
Performance in Solvent-Free, Black Pigment Concentrate
A series of solvent-free, waterborne, black pigment concentrates were prepared according to the formulations in Table 3. As with many black pigments and other high-surface-area pigments like organic red and blue pigments, foaming and deaerating are difficult and can lead to long processing times, poor pigment wetting, flocculation and pigment settling. Several defoamers were evaluated according to manufacturers’ recommendations and are summarized in Table 3.

|
| Table 3 Click to enlarge |
|
| Figure 2 Click to enlarge |
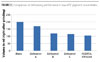
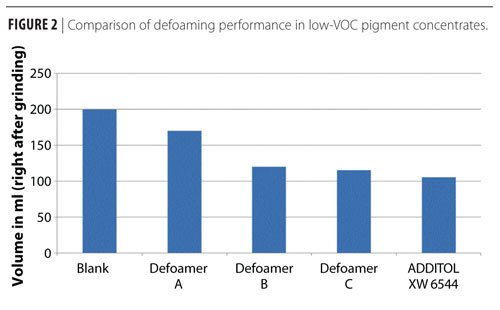
The series of pigment pastes from Table 3 were then evaluated for foam inclusions by measuring the volume in a glass cylinder directly after the grinding process. The results are shown in Figure 2. ADDITOL XW 6544 compared to commercial defoamers and the pigment concentrate without defoamer (blank) provides much improved efficiency to deaerate solvent-free pigment concentrates using high-surface-area black pigment. This is demonstrated by decreased volume of pigment concentrate, right after the grinding process, where less foam is stabilized.
Conclusions and Future Developments
ADDITOL XW 6544 represents a new class of defoamer/deaerator technology that allows for improved appearance as well as effective defoaming characteristics, especially in low-VOC, high-viscosity coatings applied by airless application. Further, it has been demonstrated that ADDITOL XW 6544 is well suited for solvent-free pigment concentrates. Future work includes the development of a range of defoamers to be used in high-gloss topcoats and clearcoats.
For more information, visit www.cytec.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





.webp?height=200&t=1672116434&width=200 "Sustainability and Bio-based")

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}