Eliminating Agglomeration of Partially Melted Powder Resulting from the Grinding Process
The investment in a liquid nitrogen cooling system has proven to be a very cost-effective solution to the powder agglomeration problem.
The grinding of solid materials to produce powders is a common manufacturing step found in many industries. In the coatings industry, grinding may be used in the preparation of pigments and of powder coatings. Of particular focus in this article is an application solution successfully deployed in the production of powder coatings. In the powder coating industry, several different types of polymeric matrices are dealt with. These include epoxies, epoxy polyesters, polyesters, acrylics and polyurethanes.
Each material has its own mechanical and physical properties, but, when converting any of them from feedstock chips to ground powder, the friction of the grinding process itself generates a sufficient amount of heat to cause a quality problem resulting from the agglomeration (“clumping”) of partially melted powder particles or heat-induced changes in ground material properties. This problem is worse when the ambient temperature is high.
The quality burden on the manufacturer is two-fold:
- First, it becomes necessary to inspect all batches pro-actively, immediately after processing and again after a short storage period;
- Second, any failed material requires re-processing – followed by a second round of inspection (possibly leading to additional re-processing and re-inspection).
The economic and productivity benefits of minimizing – or totally eliminating – the problem are intuitively obvious.
Characterizing the Problem
At Spraylat, high-throughput grinders are used in combination with sifters to grind the feedstock chips and collect properly sized powder – the target particle size range is 35 to 65 microns, depending on the product. The grinding and sifting equipment itself is not unusual.
Processed material is collected into cardboard boxes, fiber drums and large gaylords, each lined with a plastic bag, with a capacity ranging from 50 lb per box up to 1500 lb per gaylord.
Ambient temperature in the processing area is normally in the range of 75 °F – 77 °F, but can climb to levels as high as 85 °F in the summertime. The temperature of the powder in an in-process container (i.e., during fill) can reach 100 °F.
At first, it was noted (entirely empirically) that agglomeration was problematic when packing into large gaylords on hot days The mass of the material insulates the core of the container, causing heat dissipation to be slow. As a result of exposure to the high temperatures – for prolonged periods – material at the core of the container fuses, creating clumps of “out of specification” material. Higher ambient temperature outside of the container aggravates the problem of heat dissipation.
When processed powder fails to meet quality specifications, it must be reprocessed. The reprocessing has an obvious impact on lead times, production throughput and production costs.
Initial Outcomes
Based on the information in hand, attempts were first made to lower the ambient temperature in the processing area. It simply was not practical to enclose the area effectively; and ambient air cooling, while partially effective, proved insufficient.
Experiments were also conducted combining the use of ambient temperature cooling with “pre-chilled” material. While some improvements were noted, these improvements were still not sufficient to eliminate the need for ongoing batch inspections or for frequent batch reprocessing.
Spraylat also manipulated the process of the material itself. After extrusion, Spraylat altered various controls to allow better pre-cooling of the material, before the material went to the grinding stage. Again, this showed improvement, but was not good enough.
The end result of these initial investigations was not a solution at all, but what can best be characterized as a “pragmatic work-around.” The processing procedure was revised to require continuous monitoring of the temperature at the core of the collection container. If the temperature exceeded 82 °F (well below the temperature at which problems were observed) at any time during processing, the container was tagged for reprocessing. There was no option for additional testing; the only option was to reprocess.
The pragmatic work-around was a quality success – quality standards were met consistently. However, it did nothing to address the problems of lead time, throughput or production costs.
It was determined that the temperatures of the cooler material and the temperatures of the environment would not defeat the heat developed in the process and that the pragmatic work-around would not serve as anything other than a temporary solution. Therefore, Spraylat considered the need for an alternative solution that would eliminate reprocessing in a way that was both cost effective and non-disruptive to the flow of work.
Consider Cryogens
From past experience, Spraylat engineers knew that cryogenic liquids (such as nitrogen and carbon dioxide) could be used in grinding applications to lower the temperature of the ground material.
Initial efforts were focused on justifying the benefits of using cryogens versus the disadvantages of adding another consumable and a variable to an already technologically complex process:
- The capital expense of the required cryogen storage and handling equipment;
- The ongoing expense of consumable cryogen; and
- The costs of additional complexity (training, operation, maintenance, safety).
Spraylat needed a supplier/partner that would help determine which cryogen was the best for the job, demonstrate that the cryogen cooling approach works, and ultimately, engineer a solution that would seamlessly integrate with Spraylat’s powder production process.
MATHESON was a willing partner to assist Spraylat in reaching its objectives, minimizing the cost of trials and demonstration, and finalizing the commercial equipment design and installation, while also looking for ways to minimize ongoing consumption costs. MATHESON was also a willing partner to assist with training, maintenance, safety and other concerns.
Choosing the Cryogen
There are several cryogens available, among which carbon dioxide and liquid nitrogen are the most popular. Carbon dioxide (CO2) is an effective cooling gas, but suffers some inherent disadvantages.
- As a greenhouse gas (GHG), Spraylat would be required to monitor and report carbon dioxide consumption and release;
- As a GHG, carbon dioxide would be neither a popular choice nor one that was compatible with Spraylat’s policies on environmental sustainability;
- Carbon dioxide might also pose a worker safety risk, because it is heavier than nitrogen and is more difficult to exhaust;
- The supply of carbon dioxide is subject to seasonal allocations, and its pricing is impacted by supply chain disruptions and surcharges; and< br>
- Carbon dioxide is faintly acidic, which may react with the powder material or affect powder quality.
Nitrogen had none of the disadvantages of carbon dioxide, and was identified as the cryogen of choice because of its efficacy as a cooling gas, availability, stable supply chain and zero environmental impact. Nitrogen composes approximately 79% of atmospheric air, and liquefied nitrogen is widely available, so supply is not a concern. Like carbon dioxide, nitrogen is a simple asphyxiant (does not support life), but is a much lighter gas, and is more easily vented.
|
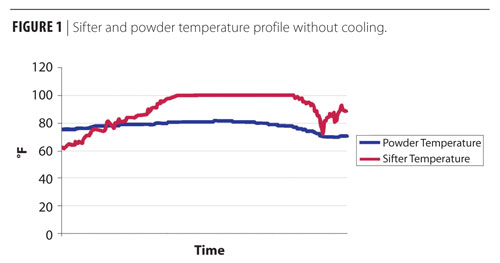
| Figure 1 Click to enlarge |
As a final advantage, liquefied nitrogen is widely used in a number of applications for chilling and freezing. It is easily stored, and equipment for handling liquid nitrogen is readily available and inexpensive. The obvious advantages of nitrogen over carbon dioxide made nitrogen a clear winner as the cryogen of choice for Spraylat’s application.
Just as carefully, MATHESON considered the requirements of exhausting the spent cryogen vapor and recommended that oxygen deficiency monitors (with alarms) would need to be installed in poorly ventilated work spaces.
|
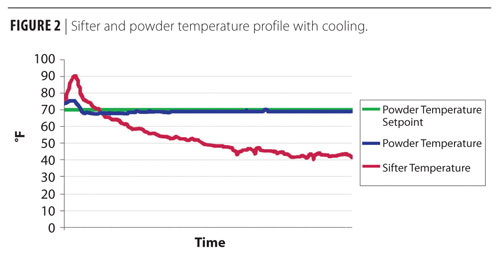
| Figure 2 Click to enlarge |
As a first step, Matheson supplied a demonstration system, liquid nitrogen product, and the equipment necessary to connect the nitrogen supply to the demonstration system as well as for connecting MATHESON’s system to Spraylat’s equipment. The results of the trial exceeded Spraylat’s expectations (Figures 1 and 2).
The MATHESON system performed well with several different types of sifters, maintaining powder temperature to within +/-0.2 °F from a desired temperature set point.
The results of the trial, combined with MATHESON’s track record of quickly developing a well-engineered solution within the required time frame and at a cost that provided Spraylat with the necessary economic justification, gave Spraylat confidence in the outcome.

|
| Figure 3 Click to enlarge |
System Design Considerations
Liquid nitrogen is injected into the process from within the feed throat of the sifter (Figure 3). The exact location of the injection nozzle and the specific flow rate of nitrogen are subject to the configuration of the sifter and variables of the process itself. Detailed calculations fall outside the scope of this article, but general considerations are described below.
The nitrogen injection system is activated when the grinding process starts to pre-cool the sifter interior before receiving any ground powder. The rate of liquid nitrogen injection is based on the temperature of the processed powder at the sifter discharge. The powder temperature is monitored by means of a thermocouple. An active proportional controller is employed to modulate the dosing of nitrogen. This prevents over-cooling and minimizes wasted gas. A separate thermocouple and temperature controller are used to monitor sifter temperature to ensure no over-freezing.
In order to obtain effective cooling, the liquid nitrogen injector is located directly in the center of the powder feed duct and is pointed in the direction of the powder travel. This allows for sufficient contact time between the powder and the cold nitrogen fluid, which is necessary for the heat transfer to occur between the two.

|
| Figure 4 Click to enlarge |
Liquid nitrogen changes from liquid phase to gas phase at -320.4 °F at atmospheric pressure. When injected into the powder feed upstream of the sifter, the nitrogen rapidly goes to gas phase. The brief contact between the comingled powder and cold, liquid-phase nitrogen is sufficient to cool the powder. Further cooling is achieved from the cold nitrogen vapor, which serves to “refrigerate” the immediate atmosphere in the sifter and the powder output chute.
Generally, in order to lower the powder temperature by 10 °F, the nitrogen consumption rate is approximately 0.1 lb of liquid nitrogen per 1 lb of powder.
Importantly, the impact of nitrogen flow on final temperature is not linear, and is subject to many variables (such as grinding throughput, particle size and so on). The rate at which the cryogenic fluid is delivered into the powder stream, the powder feed rate and material properties will determine the amount of cooling that is available and the final temperature of the powder. The target powder temperature at the discharge of the sifter is 75 °F. Higher initial powder temperature or higher grinder throughput will require higher liquid nitrogen injection rates. If the initial temperature of the powder is lower, or if the grinder feed rate is lower, then less nitrogen will be required to cool the powder.
In addition to process-specific and safety considerations, ease of use, cleaning and maintenance are just as important and were built into the system design.
Results
Prior to using liquid nitrogen cooling, reprocessing had a detrimental effect on production schedule and cost. With multiple processing lines producing between 500 and 2000 lb of powder per hour and dozens of 1500 lb gaylords being filled per day, when a container required reprocessing, this meant at least 10 - 30 min of production time per container had been lost – plus the time required for analysis, scheduling, unpackaging and documentation, in addition to the added cost of reprocessing and re-packaging. Due to production demands, there were scheduling conflicts and scarce time left available for maintenance, cleaning or product changes.
The investment in a liquid nitrogen cooling system proved to be a very cost-effective solution to the powder agglomeration problem. With the liquid nitrogen system in place, quality failures due to particle agglomeration are zero. Production line scheduling is easier and more reliable. Lead times are shorter and more predictable.
Due to optimized liquid nitrogen usage, the ongoing operating costs are low. After accounting for the capital costs of system installation, payback on the systems was estimated to be less than two years; after which time the continued use of the liquid nitrogen system would net an ongoing savings in operational cost.
For more information, visit www.mathesongas.com and www.spraylat.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







{kind=link}
{kind=link}
{kind=link}
{kind=link}