Airless Spraying of Solvent-Free Two-Component Epoxy Systems
Epoxy
systems are widely used in many industries such as pulp and paper, power, oil
and gas, petrochemical, sugar, water and wastewater, heavy equipment and
transportation, HVAC, marine and offshore production, and chemical
production/storage, among others. Their use is based upon their excellent
adhesion to steel and concrete, good mechanical properties, erosion/corrosion resistance
and chemical resistance. They can be used as
coatings applied to the exterior of structural steel, concrete, wood, or any
other surfaces that are subject to chemical condensation, fumes or splashes.
They can also be used for lining the interior of pipework, vessels, tanks or
any other process equipment in permanent contact with
chemicals.
Solvent-free, two-component epoxy systems consist of a resin base and a solidifier (also known as hardener or activator). These products contain little or no VOC and cure through a polymerization process. The base component typically contains an epoxy-functional resin modified with a suitable diluent, and the solidifier typically contains a polyamine or polyamide hardener. Both components are mixed and allowed to cure for a certain amount of time dictated by environmental variables such as temperature and relative humidity.
Resin bases are usually more viscous than their respective solidifier. These systems are generally applied by brush, roller, applicator or airless spray. This article will focus on the application of solvent-free, two-component epoxy systems using airless spray.
Some of the drawbacks are due to the high pressure levels involved in the operation itself and include:
As previously explained, spraying involves driving a stream of fluid from one point to another until it finds atmospheric resistance and breaks up. This resistance tends to overcome three properties of fluids, which have a significant effect on airless spraying. These are surface tension, density and viscosity; the latter being the most critical for proper atomization.
Viscosity has a great influence on the final atomizing pressure as it tends to prevent fluids from breaking up. As aforementioned, bases of solvent-free, two-component epoxy coatings are usually more viscous than their respective solidifiers. Once mixed, the final product undergoes several rheological stages from semi-liquid stage through gelation stage until it is converted into a solid film. During this curing process the viscosity of the material increases, making it more difficult to spray.
Adding solvents to “thin” solvent-free, two-component epoxy systems as a means to reducing viscosity (making it more sprayable) has a detrimental effect on the adhesion of the system as well as its erosion/corrosion and chemical resistance. This is why this is not desirable. Hence, the only practical possibility lies in increasing the system temperature up to an acceptable level. On the one hand, this allows the coating to be applied at faster flow rates. As the coating breaks up in the air and reaches the surface to be coated, its viscosity diminishes rapidly, helping the coating to remain in place, thus reducing sagging or running. On the other hand, by increasing the temperature, the working life (also known as pot-life) of such systems is conversely decreased, which imposes a major risk of failure should the material solidify inside the spray equipment.

Single-component airless spray rigs are generally equipped with a hopper containing the final product, i.e. base and solidifier mixed mechanically or by hand. From the hopper the product is pumped by a double-acting reciprocating pump through the hoses and into a spray gun, which finally delivers the atomized product. A plural-component airless spray rig, on the other hand, is equipped with two hoppers to contain the base and solidifier separately. The spray rig can be set up so pre-fixed proportions of the base to the solidifier are mixed at a fluid mixing manifold, where crosslinking is initiated. From this point on, the coating will travel through the hoses until finally reaching the tip of the spray gun.
Automatically proportioning amounts of base and solidifier is a superior alternative to hand-mixing both components. Hand mixing usually leads to leftover material which translates into higher expenses. Besides, as the material is not pre-mixed in the hoppers, should the spray operation be temporarily halted and the lines need to be purged, both base and solidifier can be re-utilized.
Both single and plural systems should be equipped with trace heating bundles. For single spray units these sets consist of three hoses: the main hose through which the mixed product travels, and two hoses through which the heating medium circulates. For plural sprayers, the bundle consists of two individual hoses, one for each component (base and solidifier) and two other hoses through which the heating medium circulates. Such bundles are paramount in ensuring that the temperature along the line does not decrease at any time, and consequently, the viscosity of the coating does not increase.
The heating medium is usually water because of its abundance and low cost. This is the reason why the heating hoses are also referred to as the water lines. Water is contained in a reservoir, from which it is pumped by an air-operated diaphragm pump into a fluid heater, and back into the line to close the loop. The hoses are finally encapsulated with an insulation material such as nitrile foam and wrapped with adhesive tape.
When using plural-component spray rigs for applying these systems, it is common practice to increase the temperature of the base component and keep that of the solidifier unaltered. This is based upon the fact that the viscosity of bases is generally greater than that of their respective solidifiers. Hence, increasing the temperature of the base alone is generally sufficient to achieve good spray application. Nevertheless, both components can be heated should it be deemed necessary.
Whip hoses are used to connect the trace heated bundle to the spray gun. This gives more flexibility and improves the operator’s maneuverability at the work face. Several static in-line mixers are available for plural-component spray rigs. These are usually interspersed along the length of the whip hoses beyond the mixing fluid manifold. In order to enhance mixing operations, these in-line mixers cut the material to be sprayed in half and turn it 90º several times. Filters are also used for both sprayers to remove any contamination in the supply system while reducing spray gun tip clogging.
A schematic comparison between these two spray rigs is shown in Figure 1.
To compare via pull-off adhesion testing the application of the same solvent-free, two-component epoxy coating by hand to that carried out by plural-component airless spray.
Substrate
Carbon steel panels of dimensions 200 x 200 x 10 mm (7.9 x 7.9 x 0.4 in).
Two panels, hereinafter referred to as Panel 1 and Panel 2, were used for this trial. Panel 1 corresponds to that onto which the coating material was sprayed and Panel 2 that onto which the coating material was hand-applied.
Coating
The material used was a high-performance, 100% solid two-component epoxy barrier coating provided by Belzona. This coating is used for protecting metallic and cementitious substrates against the effects of chemical attack, and as a lining, it is thermally stable up to 140 ºF (60 ºC). Film thickness plays a big role in how the coating will perform.
Set Up and Application Details
Two conclusions can be drawn out of this adhesion test. Firstly, the Belzona coating provided proved to have excellent adhesion to metallic substrates. Secondly, airless spray gives good adhesion values; and therefore, it is an acceptable application method for solvent-free, two-component epoxy systems.
Solvent-free, two-component epoxy systems consist of a resin base and a solidifier (also known as hardener or activator). These products contain little or no VOC and cure through a polymerization process. The base component typically contains an epoxy-functional resin modified with a suitable diluent, and the solidifier typically contains a polyamine or polyamide hardener. Both components are mixed and allowed to cure for a certain amount of time dictated by environmental variables such as temperature and relative humidity.
Resin bases are usually more viscous than their respective solidifier. These systems are generally applied by brush, roller, applicator or airless spray. This article will focus on the application of solvent-free, two-component epoxy systems using airless spray.
Airless Spray
Airless spray is a spray technique that forces a material through a tip or aperture without the need for compressed air to achieve break-up or atomization. In airless spray, pressure is the driving force and is generally supplied to the spray gun by an air-driven reciprocating pump. It is the velocity at which the product flows and consequent friction forces from the atmosphere that causes the product to atomize in droplets of different sizes.-
Airless spraying has several distinct advantages over conventional spray
methods.
- Spray is softer and less turbulent, which reduces the amount of material lost due to bouncing.
- Droplets formed are generally larger and produce a heavier pattern per single pass.
- Production rate is increased as application is conducted faster than any other manually operated method.
- The coating may be driven into crevices, cracks, corners and hard-to-reach areas easier than with conventional methods.
- The equipment for airless spray can be powered by air, electricity and hydraulics.
Some of the drawbacks are due to the high pressure levels involved in the operation itself and include:
- Spray gun tips tend to clog and can be dangerous to clean.
- Accidental skin injection is extremely dangerous as chemicals are driven through the skin pores and into the blood flow.
- Spray operators must be fully trained to service and operate the equipment.
As previously explained, spraying involves driving a stream of fluid from one point to another until it finds atmospheric resistance and breaks up. This resistance tends to overcome three properties of fluids, which have a significant effect on airless spraying. These are surface tension, density and viscosity; the latter being the most critical for proper atomization.
Viscosity has a great influence on the final atomizing pressure as it tends to prevent fluids from breaking up. As aforementioned, bases of solvent-free, two-component epoxy coatings are usually more viscous than their respective solidifiers. Once mixed, the final product undergoes several rheological stages from semi-liquid stage through gelation stage until it is converted into a solid film. During this curing process the viscosity of the material increases, making it more difficult to spray.
Adding solvents to “thin” solvent-free, two-component epoxy systems as a means to reducing viscosity (making it more sprayable) has a detrimental effect on the adhesion of the system as well as its erosion/corrosion and chemical resistance. This is why this is not desirable. Hence, the only practical possibility lies in increasing the system temperature up to an acceptable level. On the one hand, this allows the coating to be applied at faster flow rates. As the coating breaks up in the air and reaches the surface to be coated, its viscosity diminishes rapidly, helping the coating to remain in place, thus reducing sagging or running. On the other hand, by increasing the temperature, the working life (also known as pot-life) of such systems is conversely decreased, which imposes a major risk of failure should the material solidify inside the spray equipment.
Single-Component versus Plural-Component Spray Rigs
There are two main airless spray systems in general use for spraying solvent-free, two-component epoxy systems: single and plural component. These systems are not standardized; most commonly they are custom made to suit specific applications.Single-component airless spray rigs are generally equipped with a hopper containing the final product, i.e. base and solidifier mixed mechanically or by hand. From the hopper the product is pumped by a double-acting reciprocating pump through the hoses and into a spray gun, which finally delivers the atomized product. A plural-component airless spray rig, on the other hand, is equipped with two hoppers to contain the base and solidifier separately. The spray rig can be set up so pre-fixed proportions of the base to the solidifier are mixed at a fluid mixing manifold, where crosslinking is initiated. From this point on, the coating will travel through the hoses until finally reaching the tip of the spray gun.
Automatically proportioning amounts of base and solidifier is a superior alternative to hand-mixing both components. Hand mixing usually leads to leftover material which translates into higher expenses. Besides, as the material is not pre-mixed in the hoppers, should the spray operation be temporarily halted and the lines need to be purged, both base and solidifier can be re-utilized.
Both single and plural systems should be equipped with trace heating bundles. For single spray units these sets consist of three hoses: the main hose through which the mixed product travels, and two hoses through which the heating medium circulates. For plural sprayers, the bundle consists of two individual hoses, one for each component (base and solidifier) and two other hoses through which the heating medium circulates. Such bundles are paramount in ensuring that the temperature along the line does not decrease at any time, and consequently, the viscosity of the coating does not increase.
The heating medium is usually water because of its abundance and low cost. This is the reason why the heating hoses are also referred to as the water lines. Water is contained in a reservoir, from which it is pumped by an air-operated diaphragm pump into a fluid heater, and back into the line to close the loop. The hoses are finally encapsulated with an insulation material such as nitrile foam and wrapped with adhesive tape.
When using plural-component spray rigs for applying these systems, it is common practice to increase the temperature of the base component and keep that of the solidifier unaltered. This is based upon the fact that the viscosity of bases is generally greater than that of their respective solidifiers. Hence, increasing the temperature of the base alone is generally sufficient to achieve good spray application. Nevertheless, both components can be heated should it be deemed necessary.
Whip hoses are used to connect the trace heated bundle to the spray gun. This gives more flexibility and improves the operator’s maneuverability at the work face. Several static in-line mixers are available for plural-component spray rigs. These are usually interspersed along the length of the whip hoses beyond the mixing fluid manifold. In order to enhance mixing operations, these in-line mixers cut the material to be sprayed in half and turn it 90º several times. Filters are also used for both sprayers to remove any contamination in the supply system while reducing spray gun tip clogging.
A schematic comparison between these two spray rigs is shown in Figure 1.
Evaluation of a Solvent-Free, Two-Component Epoxy System Applied by Airless Spray
ObjectiveTo compare via pull-off adhesion testing the application of the same solvent-free, two-component epoxy coating by hand to that carried out by plural-component airless spray.
Substrate
Carbon steel panels of dimensions 200 x 200 x 10 mm (7.9 x 7.9 x 0.4 in).
Two panels, hereinafter referred to as Panel 1 and Panel 2, were used for this trial. Panel 1 corresponds to that onto which the coating material was sprayed and Panel 2 that onto which the coating material was hand-applied.
Coating
The material used was a high-performance, 100% solid two-component epoxy barrier coating provided by Belzona. This coating is used for protecting metallic and cementitious substrates against the effects of chemical attack, and as a lining, it is thermally stable up to 140 ºF (60 ºC). Film thickness plays a big role in how the coating will perform.
Set Up and Application Details
- Panels 1 and 2 were abrasive blasted to Near-White Metal as per NACE No. 2/SSPC-SP 10 “Near-White Metal Blast Cleaning.”
- Substrate profile on both panels was determined to be at least 3 mils (75 mm) by using Testex® replica tape as per NACE RP028702 “Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape.”
- Substrate on both panels was degreased and cleaned using a cleaner degreaser product recommended by the coating manufacturer.
- Air temperature, relative humidity and dew point before, during, and after the application, were recorded to be 58.3 ºF (14.6 ºC), 48.6%, and 39.0 ºF (3.9 ºC) respectively.
- Surface temperature for both panels was recorded prior to commencement of the application and determined to be 23.6 ºF (13.1 ºC) above the dew point.
-
Graco® plural XM sprayer equipped with an XTR-7 spray gun was
used.
- Air-operated diaphragm pump and fluid heater used were a Husky pump and a Viscon heater respectively.
- Pump mix proportioning was set up at a mixing ratio by volume of 3.8:1 (base:solidifier) as per the coating manufacturer.
- Base for spray application was placed in hopper labeled “A“ and heated up to 104 ºF (40 ºC).
- Solidifier for spray application was placed in hopper labeled “B” and kept at ambient temperature, 68 ºF (20 ºC).
- Temperature of base and solidifier was not altered for hand application and was recorded to be 68 ºF (20 ºC).
- Viscon® HP fluid heater was set up at 149 °F (65 ºC) to maintain the temperature throughout the line at 104 °F (40 ºC).
- Husky double diaphragm pump was used to pump the water throughout the water line.
- Air inlet pressure to the pump was set up at 120 psi.
- 30 mesh and 60 mesh filters were used for the base and solidifier lines respectively.
- Heated trace bundle used was 50 ft long.
- Three static in-line mixers were scattered along the whip hose line.
- Spray gun tip used for spraying was Graco XHD-417, and a shortened bristle brush was used for hand application.
- Target thickness was determined to be 10 mils (250 μm) per coat as per the material’s manufacturer.
- Three passes were made per panel.
- Coating was allowed to cure for 14 days based upon curing times specified by coating manufacturer.
- Dry film thickness measurement was conducted using Type 2 Electromagnetic DFT Gauges as per SSPC-PA 2 “Measurement of Dry Coating Thickness with Magnetic Gauges.”
- Three 14 mm test dollies were glued onto the cured coating using an adhesive material recommended for adhesion testing by the coating’s manufacturer.
- After the adhesive material was cured, pull-off adhesion testing was carried out as per ASTM D 4541 “Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers.”
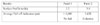
Discussion of Results
Pull-off adhesion testing was carried out to determine the adhesion of a solvent-free, two-component epoxy coating to a substrate when applied by plural airless spray and by hand. The results showed that for the panel onto which the coating was hand-applied, the pull off strength (adhesion) of the coating was over 5,000 psi. Failure mode was cohesive, which means that the plane of limiting strength was within the material and not on the interface between the material and the substrate. For the panel onto which the coating was airlessly spray applied, the pull-off strength value was over 6,000 psi and no failure was recorded.Two conclusions can be drawn out of this adhesion test. Firstly, the Belzona coating provided proved to have excellent adhesion to metallic substrates. Secondly, airless spray gives good adhesion values; and therefore, it is an acceptable application method for solvent-free, two-component epoxy systems.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




