Polymeric Hiding Technologies That Make TiO2 Work Smarter
Scattering Efficiency

|
| Figure 1 Click to enlarge |
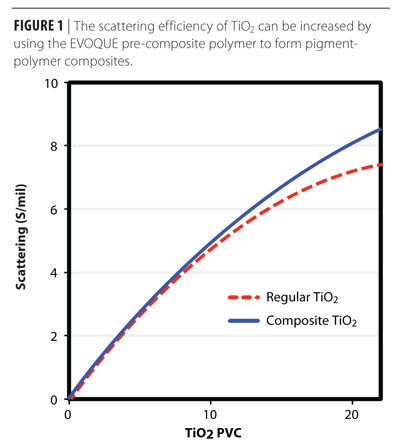
Titanium dioxide has been used in paints for a century, and in the last 50 years has become the predominant white pigment in architectural coatings. The increase in utility was driven by the desire to reduce the toxicity and environmental impact of white lead. In addition, the higher refractive index and greater optical whiteness allowed formulators to achieve high-hiding white paints. The TiO2 suppliers continued to refine their processes to maximize the scattering and hiding power by reducing impurities and optimizing the particle size and distribution.
Today’s commercial grades of TiO2 may be nearing the theoretical limit of scattering obtainable from individual particles of this costly raw material. However, when used in most paint formulations, some of this value is lost because the individual particles of TiO2 cannot scatter independently of one another. Particles that are close to one another interfere with their ability to scatter light efficiently. This effect has been quantified as the overlap of the scattering volumes, which are larger than the actual particles,(1) and is known as dependent scattering or more commonly, crowding. There are three factors that contribute to crowding:
- the use level or concentration of TiO2 in the paint film;
- the effect of extender, especially those of larger particle size;
- the quality of the TiO2 dispersion or distribution in the paint film.
At the use level required in white, pastel and medium bases below critical PVC (CPVC) paints, the TiO2 scattering efficiency is compromised by crowding, as depicted by the regular TiO2 line in Figure 1.
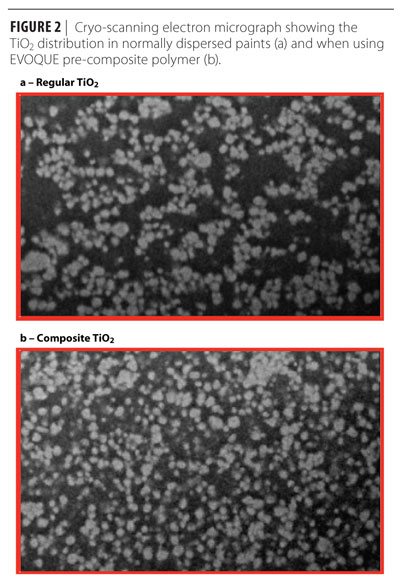
When using high levels of TiO2 there is little that can be done to overcome this effect. The distribution of TiO2 in a paint film is, at best, random. As a result, pigment particles are not equally spaced, which results in areas of low and high concentration, as shown in Figure 2a. The high-concentration areas lower the scattering efficiency of TiO2 by exaggerating the effect of crowding. Improving the scattering efficiency of TiO2 would likely reduce the cost of the formulation as well as the environmental footprint by allowing for reduced use levels of this costly and energy-intensive raw material.

|
| Figure 2 Click to enlarge |
Extenders also play a role in the scattering efficiency of TiO2 by increasing the crowding effect because they reduce the available volume that TiO2 can occupy.(2) Extender crowding is most evident for extenders greater than a few microns in diameter. Small particle size extenders are used to minimize the effect but they do not completely eliminate it. The spacing effect frequently attributed to small extenders does not lead to higher hiding than that attainable with a good dispersion of TiO2 in an unextended paint. It is the non-crowding effect of small particle size extenders, not an active spacing effect, that allows the paint to approach the compromised hiding obtainable with a best random distribution.
The effect of different pigments and extenders can be shown in a simple experiment. A model architectural paint formulation was made with 22 PVC of TiO2. Three different pigments and extenders were added while maintaining the TiO2 PVC and volume solids. The total PVC was allowed to increase with the additional pigment and extender. The pigments and extenders were a 10 µm calcium carbonate, a 1.5 µm calcined clay, and a 0.4 µm opaque polymer.
|
| Figure 3 Click to enlarge |
The scattering of the paint was measured and is plotted in Figure 3. Note that the scattering decreases dramatically with the addition of the large calcium carbonate extender, indicating an increase in the crowding effect. The small-particle-size calcined clay has little effect on scattering, indicating a minimal change in crowding. Opaque polymer actually increases the scattering. Unlike extenders, it is a scattering pigment, so it directly contributes to scattering. Additionally, its small particle size does not further crowd the TiO2. The net effect is an increase in scattering when using opaque polymer, which allows for the removal of TiO2 while maintaining performance properties. In practice, opaque polymer can allow for the removal of half of the TiO2 in a flat formulation and up to 20% in a semigloss or satin formulation. When working with small-particle-size extenders, it is important to keep in mind the relatively high binder demand of these materials. By comparison, opaque polymer is much lower in binder demand due to its uniform spherical shape, which allows for higher use levels without compromising film properties.(3)
ROPAQUE Opaque Polymer
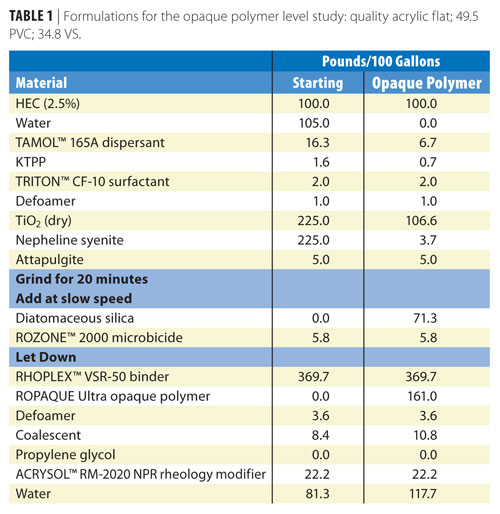
A quality exterior acrylic flat formulation was chosen to study the effect of ROPAQUE Ultra opaque polymer on removing up to 50% of the TiO2 from a paint formulation. The starting formulation and the formulation with the highest opaque polymer level are given in Table 1.

|
| Table 1 Click to enlarge |
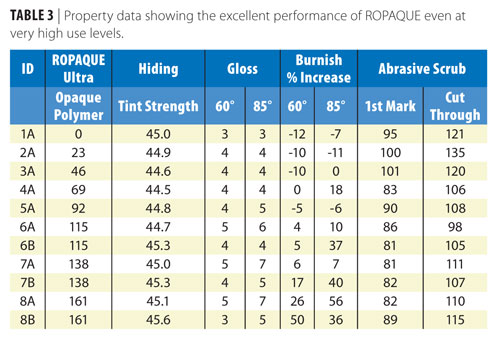
PVC and volume solids were held constant at 49.5 and 34.8, respectively. Note that diatomaceous silica is introduced to maintain the sheen level of the starting formulation. The pigment and extender levels of the test formulation are given in Table 2. Through a 38% reduction in TiO2, performance was similar to the starting formulation. It was found that at higher opaque polymer levels, more diatomaceous silica was required to maintain sheen. However, the higher use level caused a small increase in burnish. The “A” samples have diatomaceous silica added at the rate of 1 PVC for every 5 PVC of opaque polymer. For the “B” samples, the rate is 1 PVC for every 2.5 PVC. At either level of diatomaceous silica, the opaque polymer formulations still have performance similar to the starting formulation, but with a different balance of sheen and burnish properties.

|
|
Table 2 Click to enlarge |
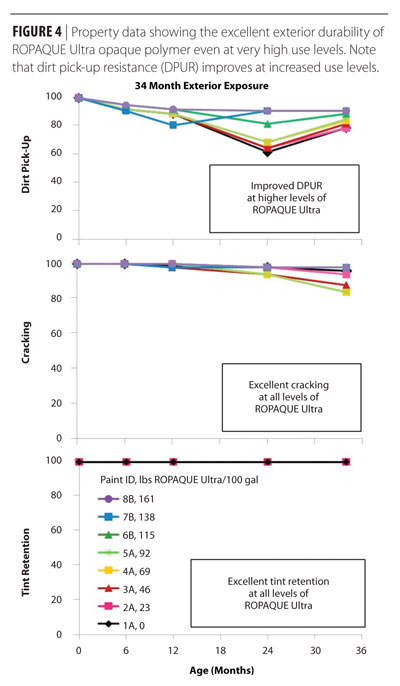
Through the highest levels of ROPAQUE Ultra opaque polymer, cracking and tint retention were maintained, and dirt pick-up resistance was improved after 34 months of exposure testing, as shown in Figure 4.
Opaque polymer can be used to replace up to half of the TiO2 in a flat formulation. In semigloss and satin formulations, up to 20% can be replaced as there is insufficient extender present to balance the gloss and sheen requirements. By replacing TiO2 and lowering its use level, opaque polymer can improve the average efficiency of the remaining TiO2 in the formulation. As a small pigment replacing larger extender, it can reduce the additional crowding effect caused by the large extender that is removed during the reformulation. However, opaque polymer does not directly affect the quality of the dispersion or distribution of TiO2 in the paint film.
EVOQUE Pre-Composite Polymer

|
| Figure 4 Click to enlarge |
The EVOQUE pre-composite polymer increases TiO2 hiding efficiency while working in combination with opaque polymer to provide the most economic route to developing hiding in white and pastel paints. The pre-composite polymer is designed to interact with the TiO2 surface in such a way that the polymer adheres to the pigment surface. By placing polymer particles on the surface of TiO2, it is more difficult for the TiO2 particles to come in direct contact with each other. This effect can clearly be seen in Figure 2b, which shows a much more uniform distribution of TiO2 as compared to Figure 2a. This more uniform distribution leads to better utilization of the TiO2 and improvements in scattering efficiency. The improvements in scattering are seen in both wet and dry paints.
It also allows for better barrier properties in the paint film by minimizing the pigment-pigment interactions, which ultimately lead to porosity, percolation channels and defects in the film. The improvement in scattering efficiency is shown in Figure 1, which includes the scattering for normally dispersed (regular) TiO2 as well as TiO2 modified with the EVOQUE pre-composite polymer (composite). It should be noted that this approach is similar in concept to highly coated grades of TiO2. Unfortunately, the highly coated grades are lower in TiO2 content, which reduces their fundamental scattering per unit weight. Additionally, they are higher in binder demand than most grades, and it is difficult to use these grades without sacrificing performance properties. Thus the pre-composite polymer technology offers an improved approach to increasing TiO2 scattering efficiency while maintaining performance.
When reformulating to take advantage of EVOQUE pre-composite polymer, TiO2 can be reduced by 10-20%. Sufficient pre-composite polymer is added to the formulation to fully saturate the surface of TiO2 and facilitate good stabilization of the pigment-polymer composite. For typical combinations of TiO2 and pre-composite, that is about one pound of pre-composite polymer (46% TS) for each pound of TiO2 slurry (76.5% TS). The TiO2 slurry is usually added to the pre-composite polymer with good mixing to facilitate the formation of the pigment-polymer composite.

|
| Table 3 Click to enlarge |
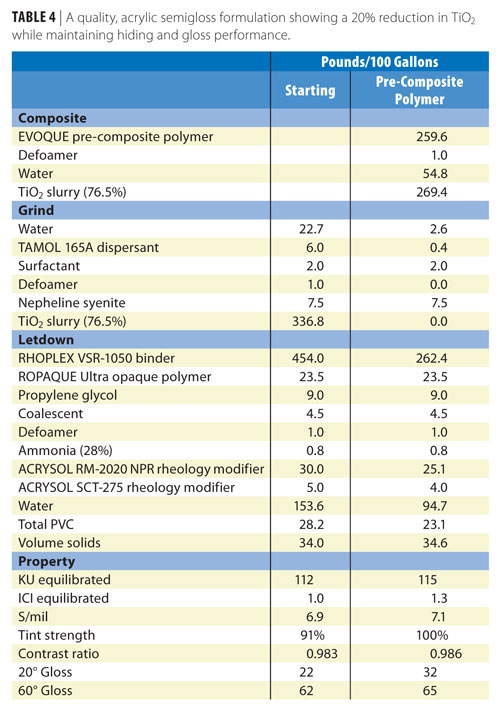
A semigloss paint was modified with pre-composite polymer, resulting in a 20% reduction in TiO2 as shown in Table 4. Since the TiO2 is stabilized by the pre-composite polymer, dispersant demand is reduced and less is required in the formulation. Additionally, less thickener is required, as the hydrodynamic volume of the pigment-polymer composite increases the inherent viscosity of the paint. In this case, no adjustments were made in the other pigments and extenders, and since volume solids was held constant, the total PVC decreased. Other formulation approaches could be used, such as maintaining total PVC with opaque polymer, to further reduce TiO2 level.

|
| Table 4 Click to enlarge |
It can be seen that the pre-composite polymer technology allows for greater formulation flexibility by reducing TiO2, dispersant and thickener while opening up new options for opaque polymer and extender use while delivering equivalent hiding properties, as shown in Table 4. Pre-composite polymer is useful with all-acrylic binders, as shown in the example, as well as with styrene/acrylic, PVA and EVA latex binders. When replacing non-acrylic binders, the pre-composite polymer may provide films with more “acrylic-like” paint performance.
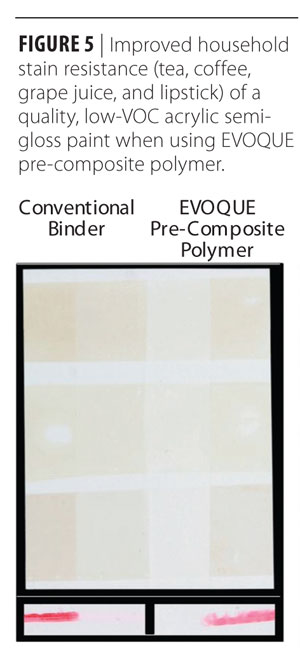
While the key advantage of EVOQUE pre-composite polymer is hiding efficiency, there are other possible performance benefits with this technology due to its improved pigment distribution. Barrier properties such as household stain removal and humidity resistance are just two examples. A side-by-side drawdown of a conventional paint vs. a composite version of the same paint is shown in Figure 5.

|
| Figure 5 Click to enlarge |
Tea, coffee and grape juice were applied and allowed to penetrate the dried films for 60 min before they were rinsed with tap water. The central portion of the test panel was then washed with a non-abrasive cleaner for 200 cycles on a Gardner Scrub Machine. Notice how much cleaner the composite paint looks compared to its conventional counterpart. At the bottom of the photo, there is a test strip of lipstick, which also shows the improved stain removal.
The same two test paints were applied over cold rolled steel, allowed to dry for 7 days and then placed in a humidity chamber for 24 hours (Figure 6). Notice the composite paint on the right has fewer rust spots and less tarnishing/yellowing on the surface of the paint film. These performance enhancements observed with the composite paints can be attributed to the tighter films that are formed because of the better distribution of TiO2 particles in the paint film. Exposure testing on early research samples is demonstrating performance similar to the quality acrylic starting formulations that were modified with the pre-composite polymer technology.
Pigment Optimization Using Both Polymeric Hiding Technologies
A natural question when looking at the two polymeric hiding technologies discussed above is – which is best for my formulation? In most cases the answer is – both, in combination. Each delivers hiding to a paint formulation by different hiding mechanisms. For opaque polymer, hiding is directly delivered as it is a scattering pigment and its small particle size helps alleviate crowding of TiO2 caused by large extenders. Pre-composite polymer improves the hiding efficiency of TiO2 by allowing the pigment to be more uniformly distributed in the paint film, minimizing the crowding effect. This improvement in scattering efficiency from pre-composite is seen in both wet and dry paints.

|
| Figure 6 Click to enlarge |
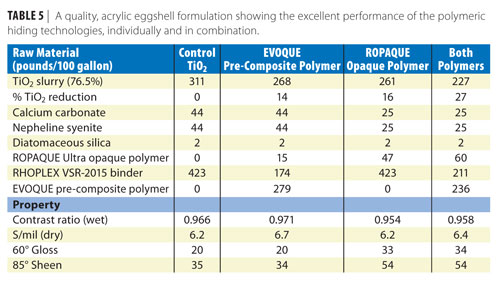
To illustrate the value of these polymeric hiding technologies, an eggshell architectural paint was reformulated using opaque polymer and pre-composite polymer, individually and in combination. The goal in this study was to match or exceed the hiding and gloss/sheen of the starting formulation while removing TiO2 from the formulation. The main ingredients of the formulations and key appearance properties are given in Table 5. Significant reductions in TiO2 are possible, and note that the reduction is nearly additive when using the polymeric technologies in combination. Once again, the hiding technologies can be used in combination because they contribute to hiding by two different mechanisms. The positive effect of the pre-composite polymer on wet hiding is evident especially when comparing the two paints with similar TiO2 levels [about 265 pounds of slurry TiO2 (76.5% TS)].
|
| Table 5 Click to enlarge |
Conclusion
TiO2 is the predominant white pigment used in architectural coatings due to its outstanding light-scattering properties. However in white and pastel paints, the full scattering effect is lost due to crowding and less than ideal distribution. ROPAQUE opaque polymer and EVOQUE pre-composite polymer offer two distinct and complimentary approaches to reducing the use levels of TiO2 by as much as 50% while maintaining or increasing hiding. With reduced TiO2 levels other benefits are possible, such as reduced formulation cost, smaller environmental footprint and improved performance of both interior and exterior paints.
™ Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}