Advancements in TiO2 Composite Technology
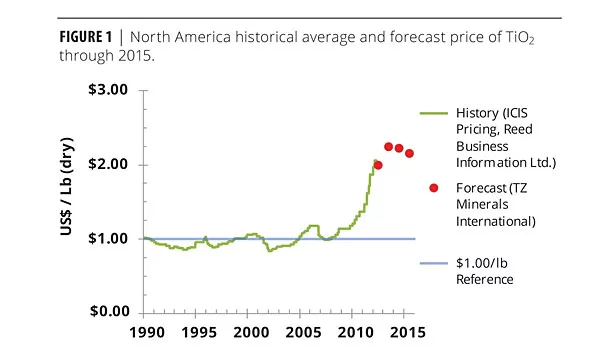



The recent price surge in TiO2 and high forecast price through 2015 (Figure 1) have sparked a renewed interest, and formulators are revisiting its use in a wider range of formulations as well as increasing its use in current opaque polymer-containing formulations. Last year, EVOQUE pre-composite polymer was a newly introduced technology for TiO2 reduction, which increased both the wet and dry light-scattering efficiency of TiO2. In this article we focus on the advances made in the past year with this exciting new technology from its initial launch in early 2011 to its full commercialization in 2012.
TiO2 Crowding and Loss of Scattering Efficiency
Before we talk about pre-composite polymer, let’s discuss one of the fundamental problems in using TiO2 in white and pastel formulations − crowding.2 Crowding occurs when the spacing of TiO2 particles decreases to the point where the light scattering becomes dependent on the concentration of TiO2. Crowding reduces the scattering efficiency of TiO2, causing formulators to use more of this expensive raw material. In practice, this effect begins well below 10 PVC of TiO2, leading to inefficient use of TiO2 in most architectural coatings. To date, there was little that could be done to overcome the crowding effect. Using sufficiently low levels of TiO2 is not an option in white and pastel paints. Small-particle-size extenders and binders can reduce, but not eliminate, crowding. So formulators are forced to use higher levels of TiO2 and incur the associated higher raw material cost. With the rising cost of TiO2 over the past 18 months, the inefficient use of TiO2 is no longer sustainable in the coatings industry. EVOQUE pre-composite polymer provides a new and practical solution to this old problem by offering a more uniform distribution of TiO2 in the paint film, resulting in improved scattering efficiency.
How EVOQUE Works
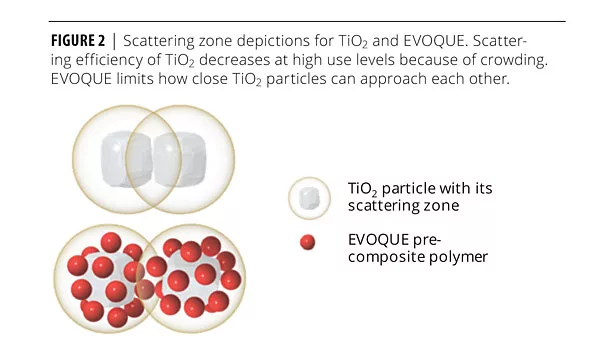
One way of describing the crowding effect is by dependant scattering.3 This theory describes the effective scattering diameter, or scattering zones, of TiO2 particles as being greater than their actual diameter. These scattering zones overlap as the concentration of TiO2 increases, reducing scattering efficiency, and resulting in the crowding effect. The EVOQUE polymer strongly interacts with the TiO2 surface to form a pigment-polymer composite. This composite maintains a greater separation between the TiO2 particles, resulting in a more uniform distribution of TiO2, which in turn reduces the overlap of the scattering zones. thus resulting in greater scattering efficiency, as shown in Figure 2.
Factors Affecting TiO2 Crowding
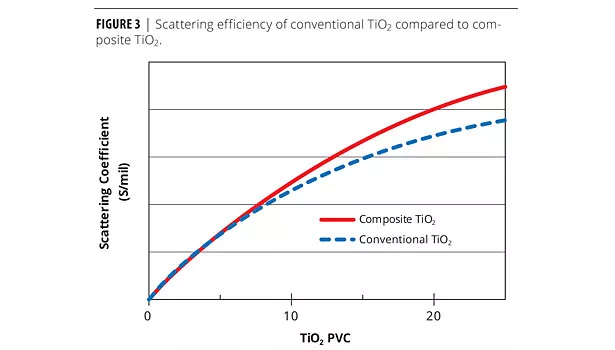
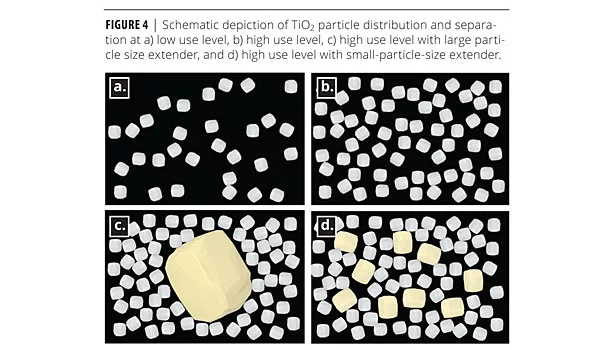
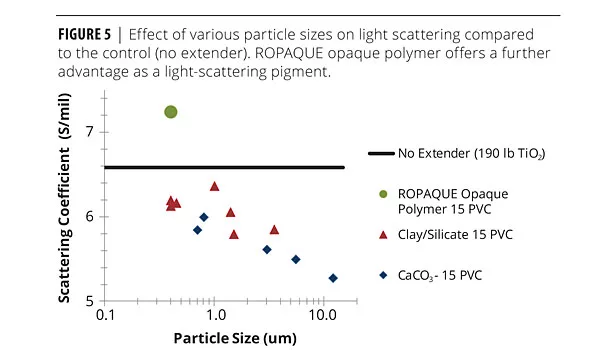
Let’s look more closely at TiO2 crowding and the factors that can affect it. As the use level of conventional TiO2 increases in a paint formulation, the amount of incremental scattering decreases, and thus scattering efficiency decreases, as indicated by the dashed blue line in Figure 3. As the concentration of TiO2 increases, the separation between the particles decreases dramatically, as schematically shown in Figures 4a and 4b. Many formulators use small-particle-size extenders in an attempt to decrease crowding. In fact, small-particle-size extenders still crowd TiO2 but to a lesser degree than large-particle-size extenders, as schematically shown in Figures 4c and 4d. The effect this has on scattering is shown in Figure 5. The horizontal reference line indicates the scattering of the control formulation with 190 pounds of TiO2.
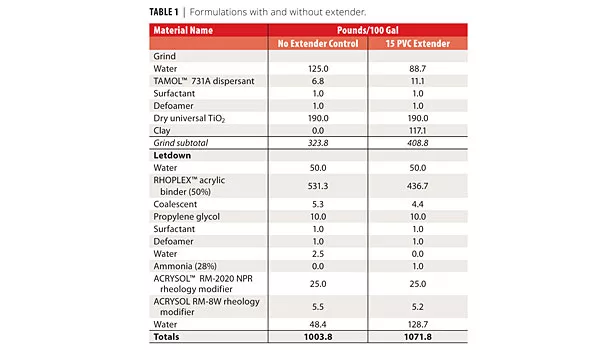
Eleven extenders of different composition and particle size were used to formulate at 15 PVC while maintaining TiO2 level and volume solids. The control formulation and one extender formulation are given in Table 1. It is clear that the largest extenders had the most negative effect on scattering. As much as 20% of the scattering efficiency was lost with the 12 µm calcium carbonate extender. More surprisingly, even the smallest sub-micron extenders do not increase the scattering above that of the control formulation, indicating some degree of crowding. While small-particle-size extenders crowd less than large-particle-size extenders, they do not space TiO2 and they do not increase its scattering efficiency. By comparison, ROPAQUE should minimally crowd TiO2 as a similar sized extender, but we observe an increase in the overall scattering of the paint. The increase in scattering is the result of the encapsulated air void, which acts as a light-scattering pigment. The combination of scattering and minimal crowding has led to the common use of this raw material in paint formulations and, with today’s rising TiO2 price, it is producing new value in a wider range of formulations at increased use levels.
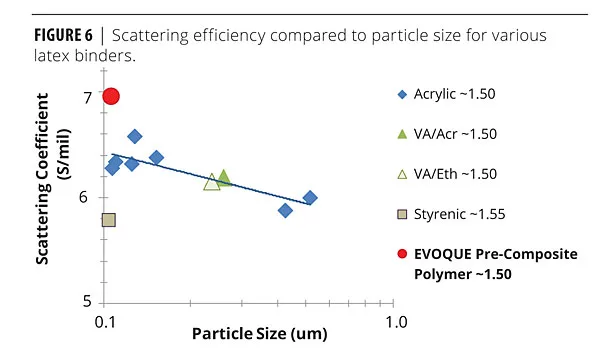
Like extenders, latex binders are also particles. As such, they can crowd TiO2 and reduce its scattering efficiency, as shown in Figure 6. Several commercial latex binders were substituted into an extender-containing formulation similar to that shown in Table 1; the extender PVC was adjusted to 6 PVC. Scattering decreases with increasing particle size with two exceptions. In the case of the styrene acrylic latex binder, scattering is less than anticipated based on its particle size because the refractive index of the styrene acrylic latex is greater than that of the other latex binders. Scattering is proportional to the difference in refractive index squared between the pigment and the surrounding medium. So increases in the latex refractive index decrease that difference relative to the high refractive index of TiO2 (~2.8). The uniquely high refractive index of TiO2 is what makes it such a good hiding pigment. The second exception is EVOQUE pre-composite polymer. It has much higher scattering than anticipated for both its particle size and refractive index. The improvement in scattering is due to a more uniform distribution of TiO2 in the paint film. The effect on scattering over a broad range of TiO2 levels is shown by the solid red line in Figure 3.
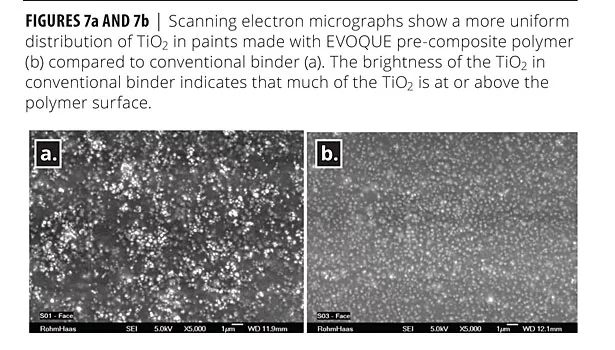
Scanning electron micrographs of paints made with conventional latex binders and EVOQUE are shown in Figures 7a and 7b, respectively. The more uniform distribution of TiO2 is seen in Figure 7b. Another feature of the micrographs is the brightness of the TiO2 particles in Figure 7a, indicating that the TiO2 particles are at the very surface of the film, while in Figure 7b the TiO2 particles are less defined, indicating that they are covered with polymer, the pre-composite polymer that is forming the pigment-polymer composite. The more uniform distribution of TiO2 particles and the fact they are below the film surface infers that a tighter film structure is possible.
Scattering and Color/Tint Strength
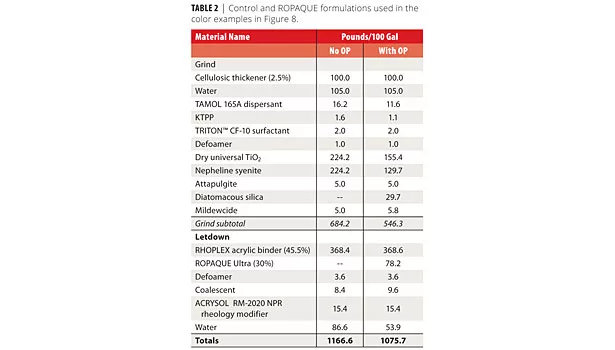
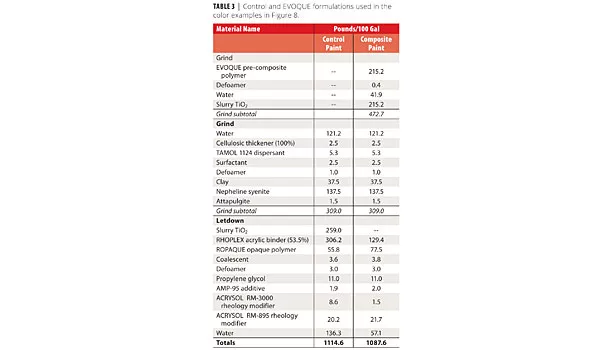
When reformulating for reduced TiO2 levels, matching the scattering properties is important to ensure that the opacity remains the same. Just as important is matching the tint strength properties. Most reformulations need to be accomplished while maintaining the same color palette as the original paint. With both polymeric hiding technologies, if the scattering of reformulated paint matches that of the original paint and there are no color acceptance issues, the color palette can be well matched. Examples of reformulations using ROPAQUE and EVOQUE tinted with 2 ounces of the COLORTREND 888 line without any adjustments to the formulations are shown in Figure 8. The formulations are given in Tables 2 and 3. EVOQUE pre-composite polymer reformulations have a ∆E (CIELab color space) less than 1. The ∆E for all of the ROPAQUE opaque polymer comparisons are less than or equal to 2, the greater ∆E coming mainly from the yellowness (+∆b) of the flatting extender used in this reformulation. Excellent color matching and tint strength are possible with both polymeric hiding technologies, even with significant TiO2 reductions.
Full Commercial Status
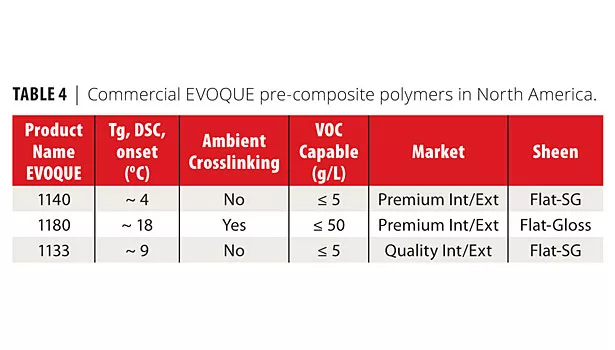
When we first launched the EVOQUE pre-composite polymer technology platform in early 2011, we were completing the final stages of product development and manufacturing scale-up. Commercial production began in the latter part of 2011. We now have three commercial products designed for the needs of the North American market (Table 4). Commercial paints containing EVOQUE are being sold in North America. In other parts of the world, paints made with EVOQUE designed for their specific needs are enjoying similar commercial success.
Formulating Protocol
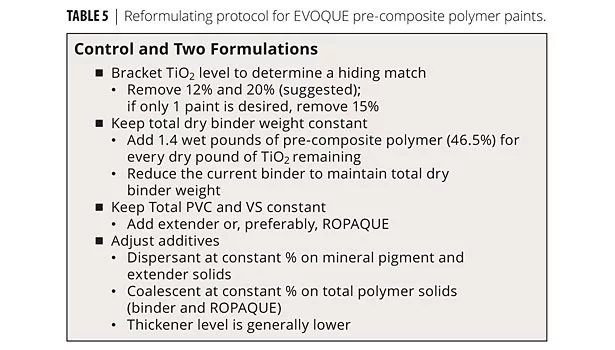
When formulating architectural house paints with EVOQUE, we have developed a protocol that is highlighted in Table 5. In the high-quality flat formulation in Table 6, we started with an existing conventional control paint that already contained ROPAQUE. Focusing on the main ingredients that contribute to the overall PVC of the paint, we removed 15% of the TiO2 and replaced it with ROPAQUE to keep the PVC constant. You could choose to use more economical extenders or a combination of ROPAQUE and extenders to maintain PVC in the composite paint, but we find that using ROPAQUE is the best method when re-formulating, especially since these two hiding technologies work complementary to each other. For the addition of EVOQUE, we would recommend adding the pre-composite polymer at a level of ≥ 1.4 wet pounds (46.5% solids) for every dry pound of TiO2 remaining to fully saturate the surface of TiO2 and facilitate good stabilization of the pigment-polymer composite.
As for dispersant level, it is best to keep the level constant based on the total amount of mineral-based pigments and extenders in the formulation. As for coalescent demand, again it is important to keep the level constant based on total polymer solids in the formulation to facilitate good film formation. Additionally, most composite paints require less thickener since the hydrodynamic volume of the pigment-polymer composite increases the inherent viscosity of the paint due to the bound water at the surface.
Depending upon what test you use to determine paint opacity or tint strength, further adjustment of TiO2 level may be required. Also, flatting materials may be added or adjusted based upon your sheen requirements. As for other performance features, the composite paint was approximately equal to, or slightly better than, the conventional paint for abrasive scrub, stain removal and alkyd adhesion.
The Paint Making Process
Paint manufacturing with EVOQUE pre-composite technology is nearly identical to the conventional paint-making process. Several paint manufacturing options have been identified for EVOQUE, using dry and slurry grades of titanium dioxides.
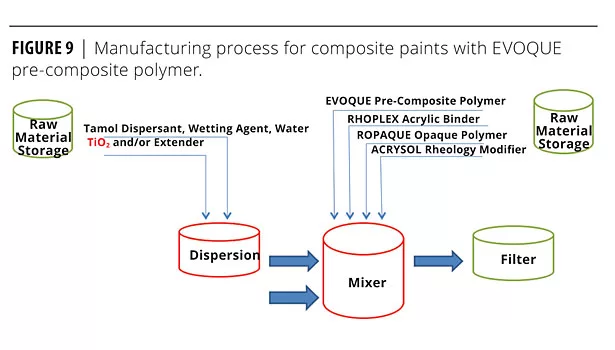
We worked with a paint manufacturer to run several 250-gallon paint batch trials. Commercial quantities of both a high-quality flat and semigloss formulation were made using EVOQUE and universal-grade dry TiO2 following the process outlined in Figure 9. The formation of the composite – which is the combination of EVOQUE pre-composite polymer and TiO2 – is critical in the paint making process.
In our paint plant trial, a grind was made in a separate dispersion tank under normal conditions. All liquid mill base materials were added first while mixing at 1000 rpm. Dry extender pigments were added next and mixing speed was increased to 1500 rpm. Dry TiO2 was added while adjusting the mixing speed to 1500-2000 rpm and mixing for at least 15 min. In a separate vessel or mixing tank, we charged the EVOQUE pre-composite polymer, water and defoamer under agitation. The grind was then added to the mixing tank with sufficient agitation for at least 10 min. It is during this stage whereby the TiO2 is being added to EVOQUE pre-composite polymer that the composite is being formed and that the 10 min mix time ensures the composite reaction is complete. The rest of the letdown materials were then added to the batch while mixing at 1000-1500 rpm and adjusted with water and thickeners to the desired high-and low-shear viscosities of the final paint.
Performance Features
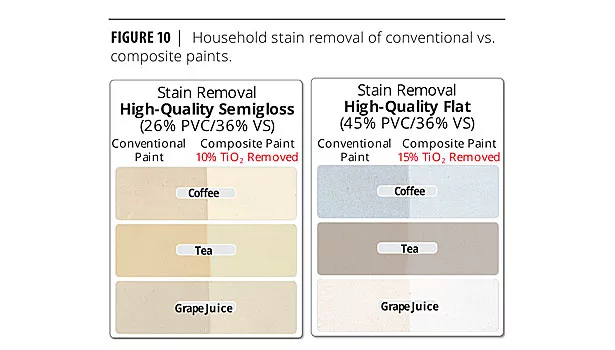
While the key advantage of EVOQUE is hiding efficiency, there are other possible performance benefits with this technology due to its improved pigment distribution. Interior paint properties such as household stain resistance and removal are examples. In Figure 10, we removed 10% TiO2 in a high-quality semigloss and 15% TiO2 in a high-quality flat when reformulating with EVOQUE pre-composite polymer. A side-by-side drawdown of the conventional paint vs. the reformulated composite version of the same paint is shown. Tea, coffee and grape juice were applied to the dried paint film and allowed to penetrate the film for 60 min before they were rinsed with tap water. The test panel was then washed with a non-abrasive cleaner for 200 cycles using a Gardner Scrub Machine. As seen in the example, the composite paint looks cleaner compared to the conventional control paint.
Other notable improvements have been seen with EVOQUE in our exterior durability testing, such as tannin stain blocking and rust staining resistance. The same high-quality flat paints used in the stain removal test were placed on exposure on various substrates and examined after 18 months on our test fences located in Spring House, PA. For tannin stain blocking testing, we applied two coats of the test paints directly on a redwood panel. The panel was then placed horizontally face down on the exposure rack. As seen in the photo from Figure 11, the composite paint, while slightly yellow in color due to some tannin bleeding, looks much better than its conventional control. The same two paints were also drawn down on a cold rolled steel panel, dried overnight and then exposed on a north vertical rack. After 18 months, the composite paint shows some slight rust spots, but is much better than its conventional control counterpart. These performance enhancements observed with EVOQUE can be attributed to the tighter films that are formed because of the better distribution of the TiO2 particles in the paint film. As for other exterior properties, we continue to monitor but expect equal to improved performance over time.
Life Cycle Assessment and Environmental Impact
We performed a comparative Life Cycle Assessment (LCA) of waterborne paints for interior and exterior wall protection and decoration in the context of the European paint market in order to better understand the environmental impact arising from the use of ROPAQUE and EVOQUE. The goal of the LCA was to obtain an objective assessment of the environmental performance of the waterborne paints produced with our opaque polymer and pre-composite technologies and many pre-existing conventional binder technologies and compare the results to help advance our industry’s understanding of the situation.
The LCA was performed in compliance with the requirements of International Standards (ISO 14040 and ISO 14044). A third party review and peer reviews were performed by LCA and industry experts to provide independent opinions on this study. Several waterborne paint formulations reflecting typical PVCs were assessed in this LCA.
Both ROPAQUE and EVOQUE technologies offered a better Eco-Profile due to the reduction of TiO2 levels in the formulating paint systems tested. In general, paints based on both ROPAQUE opaque polymer and EVOQUE pre-composite polymer yielded the lowest impacts across the categories studied in the life cycle stages – Production, Application, Maintenance and End-of Life.
Conclusions
ROPAQUE opaque polymer and EVOQUE pre-composite polymer offer two distinct and complimentary approaches to reducing the use levels of TiO2 in interior and exterior formulations, while maintaining equal hiding. Alternatively, they can also be used to significantly improve hiding at equal TiO2 levels. Other benefits, such as reduced formulation cost, improvements in barrier film properties, and better Eco-Profile of both interior and exterior waterborne paints, are also possible.
™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow.
References
1 Adamson, L.; Fasano, D. Paint and Coatings Industry; June; 2011.
2 F. Steig; J. of Coatings Tech.; 53; 680; pp 75-79; 1981.
3 S. Fitzwater and J. Hook; J. of Coatings Tech.; 57; 721; pp 39-47; 1985.
4 Trapani, A.; Bleuzen, M.; Kheradmand, H.; Koller, A. The Use of TiO2-Polymer Composites to Lower Environmental Impact and Improve Performance of Waterborne Paints, Paintistanbul 2012, September, 2012.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





