Advancements in One-Component Moisture-Cured Urethane Primer Technology

Introduction
Two-component spray coatings based on polyurea, hybrid and polyurethane elastomer technology continue to find commercial success in protective applications for civil infrastructure, process plants and many more applications.(1,2) It is critical to the success of these coatings to follow proper procedure in preparing the surface of the substrate.(3) For concrete surfaces this may include chemical etching or sand blasting. However, surface preparation may not always guarantee proper adhesion or a coating without defects. There are potentials for an improperly prepared surface, an undesirable surface tension, or perhaps a damp substrate, which can cause an excessive outgas. All of these issues could lead to blisters or pinholes in the coating surface or could even potentially cause delamination of the coating from the substrate. Correcting these problems after the fact is both expensive and timely.
When encountering difficult substrates or surfaces, the spray applicator can reduce the likelihood of serious problems with the application of an appropriate primer. Primer systems can increase the adhesion of the overall coating system. This occurs when a primer is able to penetrate into a porous surface and create a mechanical bond. The application of the primer in this case increases the overall strength of the substrate. In addition, the topcoat has the opportunity to form a chemical bond with the primer. These covalent bonds also increase the strength of the overall adhesion. Finally, the primer acts as a barrier and will prevent the contamination of moisture into the surface of a substrate and therefore inhibit some of the surface defects that may have been encountered otherwise.
A number of two-component polyurethane systems have been evaluated as primers over the years and recently were discussed by Camargo and Skok.(4) They described the performance benefits of using a two-component coating as a robust primer over damp concrete prior to a top coat. The main advantages to the formulator include the ability to adjust coating properties via polyol selection and mixing ratio, and the ability to adjust cure speed through catalyst selections.
Despite the benefits mentioned above, in the field it is much more convenient to use a one-component system. Using a one-component system eliminates problems with incorrect mix ratios, improper or poorly mixed components, or limited pot life after mixing. A one-component moisture-cured polyurethane is typically made by reacting excess isocyanate with a high-molecular-weight polyester or polyether polyol. The amount of free NCO groups remaining in these “prepolymers” is generally 16% or lower. Once the moisture-cure prepolymer is applied to the substrate in a thin film, the amount of relative humidity controls the curing speed. The NCO groups in the prepolymer react with the active hydrogen of the water molecule and form an amine and carbon dioxide. Additional NCO groups begin to react with the amine and form ureas until all NCO groups have been consumed. The generated carbon dioxide dissipates from the film and evaporates into the air. If the film thickness is too large or if the amount of moisture is too high, there is an opportunity for the CO2 to become trapped in the film and to cause an undesirable effect of foaming and blisters.
This effect can become exaggerated if the viscosity of the prepolymer is too high. The high viscosity of the prepolymer causes the CO2 gas to diffuse more slowly from the film and increases the likelihood of trapped gas. For this reason, it has been a common practice in the industry to add solvents to the prepolymers in order to reduce viscosity. In addition to reducing foaming effects, the overall lower viscosity helps improve the penetration into porous substrates and, therefore, increases the bond strength. Unfortunately, the addition of solvent into a coating system greatly increases the overall VOC content. The industry has shown a trend away from this practice when at all possible. For this reason, Huntsman has developed SUPRASEC 9611, a non-VOC, low-viscosity, MDI moisture-cure prepolymer, designed for use as a primer on porous substrates.
 Credit: Huntsman Polyurethanes Credit: Huntsman Polyurethanes |
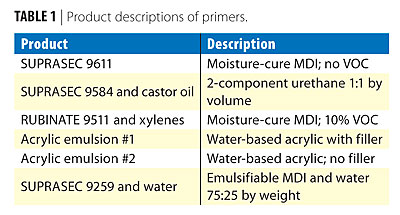
| Table 1 Click to enlarge |
Experimental
Materials
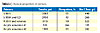
Six primer coating chemistries were evaluated in this study. The primers, most of which are commercially available, include a waterborne acrylic with fillers; a waterborne acrylic without fillers; a two-component isocyanate/castor oil system; a one-component, solvent-based isocyanate; a non-VOC, one-component-based isocyanate; and an emulsifiable-based isocyanate/water system. The products and descriptions for the six comparative primers are listed in Table 1.
Characterization
Curing comparisons between systems were conducted at 23 °C and 50% humidity using a thin-film B-K drying recorder from Gardco. Films of 20-mil thickness of each system were applied onto clean glass plates and allowed to cure for 1 week. The films were removed from the glass and tested for tensile strength, elongation and Die C tear according to standard ASTM methods, ASTM D 882 and ASTM D 624 respectively.
 Credit: Huntsman Polyurethanes Credit: Huntsman Polyurethanes |
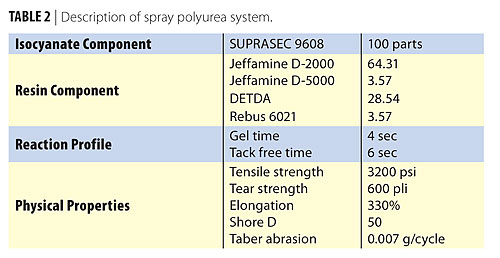
| Table 2 Click to enlarge |
Adhesion specimens were prepared on either wet or dry concrete blocks by coating the substrate with the primer at a 5-mil thickness using a brush. Dry blocks were conditioned for 1 week at 23 °C and 50% humidity. Wet blocks were submerged in water for 3 hours. Once removed from the water, the blocks were primed immediately, while still saturated. A standard polyurea formulation based on a commercial MDI prepolymer was sprayed at different time intervals following the primer application using a Gusmer H20/35 proportioning unit and a Graco Fusion Air Purge Gun, model AR2020. The details of the polyurea system can be found in Table 2. After one week, adhesion specimens were prepared with 1-inch diameter test dollies and pulled off with an Elcometer 106 Adhesion Tester to measure strength and failure mode.
Results and Discussion
 Credit: Huntsman Polyurethanes Credit: Huntsman Polyurethanes |
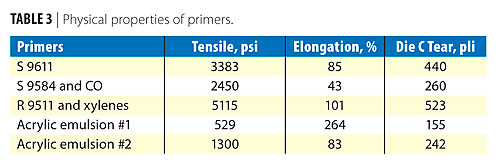
| Table 3 Click to enlarge |
Physical Properties
Drawdowns of films (20 mil) on glass provided bubble-free and defect-free coatings from which we were able to evaluate physical properties of each primer chemistry, with the exception of the emulsifiable system, Suprasec 9259 and water mixed at a 75 to 25 weight ratio. This system formed a brittle film that could not be tested. Physical properties of the remaining systems are listed in Table 3. Urethane chemistries displayed the highest overall physical strength. The one-component system of RUBINATE 9511 and xylenes had the highest tensile values, followed by Suprasec 9611. This was expected since the RUBINATE 9511 and xylenes combination had the highest percentage of free NCO groups available to react with water and form urea hard segments, which provide strength to the coating. The acrylic emulsions were softer materials with lower tensile strength. The non-filled system, Acrylic Emulsion #2, provided an advantage in physical properties such as tensile and tear strength when compared to the filled system.
Reactivity
 Credit: Huntsman Polyurethanes Credit: Huntsman Polyurethanes |
| Figure 1 Click to enlarge |
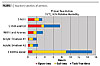
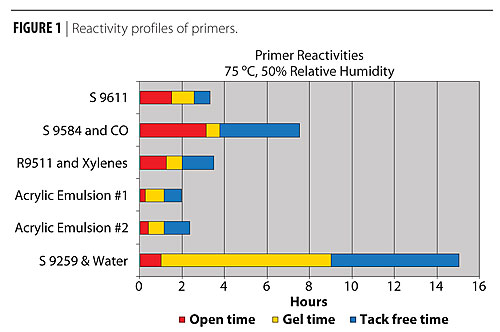
The reactivity profile of each primer chemistry is presented in Figure 1. The open time refers to the amount of time in which the primer remains a liquid. The viscosity of the liquid increases until the material has gelled into a solid, as indicated in Figure 1 as “gel time.” The material loses its stickiness or tackiness, as indicated by “tack free time”, which also indicates that the material has reached full cure. At 50% relative humidity, both acrylic emulsions demonstrated the quickest cure. Final cure was reached within 2 hours time. The one-component moisture-cure isocyanates, Suprasec 9611 and RUBINATE 9511 with xylenes, reached final cure within 3 hours. While these cure profiles demonstrate the typical curing behaviors, increased humidity and temperatures will decrease the amount of time needed to reach final cure. Previous work has demonstrated the ability to spray a polyurea topcoat over the primer before it has reached its final cure.(3) Increased adhesion values are noted in the urethane-based systems even when the polyurea is applied over wet or tacky primers. In these instances it is presumed that the unreacted NCO groups remaining in the primer have the opportunity to be covalently bonded into the polyurea matrix and thus the adhesion is increased.
Adhesion
 Credit: Huntsman Polyurethanes Credit: Huntsman Polyurethanes |
| Figure 2 Click to enlarge |
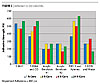
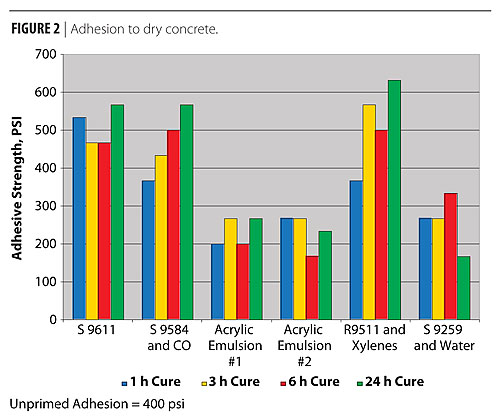
The six primers were brush applied at 5-mil thickness to both dry and wet concrete. A polyurea topcoat was sprayed over the primers at 1, 3, 6 and 24 hours after the primers were applied. The adhesion values of the complete primer and polyurea system to dry and wet concrete were measured (Figure 2). For the dry concrete, increased adhesion was noted with the Suprasec 9611, the RUBINATE 9511 and xylenes, and the Suprasec 9584 and castor oil system. Both acrylic systems had average values below 300 psi, which was a slight decrease from the non-primed adhesion value. The polyurea system without primer had an average of 400 psi adhesion to concrete.
 Credit: Huntsman Polyurethanes Credit: Huntsman Polyurethanes |
| Figure 3 Click to enlarge |
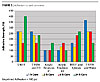
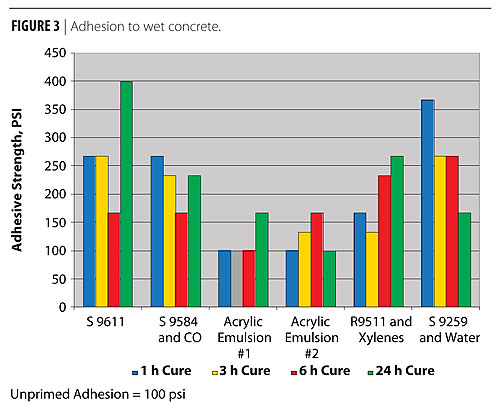
The wet concrete contributed to lower adhesion values overall, when compared to the dry concrete data (Figure 3). The concrete was extremely saturated with water before priming, and the conditions tested represent the absolute worse case scenario for a moisture-contaminated substrate in the field. The adhesion value of polyurea to concrete without any primer was on average 100 psi. There was an overall improvement in adhesion when a primer was used prior to the polyurea topcoat. The greatest adhesion was obtained when using Suprasec 9611 or Suprasec 9259 and water system. For both one-component systems, there was a trend towards improved adhesion after 24 hours. Data beyond 24 hours was not evaluated in this study, although it has been shown previously to yield good adhesion.5 It is our belief that beyond 24 hours, the opportunity for contamination over the cured primer in a commercial or an industrial setting is potentially large.
Visual Inspection
 Credit: Huntsman Polyurethanes Credit: Huntsman Polyurethanes |
| Figure 4 Click to enlarge |
The visual inspection of test dollies after the adhesion testing is complete can provide extremely important information regarding the adhesion performance of the primer and topcoat. The adhesion tester and a dolly that has been “pulled off” from the concrete block are displayed in the photo in Figure 4.
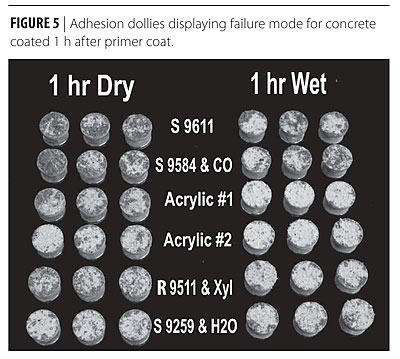
In addition, photos were taken of the dollies after they were removed from both dry and wet concrete that had been primed 1 and 24 hours before the application of a polyurea topcoat (Figures 5, 6). The dark particles shown on the dollies are actually pieces of the concrete that have been pulled from the concrete block. Concrete failure of this type is highly desired because it indicates that the primer has successfully penetrated into the substrate. The dollies in the photos that appear white have not removed any of the concrete. One can visually see the white color of the polyurea coating, which indicates that the primer was not as effective.
 Credit: Huntsman Polyurethanes Credit: Huntsman Polyurethanes |
| Figure 5 Click to enlarge |
In Figure 5, the dollies on the left side of the picture have more concrete failure than those on the right side. This is expected, as the measured adhesion values from the wet bricks were typically lower than the dry bricks. In Figure 5, Suprasec 9611 and Suprasec 9584 and castor oil have provided the greatest concrete failure. The Acrylic #1 and Acrylic #2 display the least amount of concrete failure.
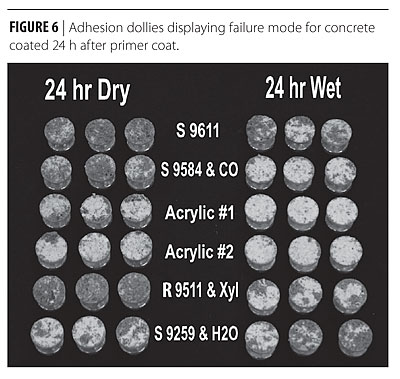
Figure 6 presents the dolly test specimens that were obtained from the 24-hour polyurea topcoat over both wet and dry primed bricks. Once again, the dry specimens on the left of the picture display more concrete failure than the wet specimens on the right. Comparison of both pictures reveals that the 24-hour specimens appear to have a higher concentration of concrete failure than the 1-hour specimens. High levels of concrete failure were also observed on the dollies of the urethane systems coated with polyurea after 3 and 6 hours. This indicates that a large window for topcoat application exists.
 Credit: Huntsman Polyurethanes Credit: Huntsman Polyurethanes |
| Figure 6 Click to enlarge |
Conclusions
The use of a primer under a polyurethane, polyurea or hybrid coating is a critical step that can enhance the performance of the coating system, especially when encountering a difficult substrate. Not only can the primer improve adhesion to the substrate, it can also eliminate the possibility of moisture contamination during the topcoat application. Since it is more convenient to use a one-component product in the field, Huntsman has developed a one-component moisture-cure MDI, SUPRASEC 9611, which has low viscosity, low foaming characteristics and is VOC free.
Acknowledgements
The authors would like to acknowledge Anita Conway and David Balkevitch for their valuable assistance in preparation of the test materials. The authors would also like to thank the Auburn Hills Physical Testing Laboratory and Analytical Testing Laboratory for their services.
This paper was presented at Polyurethanes 2009 Technical Conference in Fort Washington, MD, on behalf of the Center for the Polyurethanes Industry (CPI).
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}