Colorful Job Shop Shines

The Torre Agbar structure in Barcelona Spain required Colors NV to use 24 special colors in its powder coating finishing process.
It is an impressive thing to see a very large job shop coater running high volume, high quality products on a three-shift basis and delivering finished product within one week of the customer order.
On a recent trip to Europe with the DuPont Powder Coatings Star Coaters Study Tour (to read about the visit, see my Editor's View on page 4 of the January 2006 issue of Industrial Paint & Powder), one of the facilities the group visited was the large job shop, Colors NV. It turns out that Colors is a perfect name for the company as it has applied more than 800 different colors and employees never know what new designer look the architect is going to ask for from one week to the next.
Colors NV was established in Hamme (East Flanders), near Antwerp, Belgium, in 1987 as a subsidiary of Aralco Ventilation Technology. Aralco manufactures a line of unique ventilation devices that are powder coated by Colors. The ventilation system is part of a window frame that offers a range of decorator colors. They were so successful in providing high quality and color variety that other businesses expressed an interest in having their products powder coated at Colors, and so they began to take in outside work.
In 2001, Colors became part of the Aliplast Group, one the largest suppliers of coated aluminum extrusion in the world. The company moved to a new location and built three new powder coating systems to handle the large volume of product coming from Aralco and its other customers. In January 2005, the management of Colors bought the company from Aliplast and became independent to provide better services to a larger group of aluminum extruders. With this independence, Colors NV has been able to increase its sales to more than $6 million Euro per year and improve service to all of its customers. The company is now the second largest powder coater in the Benelux Economic Union, comprised of three neighboring monarchies, including Belgium, the Netherlands and Luxembourg. Colors is the largest job shop coater in the Union and has the newest facility and powder coating lines, providing powder coated aluminum products for bus stop shelters, window and door frames, greenhouses, covered bicycle racks, and street furniture. The shop also powder coats extrusions for building exteriors such as the Torre Agbar in Barcelona, Spain, and the Atomium in Brussels, Belgium.
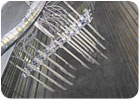
At Colors NV, located in Hamme, near Antwerp, Belgium, aluminum extrusions up to 27' long are lowered from the vertical line for unloading. This is just one of the three powder coating lines that Colors uses to deliver finished product within one week of the customer order.
The Lines
Colors runs three different powder coating lines, and each one is designed around specific types of product and production. The three lines include one that has an overhead rail and runs parts in batches on a power-and-free conveyor system, a monorail system that they refer to as the "mini-system" for smaller parts, and a vertical system for long extrusions."The three lines provide us with a competitive edge," says Ovo Vemeeren, general manager at Colors. "We can provide one-stop shopping with no risk of color difference between parts," says Vemeeren.
The Mini-Line is designed for small aluminum profiles and accessories. It features a monorail conveyor, a multi-stage washer that applies a chromate and a single powder booth equipped with automatic spray guns. The shop does an average of 60 color changes per shift on the mini-line.
One of the unique features on this line is the racking system. Universal frames are used with removable crossbars that have custom designed hooks and clips to provide flexible fixtures and good rack density. Colors has developed its own fixture for attaching the cross bars to avoid loss of ground and still make it easy for the operators to change tooling quickly.
There are 18 powder spray guns used for powder application. They are mounted on a long-stroke reciprocator.
The Horizontal Line features a dip-tank system for batch chromating, a power-and-free conveyor, a single, cyclone recovery powder booth and convection cure oven. Parts are cleaned and chromated in baskets and then transferred to racks on load bars. The power-and-free conveyor transports the load bars through the powder booth where they are coated by eight automatic spray guns mounted on a vertical oscillator. The powder booth is installed in a pit so that the floor of the booth below the level of the plant floor and the conveyor does not have to elevate through the booth.
After coating, the load bars are moved perpendicular to the rail that travels through the booth, across the line to a position in front of the cure oven. The load bar actually moves across the line in such a way that they do not need to move it through a turn. After moving across the line, the trolleys are moved in the reverse direction to transport the load bar into the cure oven where it is held in a "close-pack" position until it is cured.
The horizontal line processes smaller profiles, small batches and sheet stock up to 8 meters long. The booth is color changed an average of 20 times per shift and operates three shifts a day.
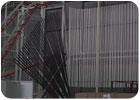
The Vertical Line is the real workhorse at Colors. It processes aluminum extrusions up to 8.2 meters (27') in the vertical position, coating up to 500 square meters and hour, 52,000 square meters (560,000 ft2) a week, traveling at 1 to 1.3 meters per min (3.4 to 4.25 fpm). Product is loaded in very dense patterns in the vertical position. The shop typically runs around eight colors per shift through one of two booths, one for light colors and one for dark. In some cases, the shop will stay in one color in one of the booths while making color changes in the other. Parts can be routed to either booth with no interruption in production. It takes about 20 min to clean a booth for a new color.

A power-and-free conveyor is used to move parts through the horizontal line, which processes smaller profiles, small batches and sheet stock up to 8 meters long.
The pretreatment system is a multi-stage spray washer that cleans and applies a chromate conversion coating for extended corrosion resistance. Parts are then dried in a convection oven and move into the application area.
The powder booths use plastic material for walls. Two plastic walls extend the full length of the booth from feed rollers to take-up rollers. When a color change is made, the disk brake system is released, the dirty wall is indexed onto the take-up roller and new, clean wall is driven into place from the feed roller. The two plastic walls form a "V" with a vertical extraction duct in between to capture over-sprayed powder. There is also an extraction duct at the floor level beneath each plastic wall.

Parts to be coated on the horizontal line are densely loaded in baskets for dip cleaning.
An infrared oven section of approximately 30 sec is used to provide initial melt and flow to the powder so that no loose particles can be disturbed in the convection oven where they could cause cross-contamination. The part then passes into a convection oven for full cure.

One end of the extrusion is hooked to the conveyor in the load station of the vertical line, which is the workhorse at the large job shop coater Colors NV.
Quality
Everything that is coated at Colors is certified to perform to Qualicoat Class 2 Standards. The Qualicoat standard is a specification for a quality label for coatings on aluminum for architectural applications. The contents of the standard include test methods and minimum requirements for finished film properties and process methods. In order to comply with the Qualicoat Standard, a plant must be granted a license for the quality label. This requires at least two inspections of the laboratory equipment, the plant and system equipment, the pretreatment process and inspection of finished parts before the license is granted. It also includes testing parameters for in-house control of the system and quality control procedures for finished products. Additional inspections are required every year to maintain the Qualicoat License. This qualification allows Colors to guarantee their products for corrosion resistance and weathering. In some cases they provide a warranty of up to 15 years. They also qualify for the Qualimarine label for seaside products and the VMRG (Vereniging Metalen Ramen en Gerelbranche), a similar European quality standard.
A range of small parts are coated on the mini-line, which features a monorail conveyor, a multi-stage washer that applies a chromate and a single powder booth equipped with automatic spray guns. Colors NV does an average of 60 color changes per shift on its mini-line.
Another factor that contributes to the company's high quality level is an intensive planned maintenance program that monitors and maintains every part of the process. An example of this quality management process is measurement of film thickness before curing using a sensor device that is calibrated for their powders and process. Continuous monitoring keeps things running consistently.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




