Controlling Emissions and Saving Energy
The capital cost of emission control equipment can be nothing compared to the operating costs if careful consideration is not given to equipment selection. An energy-efficient emission control plan implemented by Brady Corp.’s Coated Products Division has led to substantial savings in both operating and maintenance costs.

 Brady Worldwide has been manufacturing high-quality coated films for nearly 60 years. The company has long been involved in and committed to pollution prevention and emission reduction programs, but the Coated Products Division of Brady Corp. in Milwaukee, WI, recently has implemented a new initiative: energy-efficient emission control.
Brady Worldwide has been manufacturing high-quality coated films for nearly 60 years. The company has long been involved in and committed to pollution prevention and emission reduction programs, but the Coated Products Division of Brady Corp. in Milwaukee, WI, recently has implemented a new initiative: energy-efficient emission control.
Brady is an internationally recognized manufacturer and marketer of solutions that identify and protect premises, products and people. Its products help customers increase safety, security, productivity and performance with high-performance labels and signs, safety devices, printing systems and software, and precision die-cut materials. Production for many of the products Brady manufactures begins at its Coated Products Division, where the company uses approximately 200 different coating formulas on three main coating lines that operate 24 hours a day, seven days a week.
Two of the three coaters are designed and operated as “white room” operations to allow the manufacturing of exceptionally clean products. For the severe applications and environments that Brady’s products are designed for, applying adhesives, topcoats, cast films and other coatings onto a range of substrates requires solvent-based coatings with a mixture of multiple chemicals. Some of the many solvents used in the process are toluene, MEK, MIBK, heptane, hexane, ethyl acetate, IPA, nitroethane, nMP, cyclohexanone, and 1,3 dioxolane. The ever-changing process stream poses many challenges to the company, and it also eliminates the option of solvent recovery.
As Tim Kremer, site manager of Brady’s Coated Product Division will tell you, the capital cost of emission control equipment can be nothing compared to the operating costs if careful consideration is not given to equipment selection. “With natural gas prices continuing to rise, we have taken a focused approach to getting the most efficient use from our incineration equipment in an effort to keep our product costs down,” says Kremer.
Since the early 1990s, the Milwaukee facility has spent millions of dollars on air pollution control equipment to meet a variety of Environmental Protection Agency (EPA) regulations imposed on coating companies. From thermal recuperative to regenerative thermal oxidizers (RTOs) and concentrator systems, the company has purchased a total of 12 units with a 13th on order for this location alone. The oxidizers have been used to treat everything from coating emissions to low-point floor sweeps located throughout the facility.

The company decided to begin replacing the oldest and least efficient oxidizers. The type of systems would be determined by the maintenance team. “We have a very strong maintenance staff. With all of their experience with oxidizers, we trusted our maintenance people to select a reliable system that would not only save us money but also would be easy to maintain,” says Kremer.
The first phase of Brady’s “efficient emission control plan” would replace one of the thermal recuperative oxidizers with a 35,000 standard cubic feet per minute (scfm) RTO from Anguil Environmental Systems, Inc., a Milwaukee, WI-based air pollution control company. The new system tested out at a 99.2% destruction rate efficiency and is equipped with a hot gas bypass that allows the facility to process up to 850 lb/hour of volatile organic compounds (VOCs). This high capacity for VOC processing allowed some of the other, less-efficient oxidizers to shed their load to the new RTO through a common manifold collection system. With the concentration of hydrocarbons in the process air stream, the heat energy content of the VOCs is self-sustained and the oxidation process requires no additional fuel for destruction.
 RTO technology uses ceramic media in two or more beds as a high-efficiency heat exchanger. Process gas with VOC contaminants enters the RTO through an inlet manifold. A flow diverter valve moves this gas into an energy recovery chamber, which preheats the process stream. The process gas and contaminants are progressively heated in the ceramic bed as they move toward the combustion chamber.
RTO technology uses ceramic media in two or more beds as a high-efficiency heat exchanger. Process gas with VOC contaminants enters the RTO through an inlet manifold. A flow diverter valve moves this gas into an energy recovery chamber, which preheats the process stream. The process gas and contaminants are progressively heated in the ceramic bed as they move toward the combustion chamber.
The VOCs are then oxidized, releasing energy that is transferred to the second ceramic bed, thereby reducing any auxiliary fuel requirement. The ceramic bed is heated and the gas is cooled so that the outlet gas temperature is only slightly higher than the inlet temperature. The flow diverter valve switches and alternates the ceramic beds so that each is in inlet and outlet mode. If the process gas contains enough VOCs, the energy released from their combustion allows self-sustained operation. For example, at 95% thermal energy recovery, the outlet temperature may be only 77°F (43°C) higher than the inlet process gas temperature.
The maintenance team at Brady investigated several types of RTO systems, including oxidizers with rotary valve systems (a type of diverter valve). The rotary valves seemed to be a viable option, but they are a close tolerance proprietary item that can only come from the specific vendor. The rotary valve location underneath the RTO also presented major maintenance concerns. “We went with Anguil’s reliable poppet valve design because they are easy to understand and easy to work on. With the drawings, we can either buy replacements from several vendors or have them made ourselves,” Kremer says.
ML - Some of the other maintenance-friendly features of the system include:

After evaluating the solvent vapors and concentrations, the company chose an Anguil Model 350 (35,000 scfm) rotory concentrator and Model 50 (5,000 scfm) RTO to handle this portion of the process. By absorbing and concentrating the VOCs, the facility was able to achieve a 10:1 concentration ratio with an oxidizer that is only one-tenth the size handling the concentrated process stream. The energy contained in the concentrated stream entering the RTO is sufficient to allow self-sustaining operation, requiring little to no auxiliary fuel.
In addition to replacing old oxidation technologies at the facility, careful consideration has been given to all the oxidizers as a single system. With the help of Anguil Environmental Systems, Brady has implemented a dual collection and distribution manifold that allows operators to divert process streams from one oxidizer to another for maintenance or equipment shutdowns.
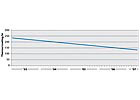
 The impact of everyone’s efforts at Brady and Anguil has exceeded expectations for reliability and efficiency. Gas usage on Brady’s three coating lines (in therms per coating hour) has continued to drop at a steady rate. At a time when gas prices continue to trend high, coupled with increases in production, the reduction in energy consumption drops straight to Brady’s bottom line (see Figures 1 and 2).
The impact of everyone’s efforts at Brady and Anguil has exceeded expectations for reliability and efficiency. Gas usage on Brady’s three coating lines (in therms per coating hour) has continued to drop at a steady rate. At a time when gas prices continue to trend high, coupled with increases in production, the reduction in energy consumption drops straight to Brady’s bottom line (see Figures 1 and 2).
“We will continue to investigate energy reduction strategies for a long time to come. In fact, we’re looking right now at putting secondary heat exchangers on all of our oxidizers to return waste heat to preheat the air streams on all of our other coating lines,” says Kremer.<
For more information about Anguil Environmental Systems, Inc., visit www.anguil.com.
For more information about Brady Worldwide, Inc.’s Coated Products Division, contact Tim Kremer at 414.228.5776 or tim_kremer@bradycorp.com. The company’s website is at www.bradycorp.com.
By absorbing and concentrating VOCs in an Anguil Model 350 (35,000 scfm) rotory concentrator, the facility was able to achieve a 10:1 concentration ratio with an oxidizer that is only one-tenth the size handling the concentrated process stream.
Production for many of the products Brady manufactures begins at its Coated Products Division, where the company uses approximately 200 different coating formulas on three main coating lines that operate 24 hours a day, seven days a week.
Brady is an internationally recognized manufacturer and marketer of solutions that identify and protect premises, products and people. Its products help customers increase safety, security, productivity and performance with high-performance labels and signs, safety devices, printing systems and software, and precision die-cut materials. Production for many of the products Brady manufactures begins at its Coated Products Division, where the company uses approximately 200 different coating formulas on three main coating lines that operate 24 hours a day, seven days a week.
Two of the three coaters are designed and operated as “white room” operations to allow the manufacturing of exceptionally clean products. For the severe applications and environments that Brady’s products are designed for, applying adhesives, topcoats, cast films and other coatings onto a range of substrates requires solvent-based coatings with a mixture of multiple chemicals. Some of the many solvents used in the process are toluene, MEK, MIBK, heptane, hexane, ethyl acetate, IPA, nitroethane, nMP, cyclohexanone, and 1,3 dioxolane. The ever-changing process stream poses many challenges to the company, and it also eliminates the option of solvent recovery.
As Tim Kremer, site manager of Brady’s Coated Product Division will tell you, the capital cost of emission control equipment can be nothing compared to the operating costs if careful consideration is not given to equipment selection. “With natural gas prices continuing to rise, we have taken a focused approach to getting the most efficient use from our incineration equipment in an effort to keep our product costs down,” says Kremer.
Since the early 1990s, the Milwaukee facility has spent millions of dollars on air pollution control equipment to meet a variety of Environmental Protection Agency (EPA) regulations imposed on coating companies. From thermal recuperative to regenerative thermal oxidizers (RTOs) and concentrator systems, the company has purchased a total of 12 units with a 13th on order for this location alone. The oxidizers have been used to treat everything from coating emissions to low-point floor sweeps located throughout the facility.
The first phase of Brady’s “efficient emission control plan” involved replacing one of the thermal recuperative oxidizers (above) with a 35,000 standard cubic feet per minute (scfm) RTO from Anguil Environmental Systems, Inc., Milwaukee, WI (below).
Reducing Costs with Efficient RTOs
As natural gas prices started rising in the late 1990s and the costs associated with Brady’s emission control equipment steadily increased, the company looked at ways to reduce these costs. Not only were the operating costs high, but the time spent maintaining the units was overwhelming. When one of the old electric RTOs would fail, it generally took over a week to replace the “cold face” support grid and electric heating elements and finally bring the unit back up to temperature. Such failures occurred so frequently that the maintenance department constructed a special tent so the repairs could be done in the rain and snow. The thermal recuperative oxidizers on site had so many problems with internal heat exchanger failure that a roller system was installed just to move the large duct transition, allowing access to weld the tube sheet without bringing in a crane.The company decided to begin replacing the oldest and least efficient oxidizers. The type of systems would be determined by the maintenance team. “We have a very strong maintenance staff. With all of their experience with oxidizers, we trusted our maintenance people to select a reliable system that would not only save us money but also would be easy to maintain,” says Kremer.
The first phase of Brady’s “efficient emission control plan” would replace one of the thermal recuperative oxidizers with a 35,000 standard cubic feet per minute (scfm) RTO from Anguil Environmental Systems, Inc., a Milwaukee, WI-based air pollution control company. The new system tested out at a 99.2% destruction rate efficiency and is equipped with a hot gas bypass that allows the facility to process up to 850 lb/hour of volatile organic compounds (VOCs). This high capacity for VOC processing allowed some of the other, less-efficient oxidizers to shed their load to the new RTO through a common manifold collection system. With the concentration of hydrocarbons in the process air stream, the heat energy content of the VOCs is self-sustained and the oxidation process requires no additional fuel for destruction.
The new 35,000 standard cubic feet per minute (scfm) RTO from Anguil Environmental Systems.
The VOCs are then oxidized, releasing energy that is transferred to the second ceramic bed, thereby reducing any auxiliary fuel requirement. The ceramic bed is heated and the gas is cooled so that the outlet gas temperature is only slightly higher than the inlet temperature. The flow diverter valve switches and alternates the ceramic beds so that each is in inlet and outlet mode. If the process gas contains enough VOCs, the energy released from their combustion allows self-sustained operation. For example, at 95% thermal energy recovery, the outlet temperature may be only 77°F (43°C) higher than the inlet process gas temperature.
The maintenance team at Brady investigated several types of RTO systems, including oxidizers with rotary valve systems (a type of diverter valve). The rotary valves seemed to be a viable option, but they are a close tolerance proprietary item that can only come from the specific vendor. The rotary valve location underneath the RTO also presented major maintenance concerns. “We went with Anguil’s reliable poppet valve design because they are easy to understand and easy to work on. With the drawings, we can either buy replacements from several vendors or have them made ourselves,” Kremer says.
ML - Some of the other maintenance-friendly features of the system include:
- A stairway for access to platforms, rather than the usual vertical ladders. This feature makes climbing easier, especially in winter.
- Replaceable valve seats on the poppet valves and large access doors.
- Heavier gauge access doors, so there are fewer bolts to be removed.
- Block-off plates after the system fan as required for confined space entry.
Brady’s old electric RTOs consumed large amounts of natural gas to burn a very small amount of pollutants.
Absorbing and Concentrating VOCs
The second stage of their plan would prove to be a little more challenging but even more effective in reducing the company’s operating costs. The EPA’s requirement for a permanent total enclosure (PTE) requires coaters to create a negative pressure in all areas that process even the smallest amounts of solvents. Due to the layout of the coaters in Brady’s facility, the “negative pressure” became a large volume of exhaust air with very small amounts of VOCs. Two of the old electric RTOs were treating this high-volume, low-concentration stream from pump rooms, washup areas, compounding and floor sweeps located throughout the facility. Large amounts of natural gas were consumed to burn a very small amount of pollutants. In addition, the unit could not be turned off during plant shutdowns because of the time-consuming reheat, which could take up to four days.After evaluating the solvent vapors and concentrations, the company chose an Anguil Model 350 (35,000 scfm) rotory concentrator and Model 50 (5,000 scfm) RTO to handle this portion of the process. By absorbing and concentrating the VOCs, the facility was able to achieve a 10:1 concentration ratio with an oxidizer that is only one-tenth the size handling the concentrated process stream. The energy contained in the concentrated stream entering the RTO is sufficient to allow self-sustaining operation, requiring little to no auxiliary fuel.
Figure 1. Gas usage on Brady’s three coating lines (in therms per coating hour) has continued to drop at a steady rate since the company installed the energy-efficient RTOs.
Capturing Waste Heat
The third stage of Brady’s plan is still in motion. In April, the company replaced the last thermal recuperative system on site with another Anguil Model 350 (35,000 scfm) RTO. “We’ve gotten real creative with this system. Heat from the RTO is used to preheat our ovens, further reducing our energy consumption,” says Kramer. The system has enough capacity to eliminate the final thermal recuperative unit and another aging electric RTO.In addition to replacing old oxidation technologies at the facility, careful consideration has been given to all the oxidizers as a single system. With the help of Anguil Environmental Systems, Brady has implemented a dual collection and distribution manifold that allows operators to divert process streams from one oxidizer to another for maintenance or equipment shutdowns.
Figure 2. Production at Brady’s Coated Products Division has continued to increase.
“We will continue to investigate energy reduction strategies for a long time to come. In fact, we’re looking right now at putting secondary heat exchangers on all of our oxidizers to return waste heat to preheat the air streams on all of our other coating lines,” says Kremer.<
For more information about Anguil Environmental Systems, Inc., visit www.anguil.com.
For more information about Brady Worldwide, Inc.’s Coated Products Division, contact Tim Kremer at 414.228.5776 or tim_kremer@bradycorp.com. The company’s website is at www.bradycorp.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





