True Recycling of Scrap Paint and Powder
A new recycling process can convert scrap powder coating, paint waste and other waste materials into a renewable raw material resource.

In this day and age of dependence on foreign oil and skyrocketing (and unstable) petrochemical prices, wouldn’t it be nice to find a raw material source that is stable, self-sustaining and friendly to the environment? A new patent-pending process not only offers these features, but it also has the potential to devour vast amounts of commercial and municipal waste streams - including scrap powder coating and many types of paint waste.
The process was developed by Polyflow Corp., a new company that originated in the Akron Global Business Center in Akron, OH. Joe Hensel, chief executive officer of Polyflow, recently explained this novel process to a Chemical Coaters Association International (CCAI) audience in Cleveland. The process takes relatively unsorted polymeric waste materials and converts them into high-purity monomers that can be used as building blocks for plastics and various resins.

Part of the uniqueness of the process stems from its ability to use a variety of waste streams as feedstock. The primary material is recycled plastics, particularly the “3” to “7” materials that are economically unfeasible for recyclers to sort. In fact, coextruded and multi-film laminates can easily be fed into this process. Another unique feature is the ability to consume “dirty” trash, which simplifies sorting and expands the scope of materials that can be used. Low levels of packing material and extraneous contaminants can be tolerated; however, Hensel notes that “no 2x4s or bricks can be accepted.”
Some materials cannot be used as feedstock. Hensel is quick to point out that this service is not a hazardous waste dump; the company does not accept or process any hazardous materials. In addition, halogenated polymers such as polyvinyl chloride (PVC) and fluoropolymers are not suitable. The high temperatures used in the cracking process would cause these materials to yield highly corrosive acids such as hydrochloric acid (HCl) and hydrofluoric acid (HF). The longevity of the processing hardware would be greatly compromised in their presence.
Water is another material unfriendly to the Polyflow process. The process is anerobic; high concentrations of water create unwanted oxygen, which reduces process efficiency. Water-based materials must therefore be dried before being introduced to the process.
The company also will not accept hazardous wastes. At the moment, this includes solvent-based paints, although efforts are under way to convince the Environmental Protection Agency (EPA) to exclude these waste streams as hazardous materials. (Additional details can be found in the EPA’s 40CFR261.4 policy.) In addition, the company will not accept known hazardous materials such as heavy metal containing compounds.
Because of the scale of the proposed operation, Polyflow has instituted a minimum load size of five tons. The company expects that consolidators will be established to handle small generators of wastes streams.
Powder coatings can be delivered in drums and gaylord containers. They will not have to be sintered into solid blocks. Incidental packaging such as plastic bags and stretch wrap are perfectly acceptable feedstock. Cellulosic packaging will be separated and discarded.
While Polyflow is a paid service, Hensel notes that the cost will only be half of what most companies pay to send their paint and powder wastes to a landfill. Additionally, companies that choose to recycle rather than dispose of their waste materials will reap the benefit of knowing that their efforts are having a positive impact on the environment.
Polyflow envisions rapid success once the first full-sized unit is operational. The company plans to build and install seven plants in the first 10 years. Longer term projections call for establishing 100 plants within the next 20 years.
The inventor of the process, Charlie Grispin, said that the Polyflow process is “the greatest step forward in the polymer industry in the last 40 years.” If I were a betting man, I would wager that his words will ring true.
For more information about Polyflow Corp., contact Joe Hensel at 330.253.5912 or e-mail info@polyflowcorp.com.
In this day and age of dependence on foreign oil and skyrocketing (and unstable) petrochemical prices, wouldn’t it be nice to find a raw material source that is stable, self-sustaining and friendly to the environment? A new patent-pending process not only offers these features, but it also has the potential to devour vast amounts of commercial and municipal waste streams - including scrap powder coating and many types of paint waste.
The process was developed by Polyflow Corp., a new company that originated in the Akron Global Business Center in Akron, OH. Joe Hensel, chief executive officer of Polyflow, recently explained this novel process to a Chemical Coaters Association International (CCAI) audience in Cleveland. The process takes relatively unsorted polymeric waste materials and converts them into high-purity monomers that can be used as building blocks for plastics and various resins.
Figure 1. Recycled plastics, tires, paint waste and discarded carpet are used as feedstock in the Polyflow process.
The Process
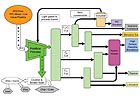
The process is similar to the cracking techniques used to convert crude oil (complex organic materials) into various light hydrocarbons such as liquid petroleum gas (LPG), ethylene, propylene, diesel, octane and ethane. In the Polyflow process, recycled plastics, tires, paint waste and discarded carpet are used as feedstock (see Figure 1, p. 26). Although the conditions and reactor design are somewhat different, the Polyflow process follows the same principles as the petroleum method (see Figure 2, p. 26). Instead of producing the usual petroleum products, this technology yields styrene, limonene, isoprene, benzene and a high octane gasoline blendstock.Part of the uniqueness of the process stems from its ability to use a variety of waste streams as feedstock. The primary material is recycled plastics, particularly the “3” to “7” materials that are economically unfeasible for recyclers to sort. In fact, coextruded and multi-film laminates can easily be fed into this process. Another unique feature is the ability to consume “dirty” trash, which simplifies sorting and expands the scope of materials that can be used. Low levels of packing material and extraneous contaminants can be tolerated; however, Hensel notes that “no 2x4s or bricks can be accepted.”
Some materials cannot be used as feedstock. Hensel is quick to point out that this service is not a hazardous waste dump; the company does not accept or process any hazardous materials. In addition, halogenated polymers such as polyvinyl chloride (PVC) and fluoropolymers are not suitable. The high temperatures used in the cracking process would cause these materials to yield highly corrosive acids such as hydrochloric acid (HCl) and hydrofluoric acid (HF). The longevity of the processing hardware would be greatly compromised in their presence.
Water is another material unfriendly to the Polyflow process. The process is anerobic; high concentrations of water create unwanted oxygen, which reduces process efficiency. Water-based materials must therefore be dried before being introduced to the process.
Advantages
The advantages of this process are numerous.- The multiple waste streams that will be consumed will lighten the burden on landfills. This will increase landfill longevity and limit the need to create new sites for trash containment.
- Since the byproducts of this cracking method have a high BTU value and are used to fuel the process, overall energy consumption is minimal.
- Compared to the incineration of waste products, this process evolves 90% fewer greenhouse gases. Furthermore, no particulate emissions are evolved.
- The price of the monomers produced will be contingent on the costs of the trash used and on the cost of the process itself and will be immune to geopolitical events. As a result, the process will give buyers more stable and predictable raw material costs.
- The problem of sorting lower volume recyclable plastics (i.e., nos. 3 through 7) will be eliminated because this process can accept all of these materials.
Figure 2. A schematic of the Polyflow process.
Paint and Coatings Recovery Program
Polyflow can accept nearly all resin types of paint and powder chemistries, including polyester, polyurethane, epoxy, acrylic, alkyds, latex and blends. No fluoropolymers and only a limited amount of PVC can be accepted. Latexes will have to be dewatered. The company does not currently intend to offer a dewatering service.The company also will not accept hazardous wastes. At the moment, this includes solvent-based paints, although efforts are under way to convince the Environmental Protection Agency (EPA) to exclude these waste streams as hazardous materials. (Additional details can be found in the EPA’s 40CFR261.4 policy.) In addition, the company will not accept known hazardous materials such as heavy metal containing compounds.
Because of the scale of the proposed operation, Polyflow has instituted a minimum load size of five tons. The company expects that consolidators will be established to handle small generators of wastes streams.
Powder coatings can be delivered in drums and gaylord containers. They will not have to be sintered into solid blocks. Incidental packaging such as plastic bags and stretch wrap are perfectly acceptable feedstock. Cellulosic packaging will be separated and discarded.
While Polyflow is a paid service, Hensel notes that the cost will only be half of what most companies pay to send their paint and powder wastes to a landfill. Additionally, companies that choose to recycle rather than dispose of their waste materials will reap the benefit of knowing that their efforts are having a positive impact on the environment.
State of the Art
The process has been verified in hundreds of cycles using a 500 kg “lab” batch apparatus. NIST-certified laboratories have validated the results. Plans are under way to expand the capability of the process to a pilot-plant-sized reactor in 2007. Full production of a 65,000-ton-per-year-capacity system is slated for mid-2008. The full-production unit will consume about one and a half to three truckloads of waste per hour.Polyflow envisions rapid success once the first full-sized unit is operational. The company plans to build and install seven plants in the first 10 years. Longer term projections call for establishing 100 plants within the next 20 years.
The inventor of the process, Charlie Grispin, said that the Polyflow process is “the greatest step forward in the polymer industry in the last 40 years.” If I were a betting man, I would wager that his words will ring true.
For more information about Polyflow Corp., contact Joe Hensel at 330.253.5912 or e-mail info@polyflowcorp.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




