Pretreating Metal with Nanotechnology

The nanocoating - applied here by spraying - causes only minimal foaming, which reduces the process maintenance and disposal costs versus conventional processes.
Nanotechnology, which is rapidly conquering an increasing number of application areas, has now found its way into industrial paint shops, and specifically the pretreatment process. A new wafer-thin coating* applied to metal parts before they reach the paint shop is eliminating heavy metals and phosphates, reducing equipment contamination, and lowering energy consumption. The coating is compatible with all commonly used powder and wet paint systems and can be used with existing equipment with only minimal modifications.

Table 1.
Better Eco-Performance and Corrosion Protection
The prevailing industrial standard for metal pretreatment has been practiced for about a century. This process involves iron phosphating, sometimes followed by a post-rinse for further corrosion protection or passivation. While iron phosphate processes have proven to offer good performance, the process effluent is known to have a high phosphorous content. Frequent tank maintenance is required to remove the phosphorous “sludge,” and the process effluent might need to be treated prior to release. Phosphorous is a common nutrient that helps to sustain plant growth, but extreme levels in lakes and rivers can be detrimental to the ecosystem by creating an environment that encourages excessive algae growth. As the algae grow, they create high chemical oxygen demand (COD) and biochemical oxygen demand (BOD), using up the available oxygen supply and thereby threatening the survival of other aquatic species.The new nanotechnology-based conversion coating is based on oxides of metals such as titanium or zirconium, and it does not use regulated heavy metals such as nickel, manganese, chromium or lead. It also does not contain any organic components, which means that the COD and BOD load is zero. Since there are no heavy metals or phosphates to dispose of, the new process represents a major step forward in terms of ecological sustainability.
The new technology also offers substantial improvements in performance. With a thickness of only 20 to 30 nanometers (nm), the nanoceramic coating is much thinner than the coating achievable with conventional iron phosphating (typically 50 and 100 nm thick), but the corrosion protection and paint adhesion are substantially better. These characteristics were demonstrated by comparative measurements on steel and aluminum substrates that were treated with iron phosphating or the nanoceramic coating and subsequently coated with TGIC-free polyester powder. The corrosion protection was tested with a salt spray test to ISO 9227 standards, and paint adhesion was evaluated using a cross-hatch test to ISO 2409 standards. On all substrates, the nanotechnology-based conversion coating showed minimal rust creep at the scribe and achieved better results in the salt spray test. On the steel substrates, corrosion creep was reduced up to one-ninth of the creep with iron phosphating (1.5 mm compared to 14.0 mm) (see Table 1).
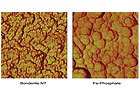
Figure 1. The nanotechnology-based conversion coatings increase the surface area and offer a greater surface for paint adhesion compared to iron phosphating.

Figure 2. The golden shimmer of the surface makes the coating clearly visible to the naked eye and facilitates visual inspections.
A Clean and Efficient Process at Kesseböhmer
The nanotechnology-based conversion coating is already in use in the facilities of hundreds of manufacturers and has successfully passed years of continuous production in many industrial environments and different plant conditions. One example is the Kesseböhmer Group. At its Bohmte plant near Osnabrück, Germany, Kesseböhmer produces retail furnishings and display systems for renowned manufacturers of branded consumer products. Ninety percent of the parts are made from steel and the rest from aluminum. The plant is equipped with a powder coating line that operates at a speed of 4 meters per minute and achieves an output of 200 square meters of coated surface per hour. The continuous pretreatment spraying line comprises four zones: alkaline cleaning, rinsing, pretreatment and, finally, rinsing with de-ionized water. When the iron phosphating process was replaced with the new nanotechnology process, the company saw immediate improvements.“The changeover went without a hitch,” reports Egon Stellwag, who is responsible for the entire painting process at Kesseböhmer. “The biggest benefit is that we have achieved huge savings in energy costs because of the low heating requirement. The spray nozzles no longer clog up, and the zone does not have to be desludged with a pressure belt filter, which used to be a standard requirement. That means we spend much less time and money on maintenance and disposal.”
Stellwag also enthuses about the quality of the conversion coating. “Due to changes in powder color, the line is stopped for some minutes several times a day. In the past, we had films of rust forming on the pretreated parts. With the new coating, this is not a problem anymore,” he says.
The pretreated surfaces have a golden or a silvery shimmer, which further assists in the quality control process. “The conversion coating is visible, to a greater or lesser extent depending on the material, which makes in-process visual inspection much easier,” Stellwag says (see Figure 2).

Figure 3. A process comparison between the iron phosphating (top) and the nanoceramic coating (bottom).
New Competitive Opportunities for Quality Powder Coating
Another project with the nanoceramic coating has been running since the fall of 2004 at the progressive painting enterprise Quality Powder Coating (QPC) in Nassjö, Sweden, which specializes in high-end coatings and supplies major customers like Ikea. The company stands out for the fact that it can handle large-dimension workpieces up to seven meters long. QPC is a fast-growing company that firmly believes in the new conversion coating technology.“We are a small company, but we do big business,” says QPC Managing Director Roger Fröhjd, who regards the decision to switch to nanoceramic coating as a key move that will help his company to grow still further. “With the new coating, we have adopted a process that not only produces high quality results but is simpler to use. It performs better, too, which is the ideal precondition for winning even more customers who insist on high standards.”
In the seven-stage pretreatment process, the post-rinse (passivation) stage after iron phosphating has been eliminated, along with the heat required for iron phosphating. But the nanoceramic coating process still delivers better-quality results (see Figure 3).
QPC analyzed the new conversion coating in the laboratory. “The parts are now much cleaner than with iron phosphating,” asserts Fröhjd. “This new technology enables us to offer highly reliable processes and excellent quality of the painted parts.” Fröhjd is especially pleased about the low investment that was required to adapt the existing lines to the new process. “All we needed to do was to purchase a new dosing pump. The changeover couldn’t have been smoother,” he says.
Environmental Sustainability and Reduced Costs for Electrolux
Yet another successful implementation of the new technology can be seen at Electrolux Home Products in St. Cloud, MN, a manufacturer of upright and compact freezers. The company had previously used an iron phosphate paint pretreatment process. A few years ago, the city of St. Cloud tightened the limits on the level of phosphates they would allow in the effluent water streams from manufacturing facilities. This regulatory change would have required Electrolux to install an onsite waste treatment facility costing millions of dollars if the plant had continued using the iron phosphate paint pretreatment process.Nearly all of the phosphate discharged from Electrolux came from two paint pretreatment lines. Each line was set up with an alkaline cleaner, an iron phosphate and a non-chrome post treatment, all containing some levels of phosphate. To achieve the plant’s goal of significantly reducing its phosphate discharge, these products would all have to be replaced without affecting product quality.
The company switched to a phosphate-free cleaner and replaced its iron phosphate and post-treatment chemicals with the new nanotechnology-based pretreatment process. These changes virtually eliminated the phosphorous in the plant’s effluent and prevented the need to invest in a water treatment facility. The new paint pretreatment process not only met all performance criteria, including 500-hour salt spray and humidity accelerated aging tests, but it also offered many processing advantages that resulted in significant annual cost savings. For example, the plant was able to discontinue use of its chemical post treatment and one of its water rinse stages. Maintenance requirements such as nozzle cleaning and chemical cleanouts also were dramatically reduced since the phosphate-free conversion coating virtually eliminated sludge buildup in the tank. Additionally, the ambient temperature process allowed the plant to turn off the burners in its conversion coating stages, reducing the plant’s energy consumption.
“The results have been excellent. We saved a lot of money in operational costs, and we achieved our environmental goals,” said Dick Lloyd, manufacturing engineer for Electrolux Corp.
Sustainable Technology Leap
Experience has shown that the new nanotechnology-based conversion coating provides a reduced environmental impact, improved process efficiency and better results compared to conventional pretreatment processes. Companies that implement the new coating can also profit from a substantial cost savings, which can give them a major competitive advantage in the global market. Based on these benefits, the new technology can be regarded as a real breakthrough in surface treatment throughout the metal industry.*Bonderite NT-1, supplied by Henkel. For more information about the metal pretreatment technology, e-mail Bonderite.NT@henkel.com or visit www.BonderiteNT.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!
