Meeting the Challenges of Green Preservation
Coatings manufacturers understand the importance of employing ‘green’ technology for advanced materials protection. Unfortunately, environmentally responsible preservative programs are sometimes viewed as being less effective than formaldehyde donor biocide chemistries. Meanwhile, the increasing market demand for green products and continuing regulatory pressure to move away from formaldehyde are shrinking the list of approved, efficacious biocide actives. Manufacturers are realizing that the latest green technologies can only help them achieve their performance goals when the biocides are paired with applications expertise from a specialty biocide supplier. The following is one case story featuring a well-established paint producer who achieved advanced green preservation that is both economical and effective.
Strictly speaking, creating environmentally friendly products starts by formulating with greener raw materials. However, green raw materials are much more vulnerable to microbiological attack and often represent significant sources of microbial contamination. The main reasons for this are: reduced resin monomer content, fewer co-solvents, lower overall VOCs, and reduced biocide residuals carrying through from the production process. These factors put more stress on maintaining good plant hygiene, which in turn causes the paint manufacturer to upgrade biocide use practices everywhere in the process, and also influences the degree of monitoring required.
One such U.S. manufacturer (Company A) has had an enviable record of well-preserved paints for many years using formaldehyde donor chemistry, with some products having lasted longer than 15 years. In 2011, the company announced a new line of green paints for its North American customers. In addition to all the other material changes in the formulation, these paints were to be designated as low-formaldehyde products. As evaluation began, Company A determined that microbiological problems arose shortly after the VOC content in their primary raw materials fell below 50 g/L. The problem manifested itself as sporadic incidences of bulging cans, sometimes expressed as can-to-can variation within the same production run.
Housekeeping practices, microbiological condition surveys and even challenge studies on the final products were thoroughly reviewed and revealed nothing extraordinary. Based on prior experience with this particular customer, it was evident that the routine monitoring practices that had worked previously with formaldehyde donor products were insufficient for the new green preservative. Company A recognized the need to start with a new standard testing protocol that more accurately simulated changing hygiene conditions and the impact on final product preservation. Company A then formed a technical partnership with its principal biocide supplier, Troy Corporation.
Knowing that biocide demand had increased and that their new products were sensitive to seemingly minute preservation changes, Company A decided to devise a testing protocol with heightened sensitivity to uncover performance differences among green wet-state treatments. A list of green biocide actives was qualified and included benzisothiazolinone (BIT), chloromethylisothiazolinone (CMIT) and bronopol (BNPD).
First, all new testing would be performed on actual plant production batches, not those prepared in a laboratory. Secondly, the testing would be conducted during the summer when microbiological issues are most prevalent. Troy and Company A collaborated on conducting advanced plant hygiene audits that employ Troy’s TMMA principles for identifying areas of concern that otherwise would go undetected by standard hygiene audits. TMMA stands for Troy Microbial Management Advantage, a technical support service program provided by Troy to ensure the proper use of the most cost-effective preservatives.
Ten different paint grades across interior and exterior product lines were chosen for testing, and represented various combinations of latex resins, pigments and thickeners. All products were manufactured in the plant in typical batch-size amounts, and then split into drum-quantity trials in which various preservative schemes would be tested. After the addition of the biocide, five-gallon pails were filled with the treated paint grades and stored in a warehouse without air conditioning for six months, including the summer. At that point, the revised laboratory testing protocol was utilized and challenge testing for preservative performance was conducted by multiple outside facilities. The work was performed on fresh production paint samples and repeated on samples that had been heat-aged to stress the preservative programs being tested.
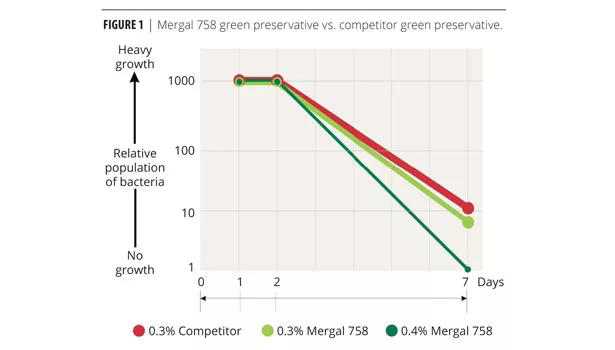
The dose-response curves in Figure 1 represent different preservative treatment schemes based on BIT, BNPD and CMIT combinations. The red ‘Competitor’ line depicts the performance of 0.3% use level of a combination of all three actives, while the green lines represent 0.3% and 0.4% use levels of Mergal®758, a unique, VOC-free, CH2O-free dispersion of BIT and CMIT. The Competitor and Mergal 758 at 0.3% use levels each failed to reach <10 cfus/mL when subjected to four challenges and heat aging. However, the 0.4% use level of Mergal 758 exhibited excellent performance. As the graph shows, differentiated performance was achieved by Mergal 758 under a special set of laboratory conditions, and illustrates that the use of certain green wet-state product technologies can be quite effective in controlling microbial activity under extreme conditions.
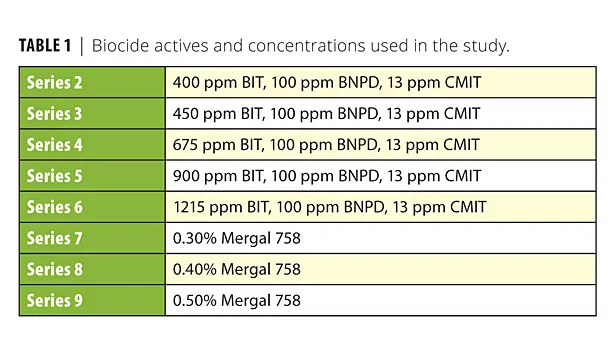
Table 1 shows the green biocide actives and concentrations used during the long-term study. The product used in Series 7-9 (Mergal 758) is certified by both Green Seal and Greenguard. This testing protocol was able to simulate more accurately the microbial, chemical and thermal factors impacting Company A’s new line of green paints, which was the ultimate objective of the study.
The selection criteria used for testing the biocides were as follows:
• Zero formaldehyde, low to zero VOC contribution, high % activity;
• Chemical stability based on temperature and pH;
• Speed-of-kill (dose-response);
• Minimum inhibitory concentration (MIC) for relevant microbial species;
• Relative performance strengths and weaknesses; and
• Substrate compatibility and ease of addition.
After the first round of challenge testing, some performance differentiation was observed. The heat-aged challenge testing, on the other hand, showed significant performance differences, especially among the green technologies. The multi-active product technology represented by Mergal 758 performed the best. When the six-month heat-aged products were then retested, there were clear winners among the green combination active technologies, most notably the Mergal products.
Conclusions
Company A had a long-standing product quality reputation to protect and maintain. Its customers were demanding greener products, and standard laboratory practices, sampling techniques and testing protocols were deemed insufficient to predict future performance. The innovative testing practices Company A developed in cooperation with Troy were successful in distinguishing which green wet-state treatment scenarios would withstand the rigors of high heat and time. Most importantly, the company was able to differentiate product performance based on subtle differences in biocide active combinations and product formulation features that helped them achieve green status. By proving the performance of a new green preservative, this paint company not only solved its microbiological concerns, but also was able to achieve its sustainability objectives and introduce a new line of green paints on time.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







