Corrosion-Resistant Nanocomposite Coating for Metal Structures



• Improve the adhesion and corrosion resistance of paint systems on steel, aluminum and other metal substrates;
• Reduce the required level of grit blasting from SSPC (Steel Structures Painting Council) SP-10 (near white blast cleaning = at least 95% of the surface free of visible residues) to nominally SP-6 (commercial blast cleaning = at least 65% of the surface free of visible residues) or SP-3 (power tool cleaning, which only removes loose mill scale, rust and old paint).
The environmentally friendly waterborne nanocomposite pretreatment promotes adhesion between the paint layer and the metal by acting as a double-sided bonding agent. This article discusses the pretreatment concept, laboratory and outdoor exposure test results of the pretreatment, and scale-up of the nanocomposite pretreatment with a major U.S. shipbuilder.
Technology Overview
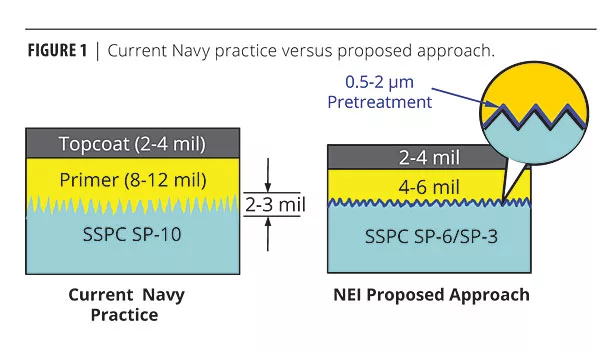
Under a Navy-sponsored Small Business Innovation Research Contract, NEI developed a chromium-free nanocomposite pretreatment coating for steel, aluminum and other metals. As an example, the current Navy practice for blasting and painting steel ships is shown in Figure 1, along with the proposed approach. The current Navy practice involves grit blasting the steel to a SSPC SP-10 level of cleanliness. This level of grit blasting is very time consuming, costly and is an environmental issue because it generates huge volumes of hazardous waste due to the large amount of metal surface removed in producing a metal surface profile of 2-3 mils. After blasting, two coats of primer are usually applied at a total thickness of 8-12 mils, followed by a 2-4 mils-thick topcoat. The technology developed by NEI is a thin (~0.5-2.0 micron thickness) nanocomposite pretreatment that acts as a double-sided bonding agent. Because of the excellent adhesion of the pretreatment to both the metal substrate and primer, the level of grit blasting can be reduced from SP-10 to SP-6, or even SP-3 power tool cleaning in less-demanding applications. This reduced level of surface preparation results in a significant reduction in labor and hazardous waste, lowering overall costs. Also, due to the excellent adhesion and corrosion resistance resulting from the use of the nanocomposite pretreatment, the potential exists to reduce the thickness of the primer coat, lowering the total applied cost even more.
It should be emphasized that the nanocomposite pretreatment is extremely environmentally friendly in that it is waterborne, dries at ambient conditions (i.e., requires no elevated temperature curing), contains no chromium or other carcinogens, no solvents (therefore no VOCs), no heavy metals, and no HAPs. Also, the pretreatment was formulated so that it is easy to apply to various metal surfaces using conventional painting equipment.
Test Results
Initial Laboratory Formulations
The initial laboratory work focused on developing a viable air-dry waterborne formulation that would provide excellent adhesion and corrosion resistance on steel that was grit blasted to a lower level of grit blasting cleanliness than SP-10 (i.e., SP-6 or SP-3). After designing and testing dozens of formulations, the nanocomposite pretreatment formulation discussed below was chosen.
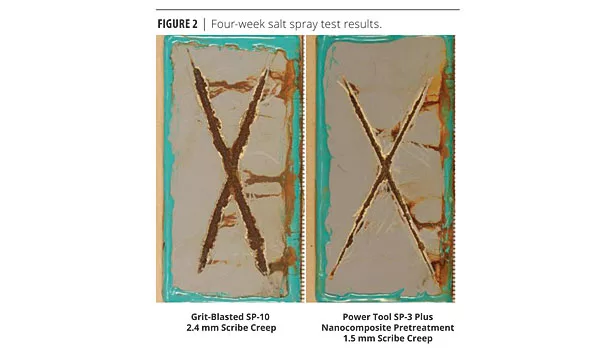
Figure 2 shows 4-week salt spray results (ASTM B117) of steel panels that were either grit blasted to SP-10 without any pretreatment, or cleaned with a power tool to SP-3 level of cleanliness, followed by application of the nanocomposite pretreatment. All the panels were coated with an ultrahigh-solids epoxy primer (8 mils − MIL-PRF-23236C) and low-solar-absorbance silicone alkyd topcoat (2 mils − MIL-P-24635B). Figure 2 shows that the SP-10 control panel had 2.4 mm of scribe creep (i.e., paint delamination at the scribe area) compared to 1.5 mm for the SP-3 plus nanocomposite pretreatment. This is a significant result because the nanocomposite pretreatment with a much lower level of surface cleanliness (SP-3) had better salt spray results than SP-10.
A cathodic disbondment test was also conducted. In this test, panels were coated with an ultrahigh-solids epoxy primer (8 mils − MIL-PRF-23236C). A topcoat was not used. A scribe was placed in the paint through to the steel substrate. The panels were then immersed in a 3.5% sodium chloride solution under -0.59 volt cathodic polarization for 24 h. The delaminated paint around the scribe was then lifted with a knife, and the size of the disbondment area was measured.
Figure 3 shows that the SP-6 level of cleanliness in combination with the nanocomposite pretreatment had much less scribe creep than the SP-10 samples.
Shipyard Scale-Up
Nanomyte PT-20 nanocomposite pretreatment for steel substrates was scaled-up at a major U.S. shipyard. In November 2010, NEI personnel conducted the first field trial of Nanomyte PT-20. In that trial, shipyard workers cleaned 62 steel panels (6” x 12” x 1/8” thick) by grit blasting or using a power tool. PT-20 was applied to some of the panels cleaned to SSPC SP-6 or SP-10. Some panels were “control” panels in that they were not treated with PT-20. Shipyard workers then applied two coats of a Navy-specified epoxy primer (MIL- PRF-23236D). Total dry film thickness was 8 mils; drying time between coats was about 18 h.
Prepared test panels were painted, scribed and placed on outdoor exposure at 45° facing south (according to ASTM D1014) about 30 yards from the salt water at the shipyard. The panels were put on exposure in January 2011 and evaluated at six-month intervals. In the July 2011 evaluation, there was no visible difference in any of the panels. Panels from this trial were also evaluated in various laboratory tests. The results are discussed below.
Laboratory Test Results
Panels from the November 2010 shipyard trial were subjected to the following laboratory tests: salt spray (ASTM B117) and cathodic disbondment (MIL-PRF-23236D). Results of each test are discussed below.
The panels were subjected to salt spray testing (ASTM B117) for 28 days. Figure 4 shows that the SP-6 surface preparation plus NEI pretreatment had less scribe creep than the SP-10 control. These results are typical for multiple samples in the test series.
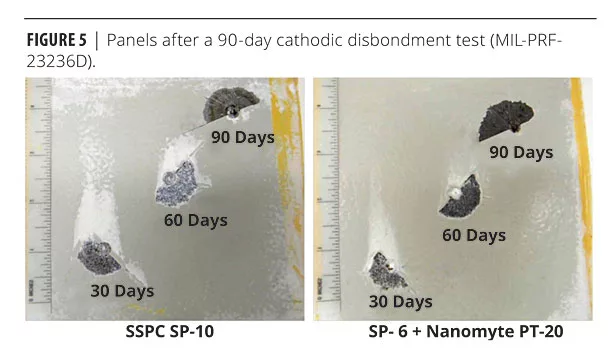
The cathodic disbondment test was done per MIL-PRF-23236D and ASTM G8. Three ¼-inch holidays were drilled through the coating to the metal on each 6”x12” test panel to obtain results at 30, 60 and 90 days. The panels were placed in a plastic vessel and immersed in an electrolyte solution consisting of tap water and 1 wt% each of sodium chloride, sodium sulfate and sodium carbonate. The panels were electrically connected to a commercial magnesium anode. At the end of the test period, the test cell was disassembled, and the test panels were rinsed with warm tap water and wiped dry. The delaminated paint around the holidays was then lifted with a knife, and the size of the disbondment area was measured.
Figure 5 shows that the cathodic disbondment resistance for the sample with SP-6 surface preparation plus Nanomyte PT-20 pretreatment is slightly better than that of SP-10 control. The results shown in Figure 5 are typical for multiple samples in the test series.
Prototype Parts Scale-Up
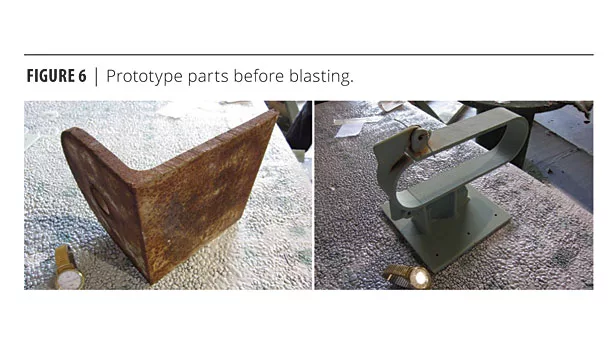
Based on the success of the November 2010 trial, Navy and shipyard personnel agreed to scale up the process to prototype parts. The scale-up trial took place in May 2011 at the same shipyard as the November 2010 trial. The parts chosen were a support angle and a connector bracket. Each part was about 15” x 15”. One of each part was grit blasted to SP-10 (control part) and the other was grit blasted to SP-6 onto which Nanomyte PT-20 was applied. All the parts were painted with two coats of epoxy primer (8 mils thick total − MIL- PRF-23236D) and one coat of a low-solar-absorbing silicone alkyd topcoat (2 mils thick − MIL-P-24635B). These two parts are shown in Figure 6 prior to grit blasting. Figure 7 shows the parts after they were grit blasted, painted and placed on outdoor exposure in June 2011.
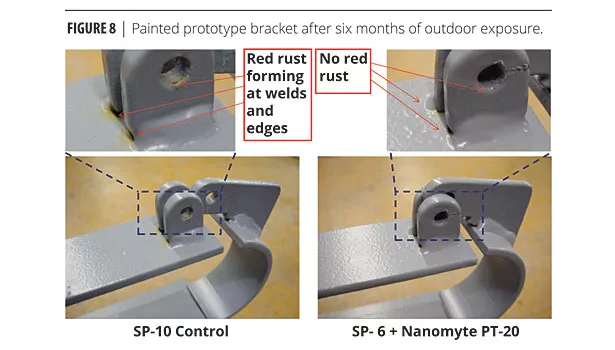
Figures 8 and 9 show the prototype parts after six months of outdoor exposure about 30 yards from salt water. The parts were placed at 45° facing south according to ASTM D1014. At this short exposure time, red rust can be clearly seen at the welds and edge areas of the controls (i.e., SP-10 only) without the NEI pretreatment. No red rust was seen at the same areas, or anywhere else on the test pieces with a SP-6 surface preparation followed by the Nanomyte PT-20 treatment. This result clearly demonstrates the benefits of using the Nanomyte PT-20 pretreatment.
Summary
NEI Corporation has developed a proprietary nanocomposite pretreatment coating designed to: (a) provide long service life by improving the adhesion and corrosion resistance of overlaying paint systems; and (b) reduce overall surface preparation and cost by lowering the required level of grit blasting from SSPC SP-10 to nominally SP-6 or SP-3. The thin (0.5 – 2.0 micron), environmentally friendly, air-dry, waterborne pretreatment promotes adhesion between the paint layer and the metal substrate by acting as a double-sided bonding agent. The NEI technology is applicable to steel, aluminum and other metal surfaces, and is easy to apply using conventional painting equipment.
The corrosion resistance benefits of the nanocomposite pretreatment were demonstrated in extensive laboratory corrosion and adhesion tests, and field trials at a shipyard. Samples from the scale-up trials are on long-term outdoor exposure near salt water. After only six months exposure time, the SP-6 blasted part plus Nanomyte PT-20 showed no red rust whatsoever. The SP-10 blasted part without PT-20 showed red rust at weld joints and edges.
Even though the pretreatment was originally designed for painting structures that require grit blasting, the pretreatment will also be suitable for painting operations not requiring grit blasting, such as coil coating, dip coating and non-grit-blasted spray coating.
Acknowledgment
NEI Corporation is grateful for the financial support provided by the NAVY SBIR program. The work presented in the paper was supported by Contract # N00024-08-C-4142.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





