Ink Pigments Weighed by Bulk Bag Discharging Systems
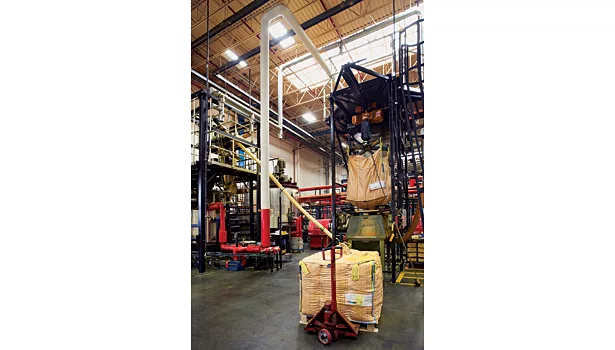
Pigments for each basic color are transferred to a premix tank from a dedicated Bulk-Out™ BFC bulk bag discharger and 32 ft-long flexible screw conveyor from Flexicon Corp.
A Power Cincher flow-control valve regulates flow and permits closure of a partially emptied bag by concentrically cinching the spout.

At the bag spout interface, a Spout-Lock clamp ring (left) and a Tele-Tube telescoping tube (right) eliminate dust and control flow. Also at right, FLOW-FLEXER™ bag activator plates promote flow from the bag
From its humble beginnings in 1971, with a rented press and a borrowed binder in an abandoned millwork factory in Pewaukee, WI, Quad Graphics has grown to become a $4.8 billion global provider of print and digital communications. Today, the company has approximately 24,500 employees working from approximately 60 locations in North America, Latin America and Europe.
A key to the company’s success is its emphasis on seamlessly integrated services from data management and creative development through electronic imaging, print production and distribution. This includes manufacturing its own printing inks – not only offset and gravure, but also metallic and fluorescent inks and invisible inks used as security markings. The company even produces glow-in-the-dark inks based on a proprietary blend of varnish and crystals that absorb and store ultraviolet (UV) light and release a specific wavelength (color) depending on the type of crystal used.
Quad Graphics’ Chemical Research/Technology (CR/T) division is responsible for all facets of ink production, from R&D through formulation and manufacturing. Environmentally friendly offset inks with renewable content as high as 27 percent are manufactured at a fully integrated facility in Hartford, WI, while solvent-based gravure inks are produced at a manufacturing facility located in Martinsburg, WV. At both facilities, pigment for producing various colors is received in bulk bags weighing from 600 to 2,000 lb each, which are emptied and conveyed into mixing tanks using a bulk bag unloading system from Flexicon Corp.
Offset Inks Formulated for Sustainability
Using the highest-quality materials and modern processing facilities, CR/T began formulating and manufacturing its EnviroTech offset inks in 1982. “These inks have renewable resource content, including vegetable oils and pine resin, of approximately 27 percent – well above the industry standard of minimum 20 percent,” said Charlie Buckett, Manufacturing Manager at the Hartford facility.
“Offset printing is done with four different colored inks applied in a photographically generated dot pattern,” Buckett explained. “The inks, known as CMYK, are Cyan (blue), Magenta (red), Yellow and Key (black, the color to which the others are keyed). Cyan, Magenta and Yellow are produced from correspondingly colored pigments, Key from carbon black.”
Upon delivery to the Hartford, WI, facility, the bulk bags are loaded into Flexicon bulk bag dischargers, one dedicated for each of the four pigment colors. Each model BFC discharger is equipped with an electric hoist affixed to a trolley that rides on a cantilevered I-beam, allowing bags to be raised from floor level and rolled into the frame without the use of a forklift.
Pigment powders are notoriously difficult to handle, with physical properties that cause packing, caking, smearing and high amounts of dust. To deal with these conditions, design features of the material handling system must be properly engineered and carefully selected. To eliminate dust and promote flow while discharging, a manual Spout-Lock® clamp ring is raised pneumatically by a Tele-Tube® telescoping tube, allowing the operator to make a high-integrity, sealed connection with the bag spout. The telescoping tube, with a 6-inch OD vent port for interface with a customer-designed dust collector, maintains constant downward tension on the bag as it empties/elongates, promoting complete discharge of the non-free-flowing pigment into a 9 cu ft-capacity Type “T” pyramidal floor hopper measuring 32 inches square by 42 inches high. The dischargers are constructed of stainless steel and include a Power Cincher® flow control valve for regulating flow and permitting dust-free retying of partially emptied bags.
From the hopper, the pigment enters a separate 32-ft-long flexible screw conveyor, which employs a flexible stainless steel screw having specialized geometry to move non-free-flowing materials. The conveyor transports the pigment at a 45-degree incline, discharging it into one of four loss-of-weight feeders, each dedicated to a 21-ft-high premix tank located approximately 23.5 ft from the hopper, where it is blended with varnish to form an approximately 30 percent solids slurry.
The flexible screw conveyor discharges according to the amount of weight lost, whereby load cells on which the discharger is mounted send signals to a PLC to activate the screw when 20 lb of pigment have been released into the hopper, and cycle five times to feed 100 lb into the premix tank.
“Individual slurries are then fed into a holding tank with separate compartments that can hold up to four premixes,” said Buckett. “From the holding tank, the different-color slurries are fed separately into dedicated horizontal bead mills, each with a capacity of approximately 53 gal, for particle size reduction and encapsulation of the pigment to create the finished ink base for each color. Various proprietary ingredients are then added to each base to formulate the finished inks.”
Gravure Inks Require Special Handling
The same pigments that produce heat-set inks at the Hartford, WI, facility are used at the Martinsburg, WV, plant to produce solvent-based gravure inks. “Here four bulk bag dischargers, each with an auxiliary manual bag dumping station, are installed on the second floor,” said Glenn Gogin, CR/T Process Specialist Manager. The operator uses the dumping station to introduce a 50-lb bag of special additives that are conveyed through a flexible screw conveyor along with the pigment to a hopper above a mixing tank dedicated to each color. The pigment and additives gravity feed into each mixing tank when called for by the process.
The contents of each mixing tank are then fed into a holding tank similar to the holding tank used at the Hartford facility. Unlike Hartford, however, the Martinsburg plant uses a novel concept, painting the bulk bag dischargers, hoppers, mixing tanks and other plant equipment to match the color of the pigment each is handling.
“Because the pigments are mixed with toluene, a volatile and flammable organic solvent, the finished inks are blended in explosion-proof mixing tanks located downstream of the holding tank,” Gogin noted. “To keep VOC emissions to a minimum, a gravure pressroom engineered as a permanent total enclosure is located within the Martinsburg facility. Large-diameter piping allows nearly all of the solvent-laden air within the pressroom to be captured for reuse. The system routinely achieves efficiencies that are considerably above the standard of 92 percent required by the EPA and the 96.86 percent industry average.”
For both bulk bag unloading systems, Buckett says, “We sent samples of each color pigment to Flexicon for analysis and specified the feed rates we needed. They took it from there and designed the system to meet these criteria. We worked closely with local representative Allen Davis Associates throughout the process and they were extremely helpful. The system works so well that in the Hartford plant we routinely process about 160,000 lb of dry pigment each week through the four bulk bag dischargers with no problems at all.”
For more information, visit www.flexicon.com. This article appeared in the August issue of Polymers Paint Colour Journal.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



