Pigment-Encapsulating Acrylic Binder
for More Sustainable and Durable Exterior Coatings
For most buildings in the world, exterior appearance is a key parameter. A beautiful façade is often perceived to be equated with a solid, well-made, long-lasting building. Highly durable aesthetic properties are one of the benefits of a high-performance exterior coating. To maintain a good appearance, an exterior paint has to be resistant to climate variations, as well as dirt coming from man-made or natural sources. Even though each ingredient in a formulation has some effect on the final performance of the paint, the binder plays one of the biggest roles in determining the dry film’s properties and longevity. In this article we examine how the formulator can, with the right binder choice, obtain a superior exterior paint with a good environmental profile.
Superior Durability ofPure Acrylic Technology
Different binder technologies are used today for thin-film exterior masonry coatings. Their selection depends either on economic considerations, performance or sometimes historical habits.
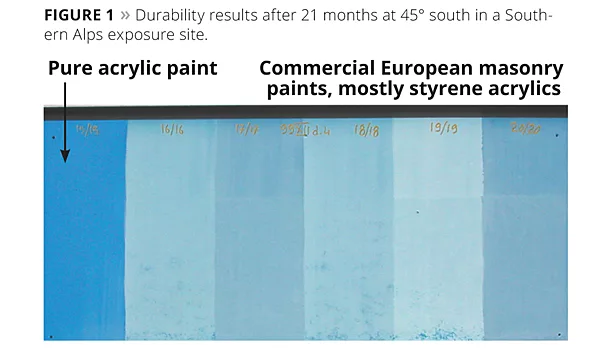
In Europe, styrene-acrylic-based systems are the most widely used in this paint segment even though they are prone to chalking due to UV degradation induced by the aromatic styrene monomer (Figure 1). Vinyl versatate binders are present in some countries; silicate paints are often used to renovate historical buildings. Pure acrylic binders are usually a preferred choice when high performance is required, and their superior durability has been universally proven – not only on mineral substrates, as they are also a leading technology for protecting wooden constructions.
Acrylic technology provides improved UV resistance and reduced chalking, although different levels of performance can be found with acrylic paints depending on the binder composition as well as the formulation.
The main performance of the coating comes from the bulk of the binder composition, however additional polymer features such as crosslinking, oxidative or UV curing, and/or specific morphology can boost overall performance, improving the dirt pick up resistance in most cases.
Pigment Encapsulation Technology (PET)
The technology developed by Dow Coating Materials is an acrylic polymer capable of encapsulating mineral pigments. The homogeneous distribution of the mineral particles in the organic phase results in several performance improvements that paint formulators have sought for many years.
Hiding Efficiency
Scattering efficiency is governed by two parameters: the difference of refractive index (the higher, the better) and the particle size. Mie Theory says that the optimal size of particles is half of the visible light (400 to 800 nm), which is 300 nm.
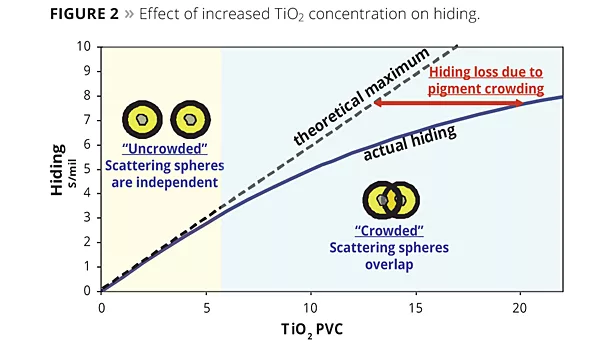
To obtain optimal scattering, titanium dioxide (which has a very high refractive index) has to have a particle size of 300 nm, and TiO2 particles must be sufficiently separated from each other. This minimum distance between TiO2 particles is called the scattering sphere.
Unfortunately, in waterborne paint, TiO2 tends to crowd when its concentration increases, providing less hiding than theory expects (Figure 2).
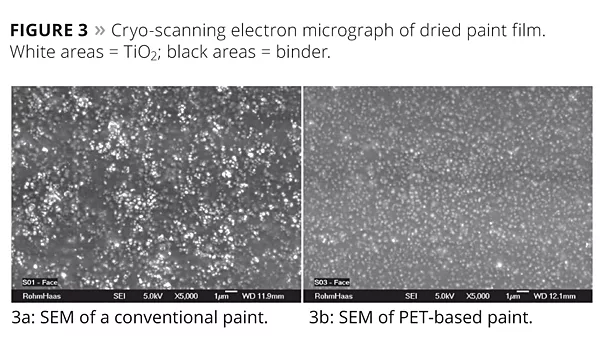
In reality, TiO2 distribution in the paint film is random, at best, because there is no driving force to order or separate the pigment particles from one another. This leads to areas of high and low TiO2 particle concentration, as demonstrated in the electron micrograph (Figure 3a) of an actual paint film. When TiO2 particles are crowded together, their light scattering zones overlap and reduce the net effect on hiding (Figure 3a).
Pigment EncapsulationPolymer Chemistry
The new class of polymer based on Dow proprietary pigment encapsulation technology serves as both a binder and a hiding enhancer. This technology improves TiO2 particle distribution and reduces crowding, as demonstrated in an actual paint film in Figure 3b. This improvement in particle distribution leads to greater light scattering efficiency and the opportunity to make quality white and pastel architectural paints with 10% to 20% less TiO2 if one chooses to reduce the TiO2 content and obtain the same hiding.
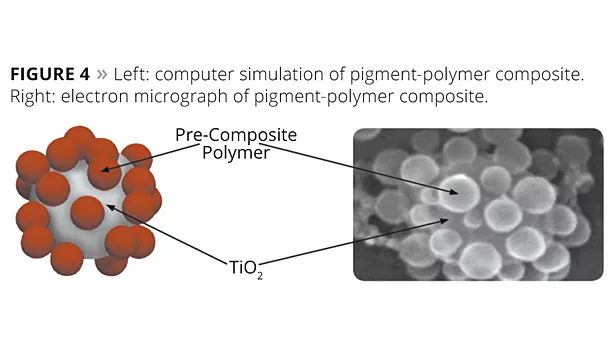
The pigment encapsulation technology employs a film-forming polymer specifically designed to interact with the surface of TiO2 particles. During paint manufacture, the polymer surrounds and reacts with the surface of individual TiO2 particles through a series of adsorptions. As more polymer particles adsorb, the TiO2 surface becomes increasingly saturated. The result is a pigment-polymer composite, as demonstrated via computer simulation and electron micrograph in Figure 4. The minimum level of adsorbing polymer required to ensure this optimal TiO2-polymer composite formation has been calculated, and we have determined a ratio of adsorbing polymer to TiO2 content of 1.35. Adding more polymer than the minimum required is not an issue and can even bring film performance benefits, as we will demonstrate later.
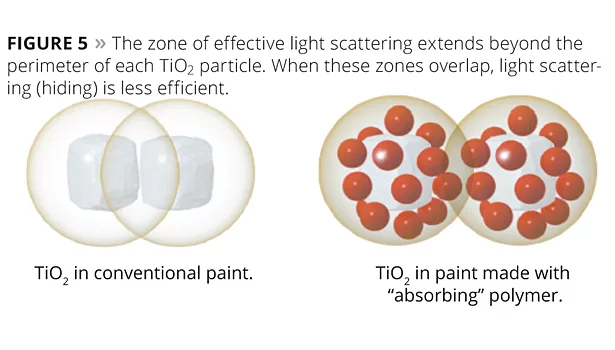
As the paint film dries and the pigment-polymer composites come together to form a film, individual TiO2 particles are no longer capable of coming in close contact with one another because they are separated by the adsorbed polymers that surround them. This configuration encourages a more even distribution of TiO2 and reduces the area of light scattering overlap, as demonstrated by the drawing in Figure 5.
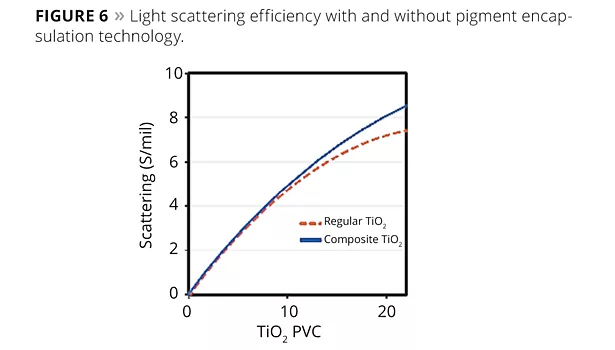
As demonstrated in Figure 6, polymer based on the pigment encapsulation technology reduces scattering overlap and improves the efficiency curve of TiO2 when light scattering is measured as a function of TiO2 level in a paint film (red line).
Improved Durability
Even though the first advantage of using pigment encapsulation technology is to boost the hiding or decrease the amount of TiO2, an increase in durability is another result of the homogenous film obtained.
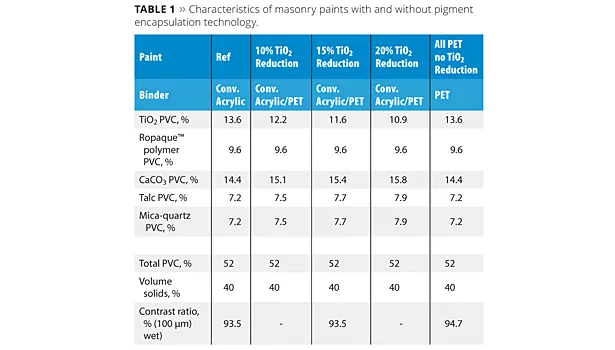
A series of exterior masonry paints was prepared to study the influence of pigment encapsulated technology on coating durability. The reference paint was based on a self-film-forming pure acrylic binder (Tg ~6 °C), with a total PVC of 52% and a TiO2 PVC of ~14%.
Three reformulations were done with a pure acrylic polymer based on the encapsulation technology of similar Tg as the reference binder. The TiO2 level of these three reformulations was reduced respectively by 10%, 15% and 20% and replaced proportionally with the various extenders (Table 1). The opaque polymer was kept constant in all formulations in order to see only the effect of PET on opacity and durability results. Therefore, those three reformulated paints combine two self-film-forming acrylic binders: one of the binders is the PET binder and the other is a traditional, non-pigment-adsorbing binder. The PET binder is used in a quantity that will sufficiently encapsulate the TiO2, and the non-adsorbing binder is added to the level necessary to maintain the total PVC at 52%.
A last paint was prepared where the adsorbing polymer was used as the sole binder (excess of polymer-based pigment encapsulation technology) and the TiO2 level was not reduced; this paint showed superior hiding and was expected to be the best in terms of exterior durability.
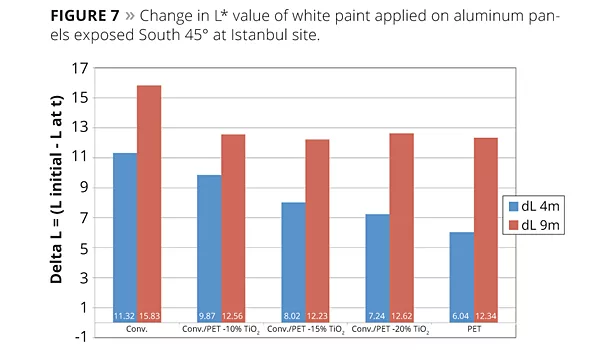
The five paints were applied on aluminum panels and exposed at one of our sites in Istanbul. This site is located in a harbor close to steel factories, and thus allows quick testing of the dirt pick up potential (mostly industrial dirt). We measured the variation in whiteness of the paints exposed South 45° after 4 and 9 months exposure; the changes in L* (Delta L) are reported in Figure 7 and clearly show the positive influence of the pigment encapsulation technology on the dirt pick up resistance (the lower the Delta L, the lower the dirt collection; i.e., the paint stays whiter).
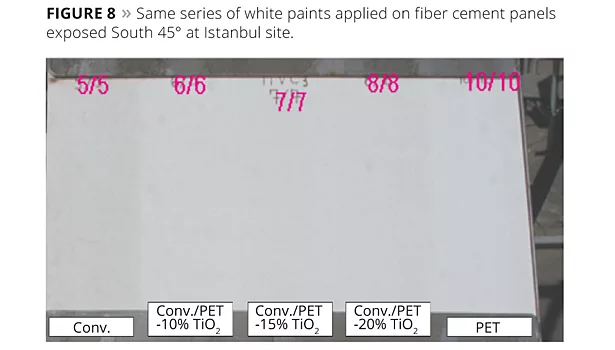
Figure 8 shows the status of these white paints applied on fiber cement panels after 8 months exposure South 45° at Istanbul. The non PET-containing paint on the far left shows greyer appearance due to higher dirt collection.
The reference paint based on a self-film-forming acrylic exhibits a higher dirt pick up (Delta L=15.8 after 9 months) than the paint formulated solely with the adsorbing binder (PET) of similar Tg and containing the same amount of TiO2 and extenders (Delta L=12.3 after 9 months). This improved performance is due to a more homogenous surface with fewer asperities that could fix dirt deposit and lead to a quicker dirt collection (Figure 3b).
This increased homogeneous encapsulation of TiO2 results in overall improved exterior film durability, with superior dirt pick up resistance and also color retention, which we will demonstrate next.
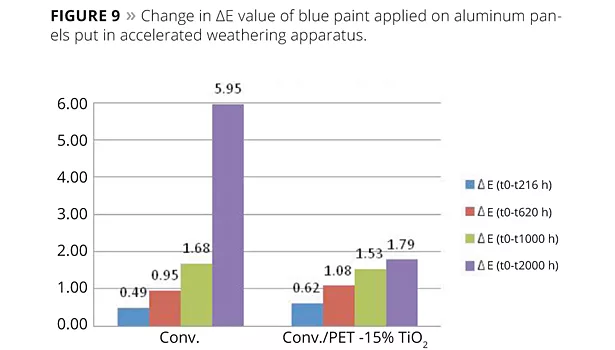
Another masonry series was studied comparing a reference paint based on a self-film-forming pure acrylic binder at PVC 45% to a reformulation with our pure acrylic PET binder of similar Tg removing 15% of titanium dioxide content. The two paints were colored with an organic phthalo blue pigment and applied on aluminum panels. In order to test the accelerated durability, they were placed in a Q-UV cabinet for 2000 h, submitted to cycles of 4 h at 60 °C under UV-A (340 nm) followed by 4 h of condensation at 50 °C. The color was monitored by measuring the L*, a*, b* values at different exposure times and calculating the Delta E; the differences between the initial colors and the colors obtained after a certain amount of time are reported in Figure 9 as Delta E for the reference and the PET reformulation.
The reference paint based on a conventional acrylic binder shows a significant color change, especially between 1000 and 2000 h exposure going from ΔE=1.7 to ΔE=6. The paint formulated with the encapsulating acrylic has better color stability, with a ΔE increasing from 1.5 to 1.8 between 1000 h and 2000 h.
The color fading observed with the paint film based on a conventional self-film-forming acrylic binder can be explained by chalking due to the degradation of the film’s surface. On the other hand, a more durable coating is obtained with the paint containing the PET acrylic binder, this resulting from a more homogeneous film integrity.
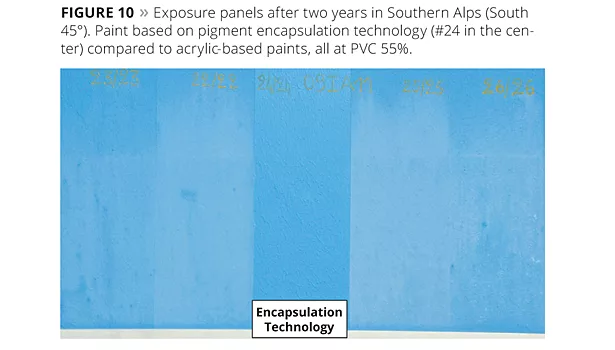
The encapsulation technology also provides an improvement in the efflorescence resistance. The improved film cohesion resulting from the optimal distribution of mineral particles in the organic phase, as well the improved adhesion of the film to the mineral substrate brought by this new adsorbing technology, provide superior efflorescence to the final coating. This benefit has been observed in real exterior exposure on fiber cement panels with the earlier prototypes of the pigment encapsulation technology, as shown in Figure 10.
Life Cycle Assessment – Environmental Impact Consideration
In order to understand the possible environmental impact arising from the adoption of this pigment encapsulating technology, a comparative Life Cycle Assessment (LCA) of waterborne paints was performed. The goal of this LCA was to obtain an objective assessment of the environmental performance of the waterborne paints produced with the pigment encapsulating technology described above and many pre-existing conventional binder technologies (e.g., acrylic, styrene/acrylic, vinyl acetate/acrylic, vinyl acetate/ethylene) used for wall protection and decoration, and compare the results in order to help advance our industry’s understanding of the situation.
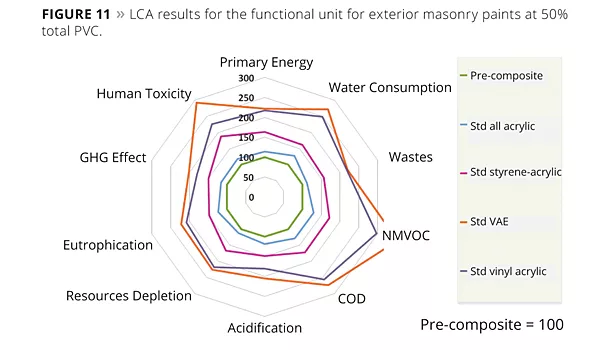
The LCA was performed in compliance with the requirements of International Standards (ISO 14040 and ISO 14044). A third party review (by Pricewaterhouse-Coopers, Global Sustainability Services (PWC)) and peer reviews were done by selected LCA and industry experts to provide independent opinions on this study. Seven waterborne paint formulations reflecting typical PVCs were assessed in this LCA. Life cycle stages considered were: production, application, maintenance and end-of-life, for all materials. We selected the following life-cycle inventory indicators and aggregated environmental impact categories to assess the environmental performance of waterborne paints: primary energy consumption, total water consumption, total solid waste production, wastewater chemical oxygen demand (COD), atmospheric (non-methane) volatile organic carbon (NMVOC) emissions, depletion of abiotic resources, increase of the greenhouse gas effect (GHG), acidification potential, human toxicity and eutrophication potential.
The functional unit used in this study is the quantity of paint to cover 1 m² of wall surface for 20 years (based on standard quality criteria for the paint). All results and conclusions of this LCA refer to this functional unit.
The data used in this LCA was collected from various sources, including primarily emulsion/dispersion polymer production data collected directly from Dow factories, academic LCA publications, regional, national or sectoral standards, and interviews with research institutes and paint manufacturers. When direct data was not available, assumptions were made according to discussions with industry experts and then validated with paint manufacturers. During the defined life cycle, production stages for waterborne paints (raw materials, emulsion/dispersion and paint) contribute the most environmental impact. For the production of 1 kg of waterborne paint, the embedded impact of raw materials contributes the most environmental impact; the production process contributes only a small portion. Going further into the details reveals that in waterborne white paints, most of the embedded environmental impact can be traced back to either the binder (dispersion polymer) or the pigment (TiO2), with the pigment being the overall largest contributor in most cases (contribution of the pigment is often about twice that of the binder).
Figure 11 shows the comparative results for the functional unit defined above for white exterior masonry paints at 50% overall PVC. The pigment encapsulating technology with all-acrylic polymer composition yields the lowest impact for all the study’s impact categories compared to the other binder technologies. Once again the driver for the decrease in impact is driven by the TiO2 reduction (-15% by weight compared to the conventional formulation) and performance improvements.
Conclusion
The use of the pigment encapsulating acrylic binder in exterior applications can not only decrease the amount of TiO2 at the same hiding level, bringing possible cost reduction, but can also help to improve exterior durability such as dirt pick up resistance, tint retention and efflorescence resistance.
Exterior paints containing PET acrylic polymer will last longer than paints based on different binder chemistries, therefore building owners will not need to repaint so frequently to maintain the initial appearance of the exterior façade, also avoiding extra labor cost. The extended longevity of the PET acrylic-containing exterior coating and the possibility to lower the TiO2 content reduce the potential environmental impact of waterborne white and pastel architectural paints.
For more information, visit www.dow.com/coating.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


