Evolving Foam-Control Additives
for Compliant Coatings

Regulations reducing the allowable levels of volatile organic compounds (VOCs) in coatings have challenged formulators for decades. Those screws continue to tighten. Requirements are changing from “low-VOC” to “zero-VOC.” Even if VOC is allowed, water-based coatings formulators are tasked to create coatings with performance matching that of traditional, solvent-based coatings without alkylphenol ethoxylate (APEO) surfactants, or the odor associated with traditional coalescing solvents. Along with these externally driven changes, paint companies are seeking to streamline inventory costs by product line rationalization and qualification of multipurpose, broad-utility components. As coatings evolve, traditional problem-solving technologies such as mineral oil defoamers are found to be less effective. This issue is especially pronounced in low-pigment volume concentration (PVC), high-gloss coatings. In response, formulators are turning to alternative technologies, such as polymeric siloxane defoamers to strike a new balance of miscibility and foam control.
This article looks at the factors impacting the design and selection of foam-control agents for compliant coating formulations.
Background
In general industry foam-control discussions, additives fall into two basic categories:
- Antifoams, which prevent foam formation; and
- Defoamers, which eliminate foam after forming (particularly useful in manufacturing processes).
For the coatings industry, we focus on:
- Macro-defoamers for large, frothy bubbles on the surface; and
- Micro-deaerators for small bubbles of air entrapped in liquid coatings.
In practice, the application of these four utilities can overlap. An additive employed as a defoamer might disrupt initial foam formation, and a material used to reduce macro-foam may also reduce micro-foam. For the purposes of this discussion, the terms defoamer and antifoam will be used interchangeably. Despite this overlap, no universal remedy for coatings foam problems exists. The wide variety of coating formulations eliminates that possibility. Though we seek commonalities across formulations, additives must often be tailored to meet specific needs.
Many industries rely on foam-control technologies, but for most, the elimination of foam is the sole consideration. The coatings industry is more complicated. Along with reducing foam, formulators evaluate additives in terms of negative tendencies to create other issues, such as film defects, adhesion and gloss loss, and the impact on flow and leveling. An additive that eliminates foam, but creates pinholes, craters or poor wetting has merely exchanged one fatal flaw for another.
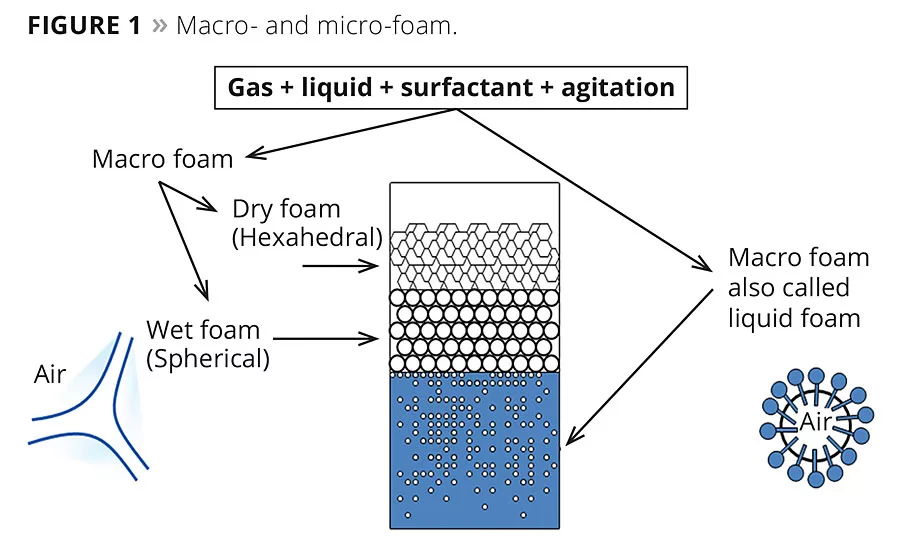
As suggested earlier, the type of foam formed during paint manufacturing, packaging and application impacts the selection of the foam-control technology. Macro-foam, the frothy, airy suds on the paint surface, occurs when large bubbles of air are stabilized by surfactants in the coating and rise to the surface. Micro-foam is essentially small bubbles of gas entrained in the liquid coating phase (Figure 1). Affinity for the primary phase (liquid or gas) dictates choice of defoamer.
All antifoam control is an attempt to strike a delicate compatibility balance (Figure 2). A material that is fully incompatible may provide effective and sustained foam reduction at low levels, but the immiscibility will likely create surface defects in the coating film. An additive that is completely compatible creates minimal risk of defects, but will be a less-effective foam-control agent.
The ideal foam-control agent should work at multiple stages of paint production (grind, letdown and packaging), have minimal impact on other performance properties and provide in-can, long-term persistency. In addition, effectiveness should be seen across a variety of coating systems and provide the needed performance cost effectively.
For decades, mineral oil-based defoamers have been the workhorse antifoam technology in water-based coatings. These products consist of mineral oil compounded with silica, waxes and surfactants. This technology has served the industry well, with excellent surface defoaming, economical cost-in-use and broad utility. As useful as these materials are, they do have disadvantages such as having little effect on surface tension to improve wetting, limited compatibility, which can create the potential for haze and gloss reduction, and most notably, reduced effectiveness in compliant formulations.
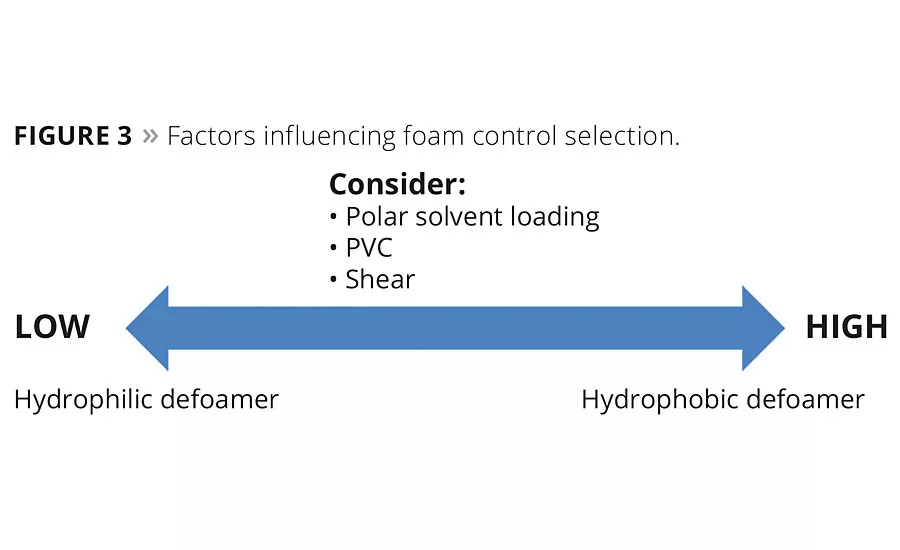
In selecting or developing a foam-control agent, it is necessary to understand the structure/property relationship of foam-control agents and achieve the proper compatibility balance with the paint composition. Paint and additive formulators need to consider the level and polarity of coalescing solvents, the PVC and the shear expected to be applied to the coating (Figure 3).
If any of these factors are low, a hydrophilic defoamer is recommended. For highly polar, high-PVC or highly sheared paint, a hydrophobic defoamer is a better choice. As these and other factors vary widely and create a myriad of paint formulations, no universal foam-control agent exists.
The Case for Silicones
Foam control is a key utility of silicone technology. Beyond the coatings industry, from shampoos, detergent, foam chair seats, beer, gasoline, antacids, to a wide variety of chemical processes, silicone technology has been applied to foam control in many aspects of everyday life. In the coatings industry, silicone antifoams offer several advantages over organic defoamers:
- Effective at much lower dosage rates than organic antifoams, leading to significantly lower cost-in-use;
- Greater persistency than organic antifoams;
- Less interactive in the foaming medium, leading to fewer compatibility problems.
Traditional silicone foam-control additives have been commercially available for decades. These are emulsions based on polydimethyl siloxane (PDMS, or silicone oil); they possess low surface energy and work by aggregating hydrophobic silicone oil droplets on the bubble surface. Though PDMS foam-control agents are very effective and inexpensive, these emulsion products are shear and solvent sensitive, resulting in the release of organic-incompatible silicone oil which, in coatings applications, can create defects, reduce gloss and inhibit recoatability. As such, these should not be the initial focus for foam control in coatings applications.
Despite these issues, this class of materials has it merits and remains in wide use. Polydimethyl siloxanes are available as neat fluids, emulsions, powders and compounds (with hydrophobic silica).
Silicone chemistry allows a wide array of polymer architecture, which impacts hydrophilicity, organic compatibility and physical properties. Specific silicone-organic copolymers provide tailored performance for the coatings industry. These coatings-designed products are available as: neat polymers, solutions, emulsions and compounds. The primary silicone-organic technology is the silicone-polyether copolymers.
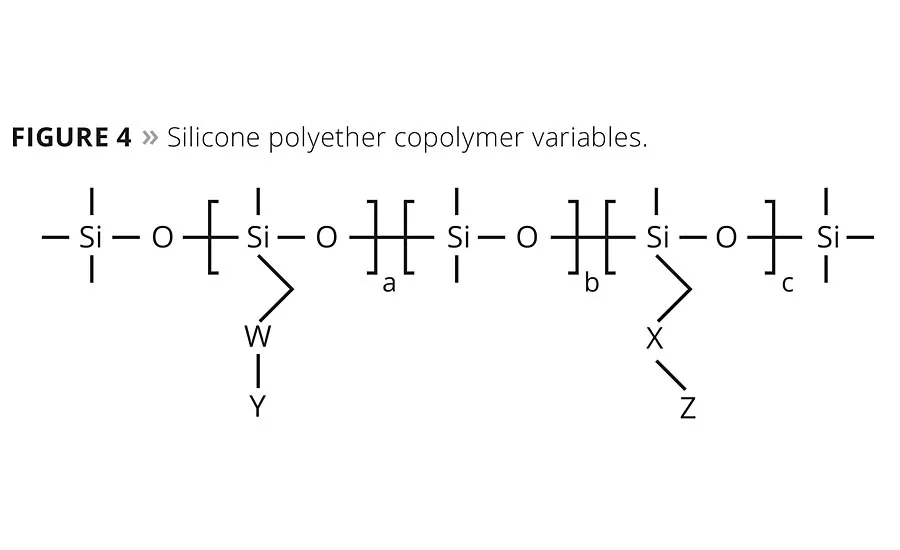
The silicone-polyether technology provides great latitude in polymer architecture. Seven different factors in polymer design can be exploited (Figure 4, a-c and W-Z), impacting molecular weight, hydrophilicity, organic miscibility, viscosity and polarity. Tweaks to the polymer structure allow for designed performance, improving flow, leveling, coefficient of friction, mar resistance, wetting and foam control (either defoaming or pro-foaming). These polymers can be designed to be self-emulsifying and shear-stable.
As defoamers, the adjustable polarity, water solubility and organic compatibility balance out defoaming, surface defects and in-can stability.
Testing New Foam-Control Agents
The incompatibility required to achieve foam disruption and the compatibility needed for uniform film formation is a precarious balance specific to each coating formulation. Predictive models, due to the myriad of available formulation options and interactions do not, as of yet, exist. Theory and hypothesis cannot replace actual performance data. In addition to the traditional design of experimentation discipline needed to ascertain structure/property relationships of the foam-control candidates, evaluation of the candidates creates its own set of challenges.
No test protocol will absolutely reflect all of the unique conditions and variables impacting a specific application, but a lab procedure should not contribute to variance between lab and real-world conditions. Experimental antifoam test protocols consist of four components: coating system, additive incorporation, aeration and film assessment. The challenge is creating a test protocol that reflects application conditions and differentiates foam-control candidates.
Coating System
Binder selection is often dictated by application demands, such as weatherability (polyurethane), corrosion and chemical resistance (epoxy) or cost (polyvinyl alcohol). The surfactants utilized to create those binder emulsions are the primary contributors to foam generation. Surfactant additives, added as problem-solvers (e.g., wetting) are secondary considerations resulting from interactions of other components. While evaluation in a complete, final coating formulation is optimum, much can be learned from screening antifoam candidates directly in the resin binder. Small additions of dye or pigment paste aid in final film assessment. As broad utility is desired, evaluation in multiple, standard workhorse resins systems is advised.
Additive Incorporation
Owing to the efficiency of silicone foam-control additives, recommended use levels are often as low as 0.05 parts per hundred resin (phr). Accurate and precise addition of the foam-control candidates can be problematic at lab-scale (one drop variation is significant). To improve reliability, the candidates are first combined with the resin binder at one percent concentration. This master-batch is rolled overnight on a mixing wheel. These concentrates are then added to the control paint at low specified levels and again rolled overnight to ensure consistent incorporation.
Aeration
Aeration should be performed in a closed container. Aerating in an open container allows evaporation of water, monomers or solvents and can ‘seed’ the sample with particles that can create defects in applied film. One approach is to add a specific volume or weight of coating into a small shot mill container (without milling media) and agitate in a paint shaker. In this way, a closed system is achieved with liquid/air ratio and applied energy consistency.
Using a density cup is acceptable for non-aerated paint samples, but foam variation will result in failure to assess the entire sample. The process of filling the density cup will leave variable quantities of coating (either in liquid or foam phase) in the aeration container, thus skewing the data.
Decanting agitated paint into a graduated cylinder to measure the foam height is a standard approach, but should be factored by the weight of the sample. Pouring the sample into a graduated cylinder that is placed on a lab balance, and simultaneously recording foam height and weight allows density calculation and accurate comparison to control formulations (non-aerated and aerated).
Film Assessment
If we assume that the aeration methodology allows for reasonable characterization of the foam problems, we can ignore the impact of specific application methods (roller, brush or spray) and focus on the other side of our balancing act: film defects.
Though coatings are often applied using fabric rollers, lab-scale assessment with this type of applicator is problematic for several reasons:
- Much of the experimental sample is absorbed by the roller;
- Variation in pressure, overlap and stroke distance impacts coverage;
- Overlapping strokes can erase defects;
- Difficult to differentiate pinholes from unpainted voids.
Similar issues arise for both brush and spray application. Instead, wire wound bars can be employed for evaluating varnishes, clearcoats and low viscosity. For high-viscosity or high-PVC coatings, a doctor blade or drawdown bar is recommended.
Immediately after application, the film appearance is assessed for air bubbles, pinholes, craters, fisheyes and other defects. After drying or cure, gloss and distinctness of image (DOI) are measured.
Conclusions
The combination of coalescing solvents and traditional defoamers has worked well for decades, but as regulatory pressures lead to reformulation, existing technologies are being rendered ineffective. Silicon-based chemistry offers several technologies for foam control, each of which has advantages and disadvantages. Silicone-polyether copolymer technology provides a wide range of tailored structures to provide an adept balance of conflicting property requirements for a wide variety of coatings systems.
Though no one structure provides optimum performance across all systems, structure/property relationships can be observed within resin systems. With this information, new foam-control additives are envisioned, enabling formulators to create the next generation of compliant coatings.
For more information, visit www.dowcorning.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


