Low-Temperature-Curing Powder Coatings System
for New Applications and Robust Process Efficiency

A series of high-reactive powder coating polyesters offering innovative solutions for low-temperature curing or for reduced baking cycle time has been developed, which will allow penetration into new applications. The binders based on these technologies can be cured at peak metal temperatures as low as 130 °C for 10 min, and all of them demonstrated excellent behavior with IR curing as well. This reduction in cure temperatures is bringing a new innovative approach to novel applications and optimized process efficiency while keeping high performance. The objective of this article is to present the findings that demonstrate those achievements.
Allnex powder coating resins R&D’s objective was to support the powder coating market by creating innovative polyester resins that allow the industry to adapt to fast-changing conditions and to:
- Raise productivity;
- Save energy;
- Coat heavy goods;
- Coat heat-sensitive substrates; and
- Increase production process robustness.
Targets for the latest polyester development included three primary factors:
- Lower curing temperatures;
- Shorter curing times; and
- IR curing.
Simulation of Oven Conditions
Significant effort is required to get heavy substrates to the curing temperature level of powder coatings with standard curing conditions, like 10 min at 180 °C or 200 °C, even when the oven temperature is set to 220 °C. For a reactive powder curing at 10 min at 160 °C or below, the residence time in the oven can be reduced significantly.
Advantage of Low-Bake Resins to Shorten Curing Time of Powders on Heavy Substrates
In our lab simulation, a 5-kg steel plate reaches a temperature of 160 °C after 15 min in the convection oven running with 220 °C oven temperature. A reactive powder starts to react at 160 °C and is cured within a few minutes as the temperature increases towards 220 °C. This means the steel piece can leave the oven after just 3-4 min, because the substrate keeps the high temperature above 160 °C, even during the cooling phase for another 5-6 min as the curing process continues outside the oven. This means that the total oven residence time needs to be only 18-19 min to completely cure the reactive powder.
For a 10-min, 180 °C powder, 20 min heating-up time plus a further 6-7 min in the oven is required to get sufficient curing energy. Again, the substrate maintains a high enough temperature during the cooling phase to fully cure the 180 °C powder. The total oven residence time is 26-27 minutes.
For a 10-min, 200 °C powder, 30 min heating-up time is needed. The total oven residence time needs to be 37-38 min to fully cure the 200 °C powder (Figure 1).
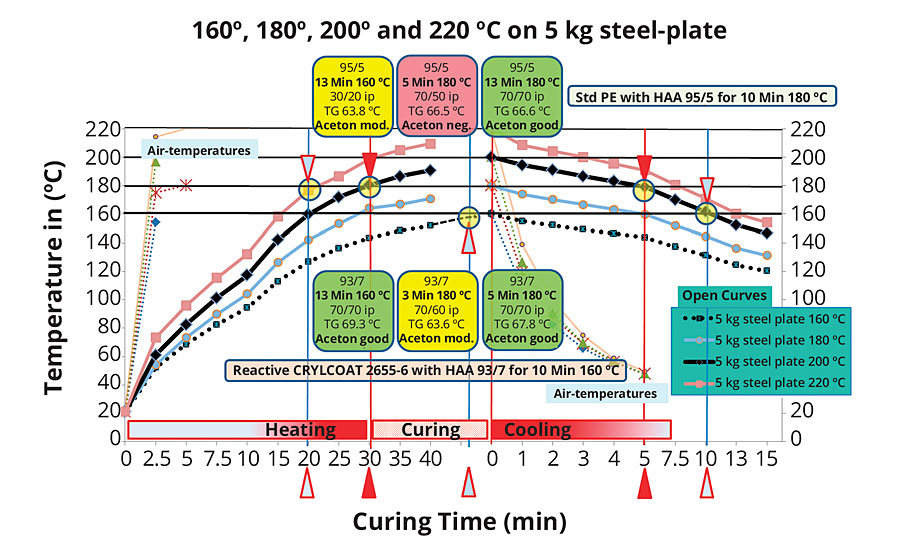
Comparing application results, the residence time can be reduced approximately 50% changing from a 200 °C powder to a reactive 160 °C powder, or 30% when changing from a 180 °C powder to a reactive 160 °C powder, without negative effect on film characteristics.
One can understand that very heavy steel elements take a significantly longer time to heat up. For such very heavy substrates the benefit of a shorter oven residence time is even more desirable. Low-bake powders make it possible to achieve reasonable “short” process times for such heavy substrates.
To be noted: high oven temperatures offer much quicker heating up rates, which means one can reduce the residence time significantly. Reducing the oven temperature from 220 °C to only 160 °C triples the time to get a 5-kg steel-plate to a substrate temperature of 160 °C.
The polyester developments were done for four different types of hardeners used for powder coating technology, including:
- Epoxy (hybrid, epoxy resins with EEW of 680 to 800 gr/eq);
- Hydroxyl-alkylamide (HAA) (e.g. Primid® XL 552*);
- Triglycidylisocyanurate TGIC (e.g. Araldite® PT 810*); and
- Glycidylester (Araldite PT 910/PT 912*).
Challenges and Limitations
Our chemists faced several challenges that could have easily impeded the goal of lowering the cure temperatures and shortening the cure times. The approach allnex took was to find the delicate balance of maintaining the desired resin characteristics of the powders, while still ensuring that crucial aspects were met, such as the powders’ storage stability, chemical stability, weather and corrosion resistance, mechanical properties and viscosity, among others.
Benefits for the New Applications
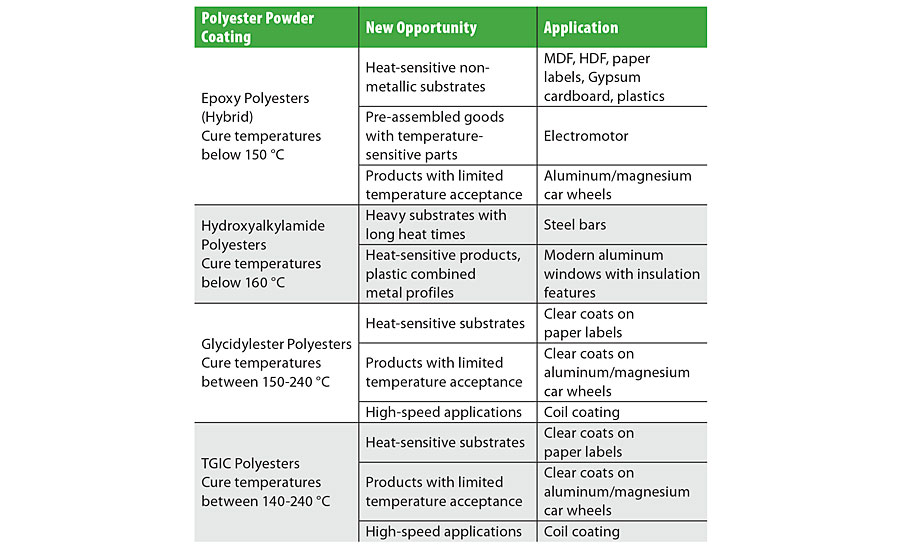
We found that reactive polyesters would allow clients to formulate powders with lower curing temperatures: e.g., 130 °C instead of 160 °C. This discovery grants new possibilities for powder application on heat-sensitive substrates and heavy objects, while also saving energy costs and facilitating the coating operation. These discoveries also open up various opportunities for our target groups, as shown in Table 1.
Reactive COOH-Polyester Resins for Hybrid Formulations for Indoor Applications
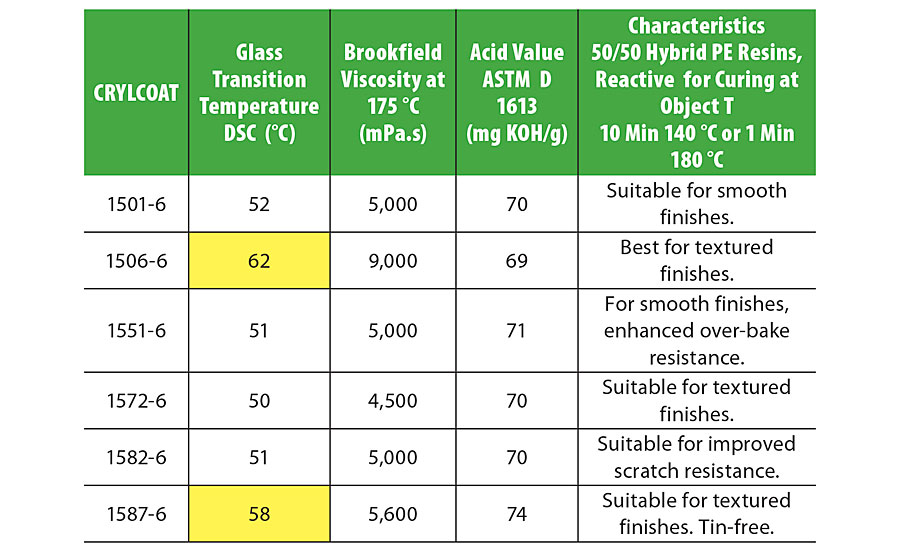
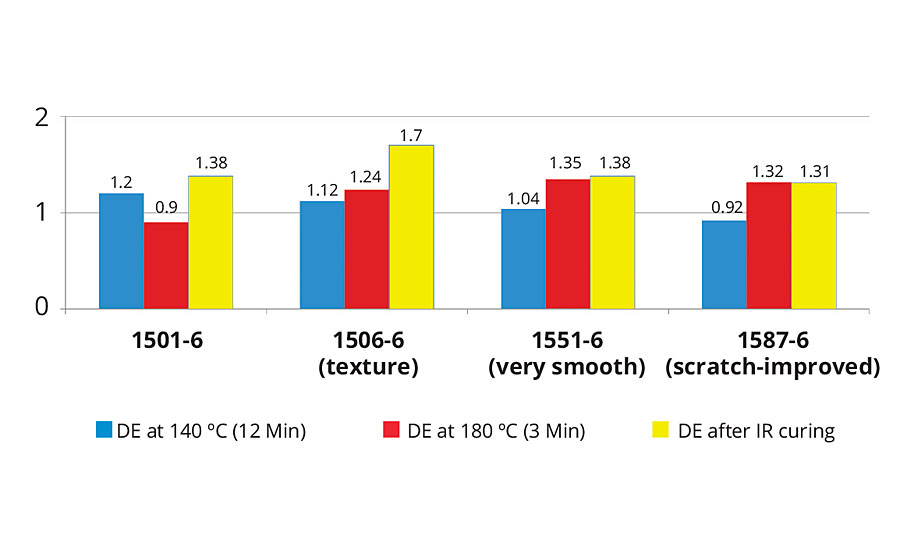
Typical high-reactive polyesters for heat-sensitive applications are 50/50 hybrid polyesters. An example is CRYLCOAT 1501-6, which can cure either at 10 min 140 °C or within the very short time of 1 min at 180 °C object temperature. This polyester is suitable for smooth finishes.
There are other polyesters in the same family that are suitable for formulating textures or showing improved scratch resistance. Other high-reactive polyesters are even tin-free. The resin family comprises a list of different resin grades (Table 2).
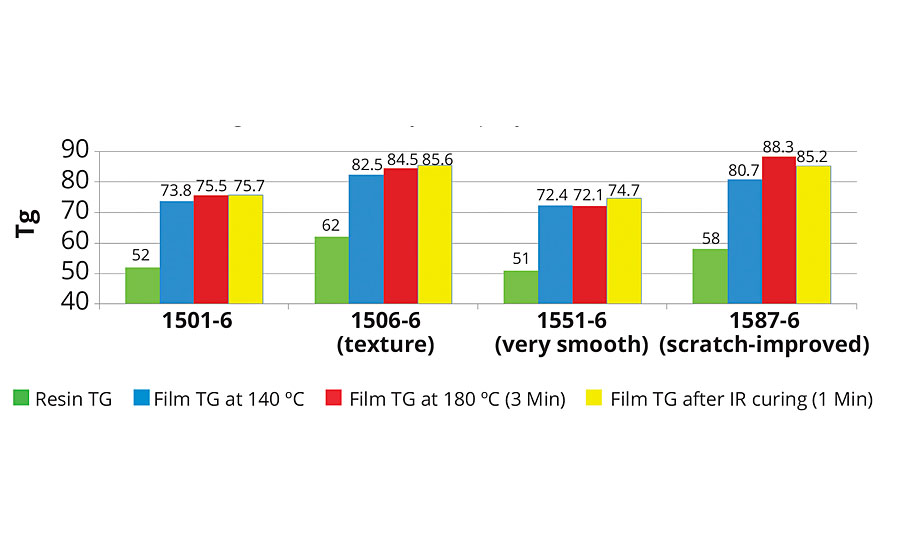
In Figure 2, one can see the film Tgs of some low-bake hybrid polyesters on 0.8-mm steel panels, when cured for 12 min at 140 °C, 3 min at 180 °C or 1 min IR curing. The indicated time is always the total residence time in oven.
The over-baking resistance, i.e., the tendency to yellow (major contribution to DE), of low-bake hybrid polyesters remains at a relatively stable level with applied cure temperatures (Figure 3). IR curing results in some instances is worse than with convection oven curing. This can be expected as the energy density of IR is much higher and can easily provoke more yellowing if the energy dose is not applied precisely.
Reactive COOH Polyester Resins for HAA Curing Agents for Outdoor Applications
Hydroxyl alkylamide reacts with a COOH polyester in a poly-condensation reaction and releases H2O as a volatile. This reaction cannot be accelerated by catalyst. However, today it is possible to formulate HAA powder coatings with innovative high-reactive polyester resins with curing conditions from a minimum of 150 °C object temperature. Crucial parameters, which do not allow further reduction of curing temperature for this hardener, include:
- No suitable catalyst available;
- Glass transition temperature (Tg) – storage stability of the powder needs to be guaranteed;
- Viscosity – bad flow aspect and problems with degassing at low temperatures;
- Reactivity – too-short gel times result in degassing issues;
- Water-spot resistance – limited results with low-temperature-cured HAA-powders.
The outdoor segment is divided mainly into three groups: a) for industrial applications with less than 1 year Florida natural weathering exposure with a gloss retention of <50% after 1 year; b) class 1 application according to Qualicoat with a gloss retention of >50% after 1 year; and c) class 2 application according to Qualicoat with a gloss retention of >50% after 3 years.
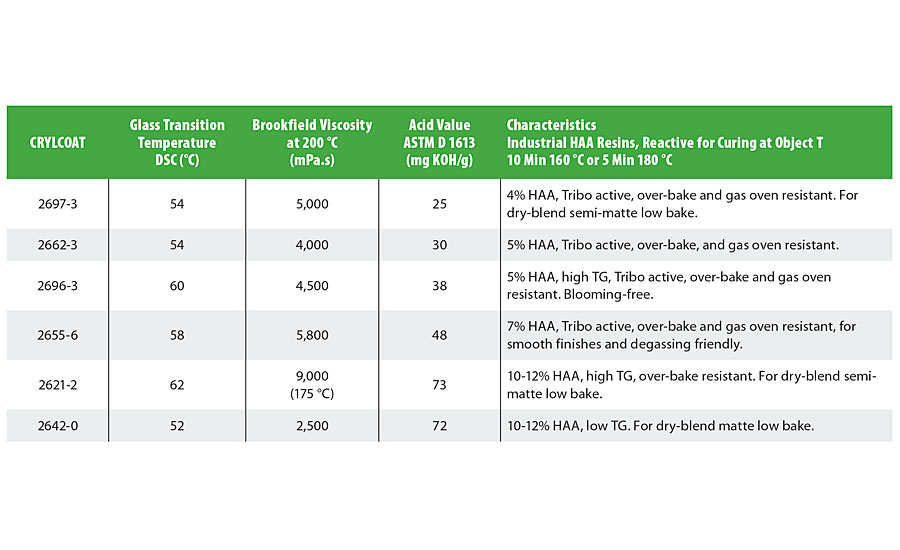
Reactive COOH polyester resins for HAA curing agents suitable for industrial applications can be found in Table 3.
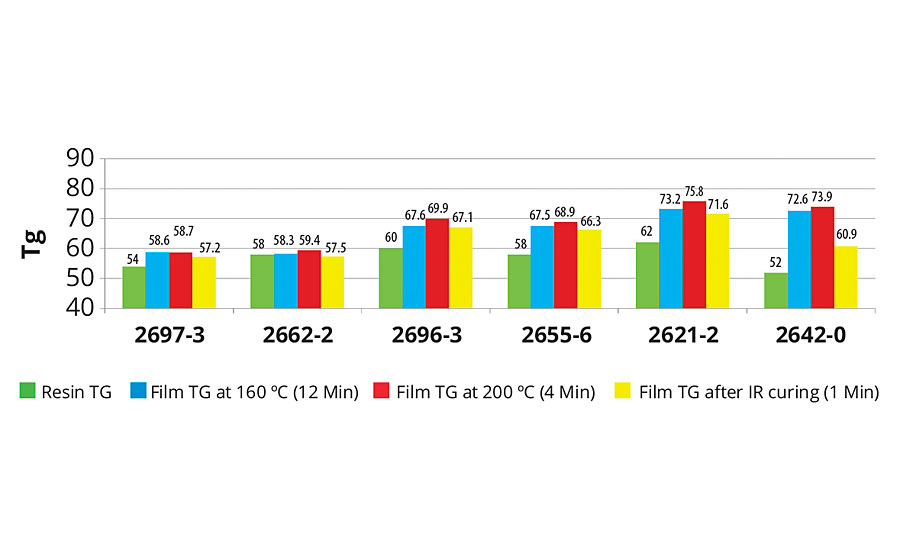
In Figure 4, one can see the film Tgs of the low-bake industrial HAA polyesters on 0.8-mm aluminum panels, cured for 12 min at 160 °C, 4 min at 200 °C or 1 min IR curing. The indicated time is always the total residence time in oven.
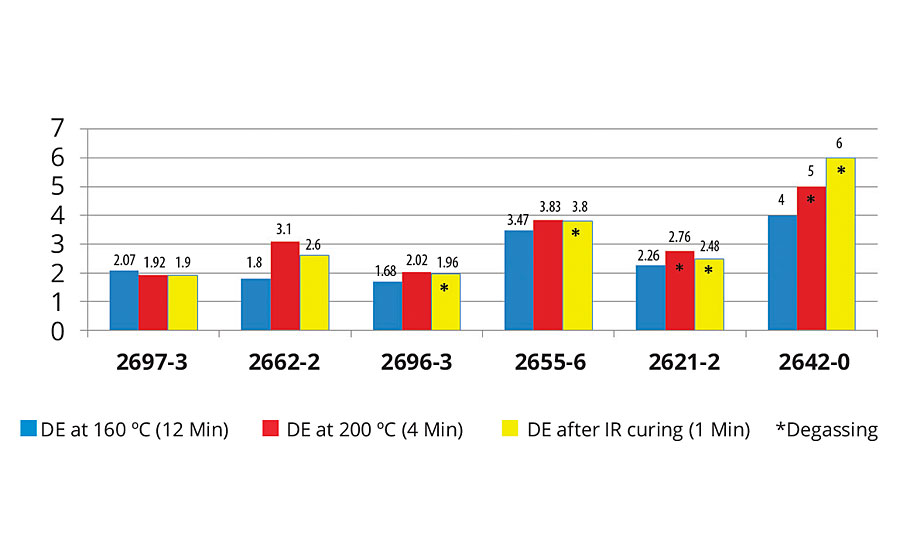
The over-baking resistance, i.e., the tendency to yellowing (major contribution to DE), of low-bake HAA polyesters remains comparable at different temperatures. The yellowing of the powders depends to a large extent on the concentration of the HAA in the formulation. IR curing is with most polyesters not possible, as the film shows degassing issues due to the release of H2O. This degassing effect can also be noticed with the high acid-functional resins at 200 °C in convection oven (Figure 5).
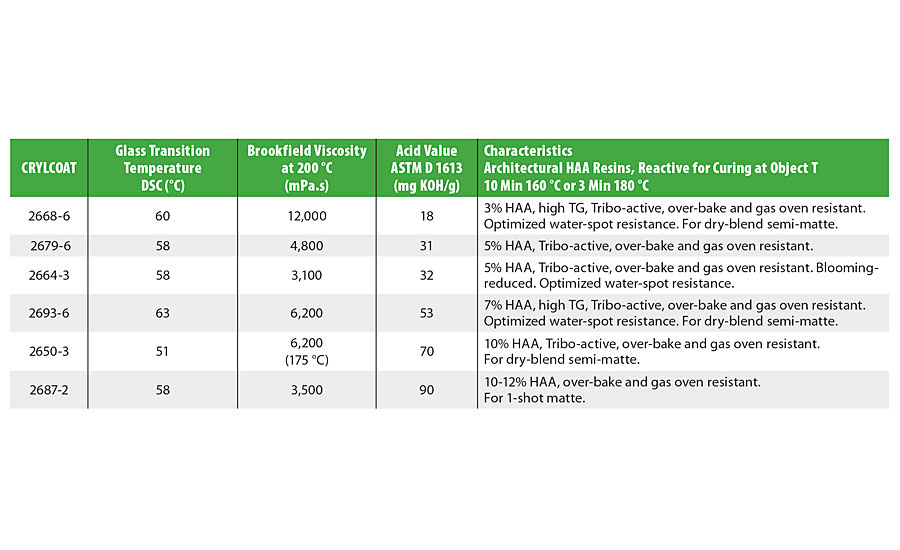
Reactive Polyester Resins for HAA Curing Agents Suitable for Architectural Applications
These reactive COOH polyesters for HAA are designed to achieve, in properly formulated powders, Qualicoat class 1 certification or GSB International standard certification. This means that for both quality regulations, a 1-year Florida resistance with a gloss retention of more than 50% of original gloss should be feasible. Besides the gloss retention there are many other properties to overcome. In addition to the full range of colors, including metallic pigmentations, the market desires a full range of different gloss levels. High-gloss, glossy and semi-gloss finishes are formulated with single polyesters in combination with suitable fillers and additives. For semi-matte and matte finishes, a dry-blend system, i.e., mixing two powders of different reactivity together, is the most applied technology. Reactive polyesters for all gloss levels are available.
An example for the glossy range is the CRYLCOAT 2679-6, which can cure either for 10 min at 160 °C or within a very short time of 3 min at 180 °C object temperature. For dry-blend semi-matte and matte finishes, the combination of CRYLCOAT 2668-6 (reactive “slow” powder) and CRYLCOAT 2693-6 (reactive “fast” powder) offer architectural quality level. Additionally, there are other reactive HAA polyesters with other features for architecture class 1 applications available (Table 4).
The allnex low-bake range can also offer reactive COOH polyester resins for HAA curing agents for Qualicoat class 2, COOH polyester resins for Araldite* PT 910/PT 912 curing agents and COOH polyester resins for Araldite* PT 810 curing agent to achieve all three outdoor quality levels: industrial, Qualicoat class 1 and Qualicoat class 2.
Summary
The allnex high-reactive polyester resins give the powder coating industry the ability to formulate products for both indoor and outdoor applications with reduced curing times and/or lower curing temperatures. These new polyesters also enable the powder coating industry to not only increase its productivity, but to introduce innovative solutions and improved sustainability items into the market.
For more information, visit www.allnex.com.
*Trademarks: Primid of EMS-Chemie, Araldite of Huntsman
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





