No More Ups and Downs: Mastering Leveling of Waterborne Coatings

During the drying of waterborne coatings, and especially after high-speed application such as spraying, some irregularities or marked texture can arise on the surface finish. This includes surface coating defects such as craters, fish-eyes, pinholes and the waving effect. A perfect surface aspect is derived from good substrate wetting and good leveling properties of the liquid coating. These characteristics provide a continuous and homogeneous film during drying, which enables better mechanical performance. These properties are directly related to surface tension issues, especially at the two interfaces — liquid-air and liquid-substrate.
Mastering Surface Tension Phenomena
Surface Imperfections
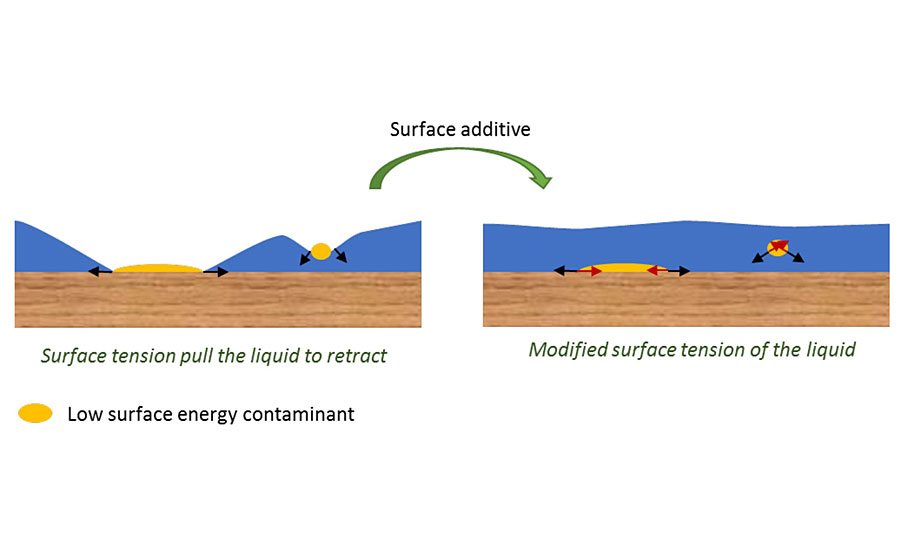
Surface defects are usually caused by heterogeneities of surface tension at the liquid-air interface, where the liquid tends to reduce its surface area to be less energetic. For instance, because of these heterogeneities and during the drying stage, the water evaporates and thus activates localized risings of surface tension at the place of the volatile component. The fluid tends to these areas, causing waves and irregularities. This can also occur at the interface with a contaminant that has a low surface energy (Figures 1 and 2).
The most common surface defects are craters or fish-eyes. In areas with higher surface tension, these appear as small round defects (1 to 5 mm for craters and up to 20 mm for fish eyes), and worsen the surface appearance. In addition, if the liquid has not formed a homogeneous layer, solvent molecules can remain after the drying stage, forming a pressure pot. These are called pinholes (or popping), and appear as small points on the dried surface (less than 1 mm). There is also the orange peel effect — arising as a structured and wavy surface topography. Orange peel may lead to an improper distinctness of image (DOI), which designates the quality of an image that is reflected by the surface of the coating. This data is a useful complement to gloss measurement to characterize the smoothness and appearance of a surface. It can also be worsened with the haziness of the liquid.
Leveling
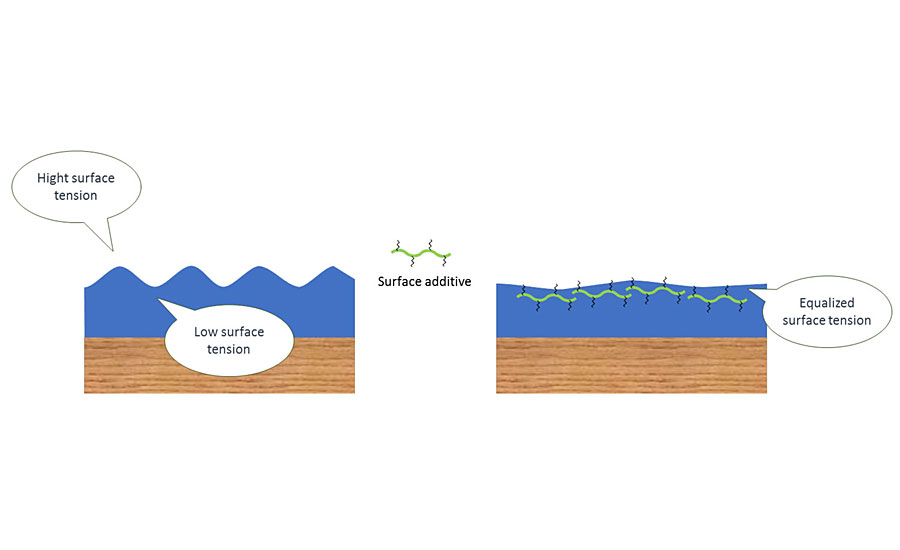
Our surface additives are surfactant-like polymers. Because of their chemical structure, they migrate and position themselves at the liquid-air interface. These polymers can be organically modified to adjust other properties when necessary (flow, slip, etc.) and to bring more or less compatibility with the medium.
The chemical structure of the additive must be slightly incompatible with the media so it can migrate towards the interface and act on reducing short waves. On the other hand, it has to be sufficiently compatible with the media to avoid clearcoat haziness. Thus, leveling agents concentrate at the liquid-air interface and homogenize the surface tension of the coating. Equalizing the surface tension at this interface helps to significantly reduce the short waves, and therefore improves the leveling and prevents surface defects.
Substrate Wetting
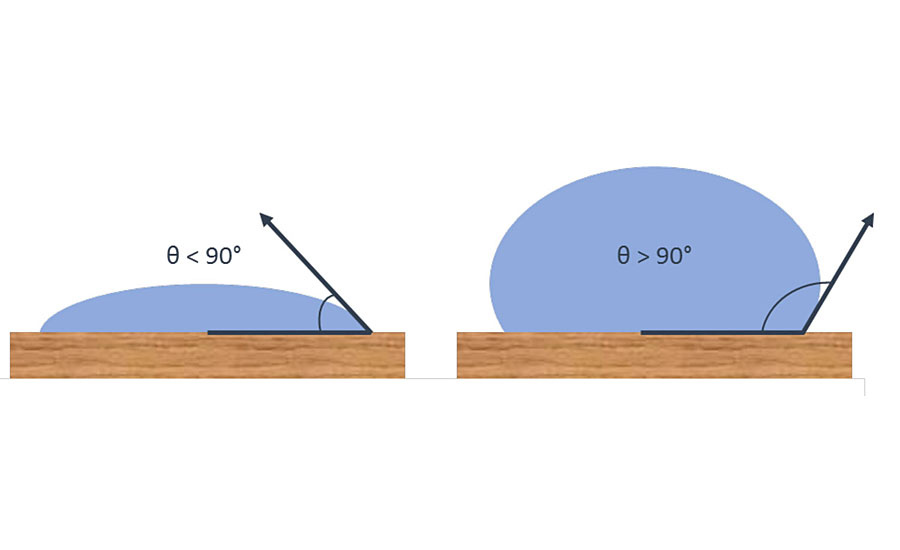
Proper substrate wetting is essential to achieve good flow and leveling. Good substrate wetting is promoted through a low contact angle between the liquid and the substrate (Figure 3). A low contact angle (θ < 90°) is possible when the liquid has a lower surface tension than the surface energy of the substrate. Thus, substrate wetting can be improved either by reducing the surface tension of the liquid or by increasing the surface energy of the substrate. Surface additives act on the first parameter by reducing the surface tension of the liquid coating.
Water is a liquid with a high surface tension (73 mN.m-1 at 20 °C) compared to solvents usually used in coatings (from 20 to 70 mN.m-1). Thus, it is even more challenging to obtain good substrate wetting with waterborne coatings
Surface additives need to be developed with the better compromise: If the surface tension provided by the additive is too low, the substrate wetting will be improved but it would be more difficult to avoid the waving effect at the surface. If the surface tension is too high, substrate wetting issues may happen.
Other Powers of Leveling Agents
According to their chemical structure, some surface-active additives may also have other positive or negative impacts on the formulation. For example, they can act on the flow of the liquid, slightly modify the rheology or, more annoyingly, stabilize the foam. Or, once the system is dried, they may change slip properties of the surface, the haze, the intercoat adhesion, etc. They may even have an impact on the open time or drying time of the liquid coating. During application, a longer open time can be interesting, as it allows a better workability of the coating. It also extends the available time for the leveling agent to adjust the surface tension at the air interface, providing better leveling of the coating. Therefore, it is important that when choosing an efficient leveling or substrate wetting agent, other parameters are considered as well.
Two Families of Chemistry
Two different chemistries are generally employed to produce leveling agents for waterborne coatings. First, there are polysiloxane-based additives, which strongly reduce the surface tension of the liquid. They particularly give a good flow, and are quite efficient at reducing the waving effect and thus the orange peel. But sometimes they may degrade the inter-coat adhesion in multilayers systems. Secondly, there are polyacrylate-based leveling agents (homopolymers or copolymers). These are less efficient in decreasing the surface tension of the liquid, but their chemical structure allows them to be very efficient in decreasing craters or pinholes. They are also very helpful at reducing orange peel. Their compatibility with the medium enables efficiency while avoiding haziness.
A New Range of Additives
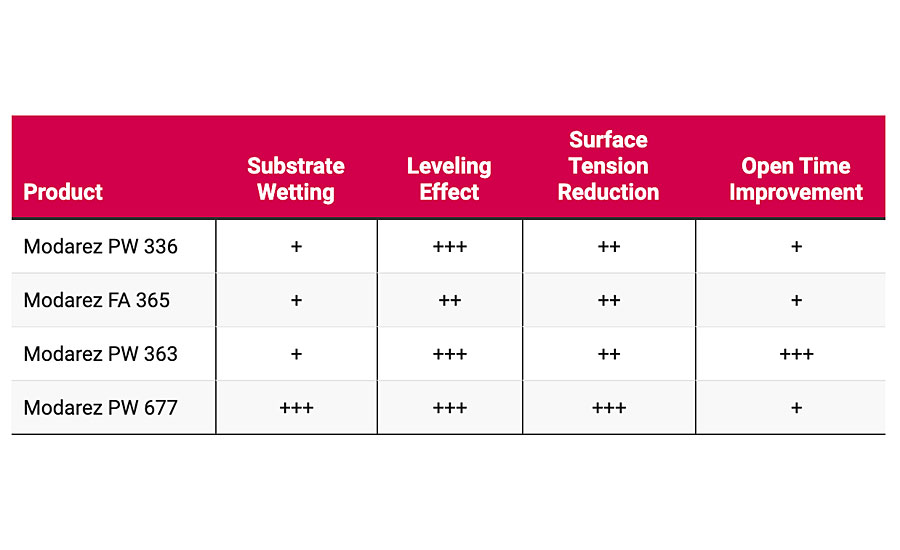
Synthron’s Modarez® PW range includes several efficient leveling and substrate wetting agents. Table 1 gives basic data about four of these additives.
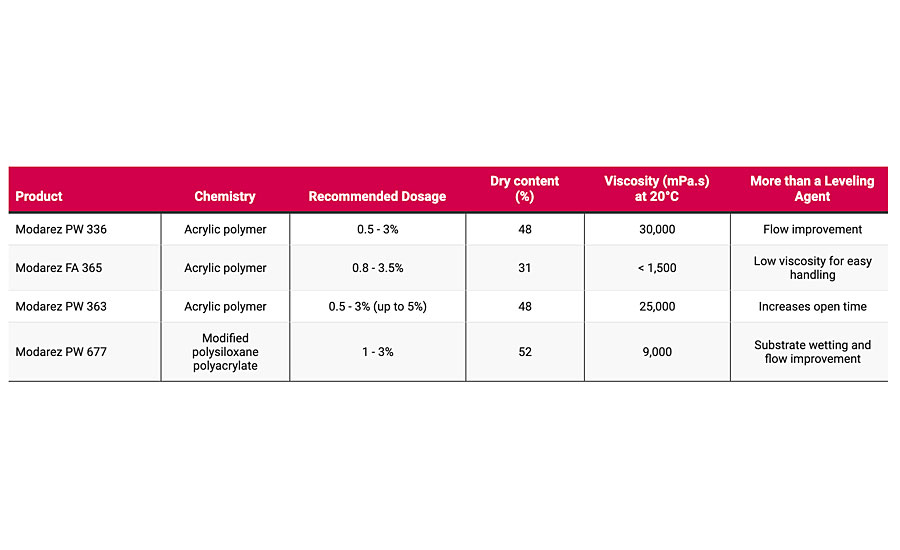
Modarez PW 336 is an acrylic-based additive with free hydroxyl functional groups, particularly effective in improving flow and leveling. Its action is immediately visible, as it reduces craters and orange peel. As its viscosity is relatively high, a diluted version, Modarez FA 365, is proposed for easier handling. Modarez PW 363 is also an acrylic-based additive with good performances in surface leveling. This product improves the open time during the drying stage of the protective finish without negatively impacting the total drying time. Finally, Modarez PW 677 is also a leveling agent that significantly enhances surface appearance of coatings, with the added value of having high substrate wetting performance. Therefore, this additive is particularly convenient for low-surface-energy substrates such as plastics intended to be coated with waterborne systems.
Regarding regulations, all of these additives are VOC-free and comply with EU Ecolabel (2014/312/UE), which may be helpful at reducing other solvent-containing components of formulations. Furthermore, Modarez PW 336 and FA 365 are FDA 175-300 compliant.
Experimental Study
Formulations
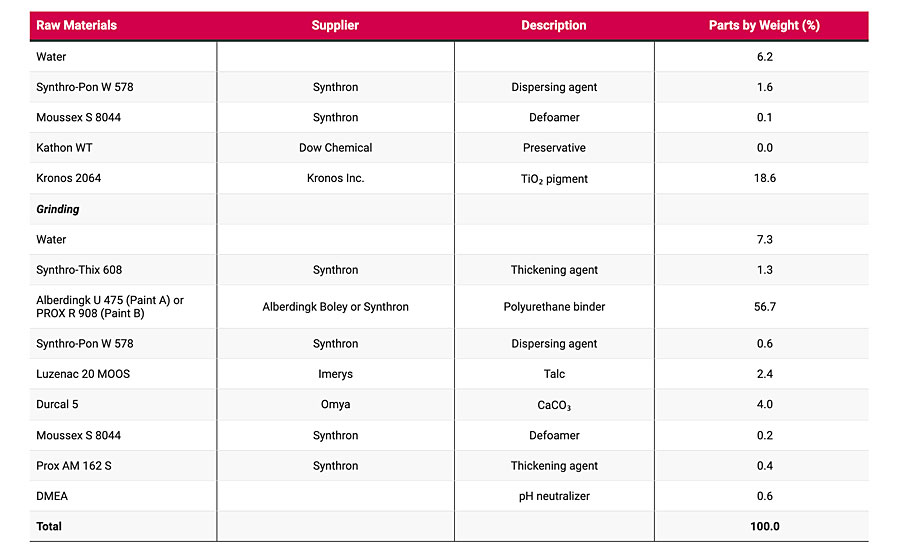
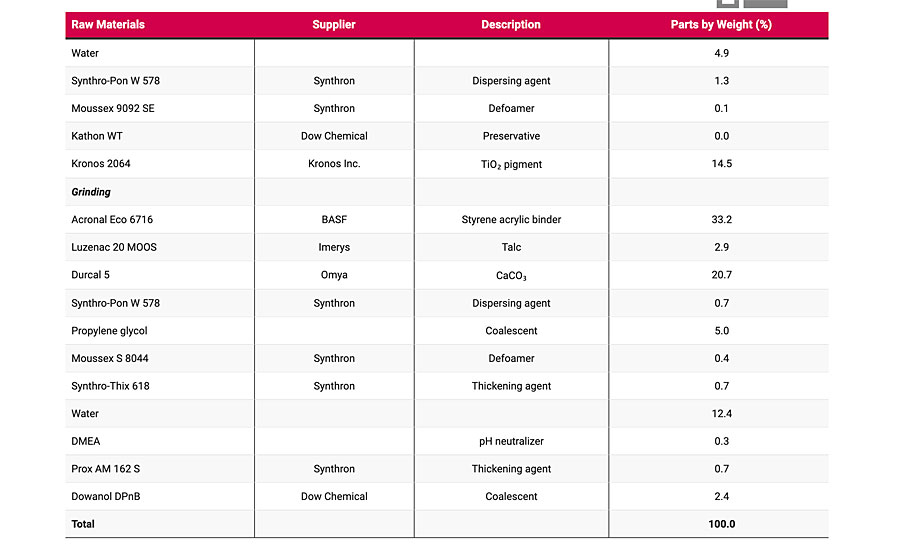
The leveling agents were evaluated in classical white waterborne architectural paints. The formulas of these paint bases defined to test their performances are detailed in Tables 2 and 3.
Leveling agents were added at the end of the process and homogenized to the system under automatic stirring. For these experiments the dosages used were 2.5%. For each product, a sample of the paint base without additive was kept as a reference.
Testing Procedure
Leveling and Substrate Wetting Test
To better observe the surface coating aspect, the paint application was made on smooth glass panels that had been previously degreased with ethanol. Paint samples were deposed using a K-coater bar at a wet film thickness of 100 µm. A second application on aluminum Q-panels A-35 was also carried out to complete the test. The drying process was at ambient temperature (23 °C). For each test, paint with and without leveling agents were applied simultaneously.
For testing substrate wetting, coatings were applied on polypropylene and polyethylene panels. These materials have a low surface energy of 30 dynes.cm-1, making them difficult to recover with traditional coatings, and even more with waterborne coatings. In order to accentuate the differences of substrate wetting for the testing, substrates were not surface treated before application (e.g. plasma technology). Plastic panels were simply cleaned with ethanol before application.
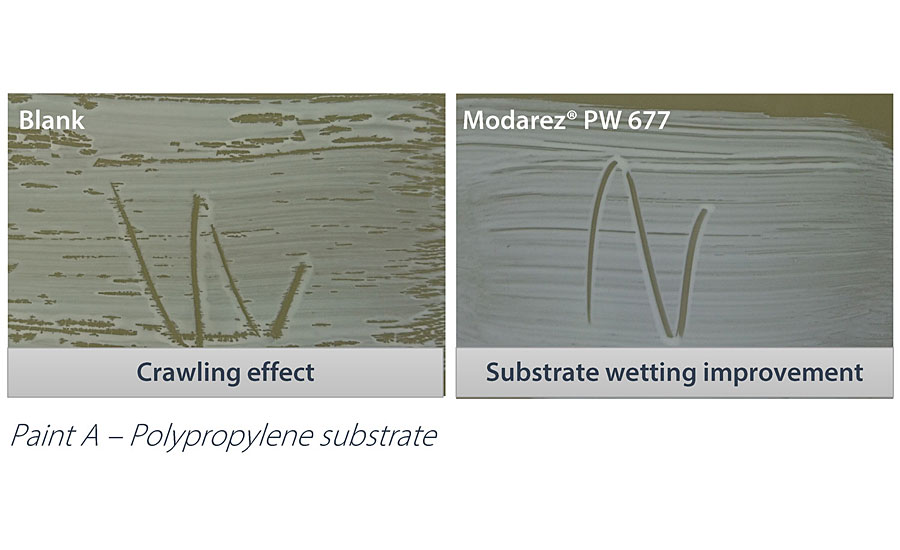
Paint samples were applied in thin layers using a wet and squeezed brush. Within the next few seconds, a mark was drawn on the wet film using a small wooden stick. This helped to observe an eventual de-wetting effect. Indeed, when a coating does not wet the substrate properly, it tends to retract, making plastic pores appear and sometimes forming droplets (crawling effect). The coatings’ wetting abilities were visible immediately after application.
Open Time Measurement
Open time and drying times were measured by using a drying time recorder that operates according to the Beck Koller method (ISO9117-4:2012). Paint samples were applied at 120 µm wet thickness on 300 x25 mm glass strips using a cube applicator. Coated strips were positioned on the device, and hemispherical needles carried by a mobile rack traveled the length of the strips in 6 hrs. After the testing was finished, drying time stages were read as shown in Figure 4. In practice, all these stages are not always apparent. More often, we can easily observe the hard dry time (which we call drying time), and the tack-free time (which we call open time).

Experimental Results
The addition of the Modarez PW additives significantly improved the flow and leveling of the tested paints. Table 4 summarizes their evaluation results. By acting on the surface tension of the liquid coating, these leveling agents for waterborne systems can help to eliminate numerous surface defects, such as pinholes, craters or orange peel.
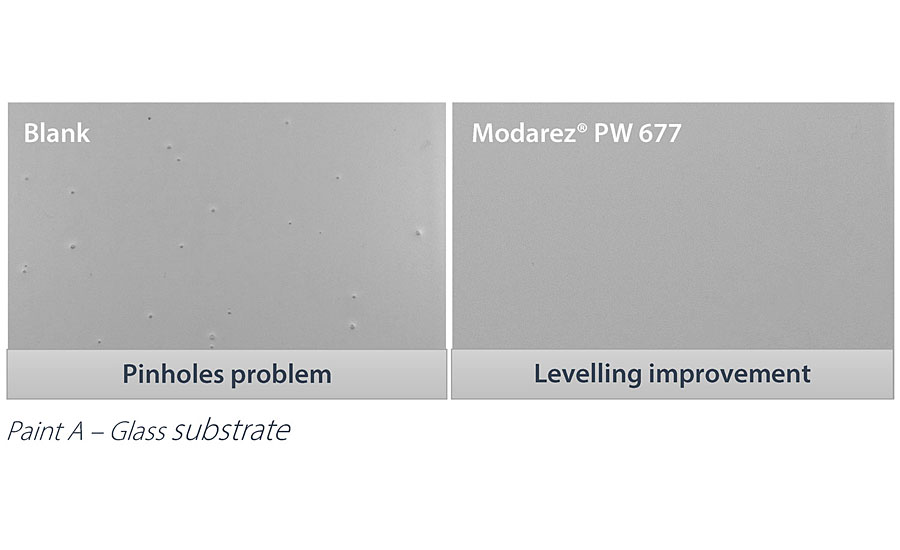
Among the different experiments carried out in the laboratory, some examples of leveling improvement are highlighted below. The application on glass panels of Paint A, which contained Modarez PW 677, demonstrated that the additive can eliminate pinholes on the surface coating (Figure 5), and therefore significantly improve the appearance of the dried paint film.
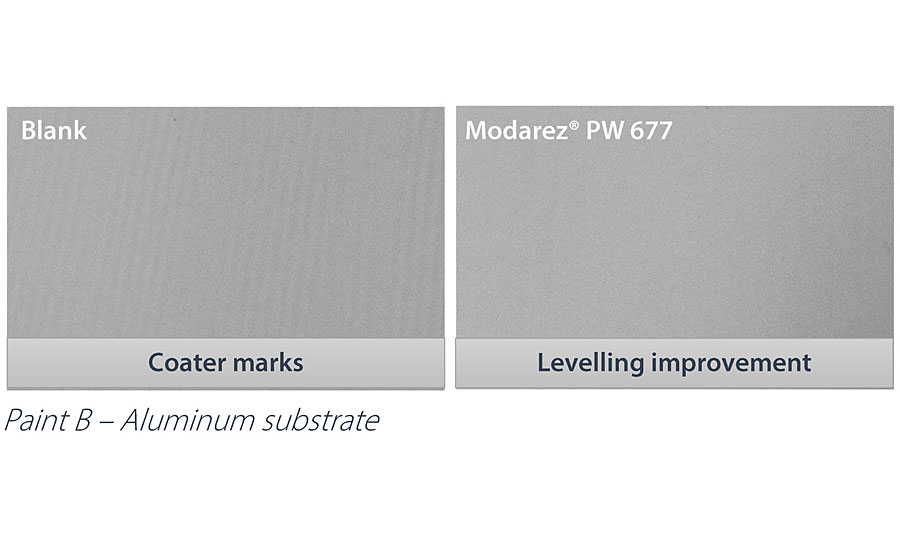
Moreover, the application on aluminum Q-panels A-35 showed that Modarez PW 677 improved the flow and leveling of Paint B. As illustrated in Figure 6, the non-additive Paint B presented some marks induced by the application (in this case, the K-coater), whereas any relief on the surface appeared with the paint containing the additive.
Experiments also proved that Modarez PW 677 enhances better substrate wetting. Paint A, in fact, retracted and let appear many de-wetted areas on polypropylene and polyethylene panels immediately after application. However, when the paint contained the additive, the surface tension of the liquid coating was sufficiently modified to spread properly on the substrate and obtain a good wetting. This is noticeable in Figure 7. Additionally, inter-coat adhesion of this paint has been tested, and has demonstrated that Modarez PW 677 does not have a negative impact on this parameter.
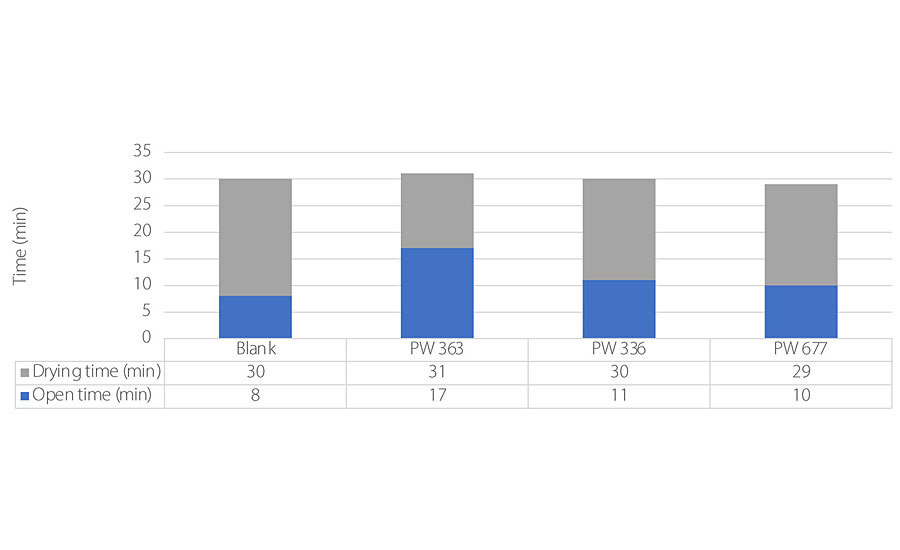
Regarding the open time measurement, experiments have revealed a positive effect generated by the additive Modarez PW 363 (Figure 8). When the additive was introduced in the acrylic waterborne Paint C at a dosage of 2.5%, the open time was evaluated at 17 min versus 8 min for the non-additive paint — an increase of 9 min. And the total drying time (30 min) was not increased, as it is the same for both samples, with and without additive.
Conclusion
Modarez PW products are key additives for waterborne coatings. As it is their main purpose, they provide very good flow and leveling performance in the liquid system. Their full compatibility with numerous waterborne binders prevents ghosting and clouding, while they act to eliminate surface defects such as craters, fish-eyes or pinholes. They reduce the orange peel effect as well, which helps to improve gloss and DOI.
Thanks to their chemical structure, they have no negative impact on water resistance or inter-coat adhesion for multilayer systems. Furthermore, they are all VOC-free additives.
Finally, Modarez PW additives have their own specificity, such as the open time improvement for Modarez PW 363, flow and leveling properties enhanced with Modarez PW 336 or the excellent substrate wetting property for the Modarez PW 677.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




