Technical Trends in Automotive Waterborne Coatings
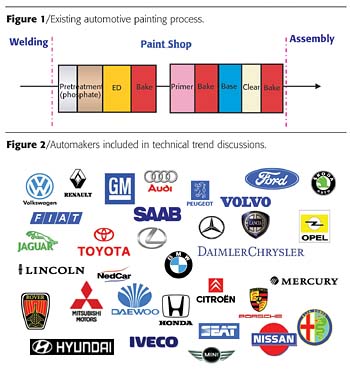
The automotive painting process is highly complex and utilizes five major coatings processes:
- Cleaning and Pre-Treatment
- Electrocoat
- Primer Surfacer
- Basecoat
- Clearcoat
Market Survey
Discussions were held with the major automobile producers (Figure 2) to collect their technical painting directions. These automakers are present in all the major regions of the world. In summary, all producers are seeking a shorter, more-efficient painting process with less investment and shorter process times. Of course, this desire is coupled with a flexible painting system that allows for quick model changes and new, aesthetically pleasing colors to differentiate models.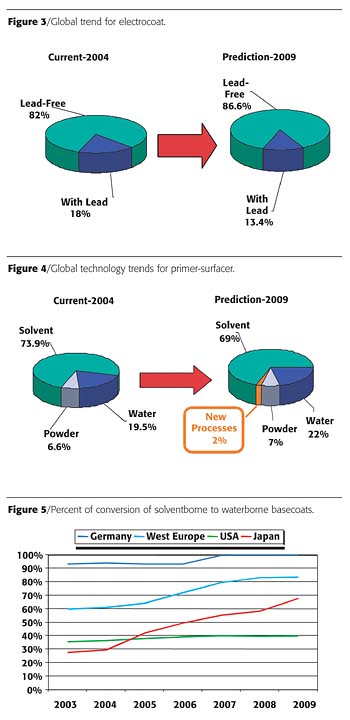
Current Paint Usage
Since cathodic electrocoat was introduced into the automotive industry in 1973, the industry has standardized on this corrosion protection system. An analysis of the global usage of waterborne paints shows the phosphate and electrocoat layer to be used on essentially 100% of all major models. The most recent technical advancement in cathodic electrodeposition paint has been the movement to lead-free materials. The introduction of environmentally friendly anti-corrosion materials to replace lead chromate pigment has rapidly allowed automakers to change to lead-free material without a decrease in corrosion resistance. Currently, 82% of the 61 million autos and light trucks produced in the world use lead-free electrocoat. That percentage will grow to 87% in the next five years, with only those units produced in local markets continuing to use a leaded product (Figure 3).
Electrocoat Process Reduction
Within the last few years, the electrocoat process has been shortened at a few assembly plants by utilizing mechanical savings to reduce process length in the coating process. Most notable are those introduced by Dürr and Eisenmann.
Primer Surfacer Usage
An intermediate layer between the anti-corrosion electrocoat layer and the basecoat layer has been used to improve appearance and chipping resistance for many years. This paint technology has traditionally been solventborne, but starting in 1985 waterborne primers were introduced in Europe. Since this introduction, waterborne primers have grown to be approximately 20% of the usage today, as shown in Figure 4.While powder primer surfacers were introduced more recently, they have grown to about 7% of the market, almost exclusively in the United States, to meet Air Emission requirements. Automakers expect waterborne primers to continue to grow another 2% in the next five years, while powder primer usage will remain constant. The introduction of new processes is forecast to capture 2% of the global market in the next five years, thereby meeting the goal of the automakers to reduce the painting process.
Waterborne Basecoats
A continued conversion from solventborne basecoats to waterborne is predicted to occur within the next five years, as shown in Figure 5. This conversion is accelerated in Europe as automakers strive to meet the European Union VOC directives targeted in 2007.However, the conversion to waterborne basecoats is also projected to occur in Japan and Korea as the automakers strive to achieve an environmentally friendly coating system with excellent aesthetics.
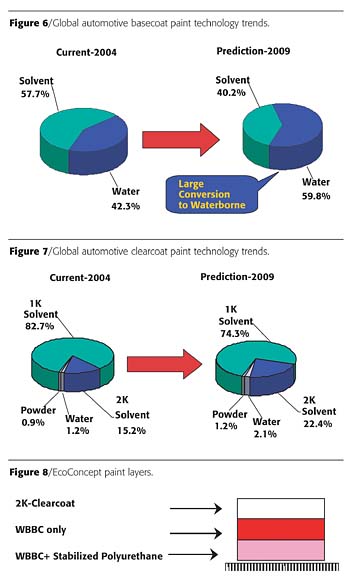
The global conversion of automotive basecoats is predicted to move from the current 60% solventborne basecoats used today to approximately 60% waterborne basecoats in the next five years, as shown in Figure 6.
Clearcoat
The last coating to be applied in the painting process is the clearcoat, which provides the high gloss and mirror-like reflection to highlight a high-quality finish. The clearcoat layer protects the other layers and provides the durability automotive customers have come to expect in their automotive finishes. Traditionally, solventborne clearcoats have been used since their introduction in the early 1980s. Both one-package (1K) and two-package (2K) solventborne clearcoats are used today. The 2K is a polyol/isocyanate technology, which is mixed in the assembly plant immediately before the clearcoat is applied. This clearcoat technology is prevalent in Europe and is expected to continue expanding in the future.Waterborne clearcoats were first introduced in Germany in 1991 at the GM Opel Eisenach assembly plant. This plant also utilized for the first time, a completely waterborne painting system of ED, waterborne primer-surfacer, waterborne basecoat and waterborne clearcoat. The Mercedes Rastatt, Germany, plant also started using a waterborne clearcoat in 1996. This technology is expected to expand only slightly in the next five years (Figure 7).
Powder clearcoats were first introduced at the BMW Dingolfing plant and are being expanded to other BMW plants. Other automakers are still considering the use of powder clearcoats.
Process Simplification
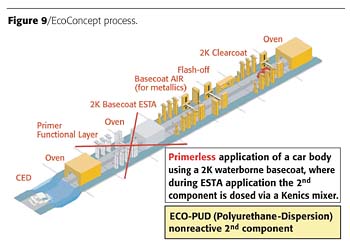
As mentioned previously, the current target for automotive manufacturers is to reduce the painting process. A few automakers have a target of reducing the painting process by up to 50%. While this target is very aggressive, the automotive paint manufacturers are developing systems and products to move toward this goal. Recently, a process that greatly reduces the primer and topcoat painting process by up to 30% has been developed and undergone extensive trials in Europe. The EcoConcept eliminates the waterborne primer-surfacer process and combines both the primer-surfacer process with the basecoat/clearcoat process. This new process combines the color of the basecoat with a polyurethane dispersion in the first coat of the basecoat application, as shown in Figure 8.This new process eliminates the primer application booth and equipment, thereby reducing energy consumption, manpower and indirect materials. However, it maintains the traditional topcoat process, as shown in Figure 9.
Over 50 different commercial colors have been developed with line trials in Germany, Spain, England, France, Italy and Mexico to date. This is an exciting concept to meet the process simplification targets established by the global automakers.
Solventborne Process Consolidation
Other process developments are occurring in solventborne primer and basecoat/clearcoat systems. One automaker has been using a solventborne three-wet process in Japan at one assembly plant for over one year. Other automakers are exploring similar process consolidations. The challenge for the automakers and paint suppliers is to shorten the process application while retaining excellent color and appearance. All of these consolidation processes obviously require carefully controlled application equipment to monitor the application process, but the potential reward in this competitive market is very large.This paper was presented at the International Waterborne, High-Solids and Powder Coating Symposium, February 2005, New Orleans, La.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




