The Innovation of Hyper-Dispersible Hectorite Clays for Automotive Applications

Following recommended methods, the formulator must re-disperse the clay into a stable gel. Smectite clay is structurally composed of individual silicate layers or platelets. These layers combine in stacks to form "tactoids", a situation comparable to a deck of cards. The tactoids come together to make up an aggregate. Dispersing this clay in water requires wetting out the aggregates to allow the sodium ions between the platelets to hydrate, followed by high shear to cause the plates to pull apart from each other and finally arrange themselves edge-to-edge in a stable colloidal gel at rest. Although fully dispersed clay has a surface area of around 700m2/g, the actual exposed surface area is estimated to be closer to 300m2/g.
Formulators utilize smectite clays in coatings to develop specific rheological and performance properties. These properties are a result of their unique particle morphology, swelling capability and stable gel structure. This structure provides a shear thinning profile leading to many key characteristics. These characteristics include thixotropic flow, excellent spray properties, superior suspension and resistance to sag that can differentiate coatings in the market. Outside of the basic properties expected of the clay additives, formulations using hectorite-based rheological additives demonstrate:
- Superior resistance to settling and syneresis;
- Improved pumpability and circulation stability;
- Excellent application and metal-control properties.
Experimental
The goal of the developmental process was to develop a hectorite rheological additive that produced a stable, low-viscosity, high-solids pregel and allowed for easy access to the key performance characteristics. Early on it was found that by changing the processing conditions, or more specifically the drying process, the morphology of the clay could be altered, resulting in a product that was easier to process. By moving from a drum-dried material to a spray-dried, the average aggregate particle size was significantly reduced. The smaller particle size of the aggregate resulted is a faster dispersion time. Unfortunately, the aggregate particle morphology was similar to an onion. The layers of the onion reduced the access and ability of the water to penetrate the particle and fully activate the clay. These types of clays, although faster to disperse, tended to activate slowly and demonstrate a higher level of post-thickening. The next stage was to develop dispersing aids that would accelerate the activation of the clay and allow for the production of pregels that contain higher percent-active clay solids.The development process, therefore, focused on the two most important areas of influence - composition and process. The proper dispersant was important in the ability to develop not only a low-viscosity pregel, but also one that was stable for extended periods. A simple dispersant alone does not meet the innovation targets. Organoclay technology taught us that ease of dispersion and activation could be achieved by choosing species with the correct type of chemistry that actually adsorb on both the clay platelet faces and edges. This was discovered with the development of the first truly self-dispersing organoclay BENTONE® SD-1. The dispersant first acts like a ‘zip-fastener', as the species on the clay surface hydrate rapidly and so encourage the tactoids to delaminate quickly in water. As delamination is complete in a short time, the tendency to post-thicken is minimized. Next, the choice of dispersant should remain in place even after the clay has fully dispersed in the water so clay-to-clay interactions are suppressed. Final structure and viscosity response is only built in the presence of other raw materials, which cause the dispersant to desorb by mass action.
Although the proper choice of dispersant allowed for stable, low-viscosity pregels, it did not achieve the targets for rate of dispersion. For this, the development process focused on the production methodology. It was found that through improvements in the atomization efficiency during the spray-dry process, limitation of the process rate and strict control of the overall process, clay could be produced with a very specific morphology. This open structure, or carnation morphology, readily disperses and activates (See Figure 1).

The resulting hyper-dispersible clay was then evaluated versus the targets for pregel performance and then formulated into an experimental waterborne basecoat. The basic innovation targets included eased production processes, improved stability, increased application window and an improvement in coating performance.
The waterborne basecoat formulation and production instructions can be found in Formulation 1. The basecoats were applied using an Erichsen type 480 spraymation with a type P90 air-atomized spray gun from Sata. Fan and atomizing air pressures were 4.0 bar and 4.5 bar respectively. The basecoats were applied on pre-primed aluminum panels in a two-coat process. After the first coat, the panels were flashed with an ambient temperature air shower at approximately 1 bar for 200 sec. The flash process was repeated after the second spray pass. After the final basecoat application, all panels were clear-coated with standard commercial clearcoat from Spiess Hecker, Permacron 2K-MS Brilliant, at a target film build of 50µm and cured for 20 minutes at 80 °C.
Results and Discussion
The hyper-dispersible clay evaluations demonstrated that the clay was able to provide a solution to many of the working hurdles of the clay technology. The technology was able to provide advantages in each of the target areas of eased production processes, improved stability, increased application window and an improvement in coating performance.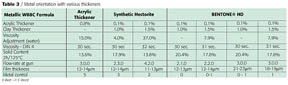
Eased Production Processes
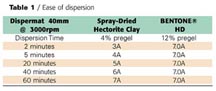
Easing the production processes meant making improvements in the ease of dispersion and the water demand. These two issues have been the greatest hurdles in the past to clay technology.Ease of dispersion - The dispersion target was to decrease the processing efforts required to completely disperse the clay with an ultimate goal of ‘instant coffee' incorporation. The hyper-dispersible grade of clay was compared to standard spray-dried hectorite clay for the time to achieve a 7A. The evaluation used a Dispermat disperser, 40-mm blade with a tip speed of 6 m/s in a standard quart container. Table 1 demonstrates that the unique morphology of the BENTONE HD clay aggregate particle directly affects the dispersibility of the clay, providing for complete dispersion to a stable pregel in less than two minutes.
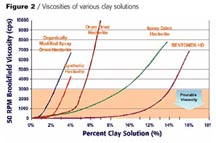
Reduced water demand - Reduction in the amount of water necessary for the preparation of the pre-gel was a key development target for this stage. The clay pre-gel viscosity is dependent on the type and addition level of the clay. For easy handling in production, the pre-gel viscosity must be at a level where it is still a pourable suspension.
This relatively low viscosity at high loadings leads to a reduction in the water required for this step and so increases the formulary and production latitudes. The pre-gel intermediates have more active solids per volume and can, therefore, be produced in portable tanks instead of making lower-solids intermediates in the fixed tanks typically used for finished paint processing. This increases plant throughput and capacity. The higher-solids pre-gel intermediate means that there is a greatly reduced need for storage containers, warehousing space and number of pre-gel-intermediate batches that must be made.
The pourable viscosity of the pre-gel reduces the amount of material lost during transfer as well as the amount of residual waste during the cleaning of the storage containers (Figure 3).
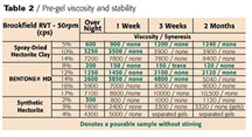
As expected, due to dispersant choice, the pre-gels demonstrate the added advantage of long-term storage stability. In stability studies, pre-gel viscosities at 12% solids or lower, remained pourable at storage periods of six months. Table 2 demonstrates the two-month pregel storage stability across various technologies.
Improved Stability
System stability improvement was measured by the ability of the hyperdispersible clay to improve (a) the suspension of heavy pigments and aluminum flake and (b) the integrity of the system to metal degradation from gassing.Improved suspension - It was demonstrated that BENTONE HD improved the storage performance. Not only was the suspension/settling performance improved over standard spray-dried and synthetic hectorites, but the resistance to syneresis was also excellent.
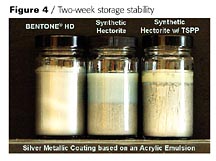
In this evaluation, the intent was to demonstrate performance in one of the most demanding areas of waterborne coatings. The low-viscosity formulation used an acrylic emulsion with a 18-20 micron treated aluminum. The viscosity of the study was kept at 24-26 seconds on a #4 Ford cup. As demonstrated in Figure 4, the performance difference between the various rheological additives is substantial. The ability to suspend the heavy aluminum pigments without syneresis was obtainable only through the use of hyper-dispersible hectorite grades.
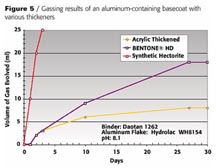
Gassing - The added stability extends beyond suspension and syneresis to the well-known phenomenon of gassing in metallic coatings. Even when properly passivated, aluminum flakes can react with water and form a hydrogen gas. The study evaluated the rheological additive influence on gassing. The study was completed using the standard gassing test for aluminum-containing coatings. The test glassware has multiple chambers that measure evolved hydrogen gas through displacement of water in a graduated chamber. The sample with the least amount of water displaced demonstrates the best resistance to gassing or degradation of the aluminum pigment.
Increased Application Window and Improved Performance
The last key properties under evaluation were improvements to the application window and the overall coating application performance. The hyper-dispersible grade of hectorite clay was able to improve the formulations for metal control, sag tolerance and increase the overall application window.Metal control - One of the key performance requirements in metallic coatings is the ability of the rheological package to control the metal flake orientation. Typically acrylic and synthetic hectorite clay thickeners are blended in order to achieve the right balance between thixotropy and viscoelasticity. At the right balance, the coating will demonstrate excellent metal orientation or "metal control". In this evaluation a standard acrylic thickener was compared to blends of acrylic and BENTONE HD or synthetic hectorite. Table 3 demonstrates many interesting observations from the study. First the use of the hyper-dispersible clay technology provides an increase in solids, which translates to improvements in the application window. Less volume of paint has to be applied in order to achieve the target film build. The lower volume of coating is easier on the application equipment. In addition, the study demonstrated that the blends of hyper-dispersible hectorite clay improved metallic appearance at twice the target film build of 12-15 microns.
The increase in the flake orientation control over a wider range of film build will translate into a wider application window and easier dial-in of application equipment. In fact, the consistent appearance over large film build variations makes the formulation an excellent fit for multiple complex parts where it is difficult to exactly control the application equipment, i.e. robots and reciprocators.
It was also found that the hyper-dispersible clay technology would allow for the post correction of viscosity, sagging and metal control issues. Typically, a clay slurry addition to a finished batch will result in severe seeding and craters. It was observed that an 8-10% pregel of BENTONE HD could be incorporated into the final batch without seeding or craters. This opens the opportunity to post-correct sagging, metal control and viscosity issues during the QC process or on line. With this, the formulator can avoid the need to use hydrophilic acrylic thickeners and the requirement of an additional pH adjustment.
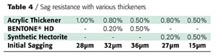
Sag Resistance - The possibility of applying a higher film thickness without losing metal control is a significant advantage for the end user. However in doing so, the paint film must not sag or run down the panel after application. In Table 4 it can be seen that the sag resistance of the film is improved by the use of BENTONE HD. The synthetic hectorite demonstrates a longer recover profile and the sag resistance is negatively influenced.
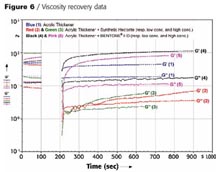
The explanation for this behavior is visualized with the viscosity recovery data as shown in Figure 6. For an optimal balance between leveling and sagging, the viscosity after shearing (application) should build rather quickly to allow the paint to flow and level but to prevent sagging. The blue lines are typical of a pseudoplastic acrylic thickener. The steady-state viscosity recovers immediately after the high shear is removed. Synthetic hectorite demonstrates a very thixotropic flow profile. The recovery to the initial steady state viscosity is very slow and exceeds the 700 seconds in this study. This means that although they flow and level, the sag performance will be poor.
A balance between viscous and elastic flow is demonstrated by BENTONE HD. This allows for flow and leveling during a short period of time, and then viscosity builds again very quickly to provide sag resistance. When G' is greater then G'' the coating has built its structure. This is indicative of the point at which sagging stops.
This difference in behavior between the synthetic and the natural hectorite is due to the particle size. Synthetic hectorite is much smaller in particle size, which means that the network build-up is much slower. Compare building a house with pre-formed walls or small bricks. The house with pre-formed walls will go much faster.

Conclusion
As seen in this study, many of the current hurdles with standard-grade hectorite can be overcome by proper compositional studies and processing conditions. These adjustments have allowed the development of a hyper-dispersible grade of hectorite clay with increased handling flexibility while maintaining or improving the performance.Through increased control of composition and processing, hectorite clays can be modified to substantially reduce the issues surrounding the use of smectite clays in the automotive market. The innovation has addressed the issues of water demand, ease of dispersion and rate of activation. This study demonstrated that through the use of hyper-dispersible grade hectorite clay, the formulator can achieve success in the easing of production processes, increasing the application window and improving the performance regarding metal control, sag resistance and suspension.
Ultimately, the hyper-dispersible hectorite clay provides a technology that allows direct access to all the benefits of hectorite clays while overcoming many of the challenges.
Acknowledgements
The author would like to thank Dr. Douglas Smith, Dr, Wouter IJdo, Tony Ricci and Konstadinos Markou for their help in the development and interpretation of the data for this paper.
To contact the the author for more information, call Elementis Specialties at 609/443.2000.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




