Engineered Polymer Nanoparticle Composites for Flexible Transparent Films
This paper won the Best Paper Award at the 11th Annual Coatings for Plastics Symposium, Chicago, April 2008.

Nanocomposites using organic polymers and inorganic nanoparticles will play an important role in applications requiring high visible transparence and mechanical flexibility. A unique class of materials is created when the elastic properties of polymers are combined with the inherent hardness of crystalline nanoparticles. Transparent polymers are generally more flexible than glass materials and exhibit a moderate range of optical, electrical and mechanical properties. The incorporation of inorganic nanoparticles in the polymer system significantly increases the physical parameter range beyond that of the host polymer and allows material properties to be engineered for specific applications. Of particular interest to our group are thin-film nanocomposites on polymer substrates in which strain domains are well matched.(1)
True nanoparticles are significantly smaller than visible light wavelengths and, therefore, generally do not cause significant optical scattering when incorporated in a polymer. Careful nanoparticle selection can influence refractive index, electrical conductivity, UV absorption, magnetism and a host of other properties. The composite materials can maintain the elastic properties of the binding polymers while improving abrasion resistance through the inclusion of high-hardness nanoparticles. This provides opportunities to improve transparent materials that require clarity and abrasion resistance. A multi-layered, nanocomposite coating having high transparence and flexibility is shown in Figure 1.
Thin film coatings of less than 100 nm to tens of microns in thickness are important in many polymer substrate applications, but the conditions under which these systems are used must often be limited to maintain film and substrate integrity. Since mainstream coatings are often ceramics applied using vacuum deposition, they normally have strain domains that are significantly different from the polymer substrate. Under large strains (typically 5%) these coatings tend to crack and induce objectionable optical scatter that is quantifiable as haze. These cracks allow other types of damage to easily propagate from them as well. The processing temperatures used to apply these coatings also leave behind large intrinsic stresses that further limit their utility due to significant changes in the ultimate strength of the coated substrate.
Generally, the liquid dispersions that are the precursors of the film are made primarily of a solvent with a solute that includes nanoparticles, monomers and initiators. The solvent is specifically chosen such that each of the constituent materials is easily dispersed and stable for many months. The problematic component is the nanoparticle, which has surface energies that tend to cause particle agglomeration.(3) Agglomerates cause optical haze and limit the engineering of material properties. The scheme chosen to stabilize the nanoparticles in the liquid dispersion must also keep the particles stable as the solvent evaporates. The material properties of the final cured film will also be influenced by the surface functionalization chosen for the nanoparticles, so it quickly becomes apparent that nanoparticle dispersion methods are the key to the success of this system.
The preferred solvent methods allow the nanoparticles to be manufactured via a wet synthesis route that takes place in the carrier solvent that is ultimately used to form the films. At the concentrations of interest, nanoparticles are attracted to each other by Van der Waals forces, and the goal of the stabilization scheme is to keep the particles sufficiently far away from each other so they cannot agglomerate. The electric double layer is one method used to keep particles in dispersion. By concentrating sufficient charge on the surface of the particles they can be made to repel each other. This scheme limits solvents to those that are highly polar, and requires that free ions be present in the suspension.
A more favorable dispersion technique is steric stabilization. This method covers the surface of the nanoparticle so its approach distance is increased. Surface treatments can range from other inorganic materials to a polymer coating, or unreacted monomer units. Treatments can also render the surface of the resultant particle hydrophyllic or hydrophobic. These methods increase the influence of thermodynamic forces such that engineers can tailor the particles to prefer a boundary during the evaporation process.
Nanoparticle surface treatment is by far the most important aspect to consider when designing nanocomposite films. The treatment is responsible for maintaining nanoparticle stability in the liquid chemistry and manipulates the packing of the nanoparticles in the finished film. Furthermore, the treatment must accomplish these tasks with extreme changes in concentration, which can start as low as five percent in the fully dilute state and increase to 60 percent after solvent evaporation.

In the spin coating methods em-ployed for the films presented here, maximum packing density is achieved at approximately 60%, as evidenced by the modulus of elasticity of the thin film shown in Figure 2.(4) In this case, centrifugal and viscous body forces act on the nanoparticles, along with thermodynamic forces that are manipulated by surface functionalization of the nanoparticle. The nanoparticles do not agglomerate during film formation, as evidenced by TEM examination. Furthermore, we see that the film exhibits a continuous phase that includes the organic and inorganic materials.
Inherent to these composites are improved mechanical metrics as nanoparticle loading is increased. Generally, when comparing an inorganic nanoparticle to a polymer, the crystalline nanoparticles have higher hardness. By increasing hardness, the abrasion resistance of the composite is typically improved. Nanoparticle loading also serves to limit the movement of the polymers, thereby increasing the modulus of elasticity. These effects require that the engineer pay particular attention to the choice of monomers to ensure that flexibility in the thin film is not lost.
Many different nanoparticles are available that exhibit unique properties that enhance the engineered composite. Metal oxides have dielectric properties that make them ideal for refractive index control. In particular, ZnO and TiO2 also have high UV absorption, which makes them ideal for the protection of organic materials that experience extreme UV exposure. Conductive polymers such as polyanaline can be improved through the use of metal particles and ITO. Nanoparticles also have photochromic, electrochromic, magnetic and other properties that are of particular interest in transparent systems.
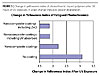 It is well known that materials such as TiO2 and ZnO are very useful in the area of UV protection, and these materials are used widely in consumer care products. We have also seen that, in the case of ZnO, the UV stability of an organic dye has been improved, as shown in Figure 3. In this case, the ZnO was incorporated into a thin film that was used as a protective coating for a polymer substrate containing photochromic dyes. Exposure of these dyes to UV causes them to yellow. As seen in Figure 3, the ZnO coating reduced photochromic dye fatigue as effectively as commercially available UV absorbers.
It is well known that materials such as TiO2 and ZnO are very useful in the area of UV protection, and these materials are used widely in consumer care products. We have also seen that, in the case of ZnO, the UV stability of an organic dye has been improved, as shown in Figure 3. In this case, the ZnO was incorporated into a thin film that was used as a protective coating for a polymer substrate containing photochromic dyes. Exposure of these dyes to UV causes them to yellow. As seen in Figure 3, the ZnO coating reduced photochromic dye fatigue as effectively as commercially available UV absorbers.
When using nanoparticles in a thin film, more than one material property is often changed. This may be beneficial or not for the engineer’s purpose. For example, we know that ITO has very good electrical conductivity and also has a relatively high refractive index. These properties make it very suitable for use in anti-reflective coatings for eyeglass lenses. An engineer can tune the refractive index as required and also reduce the static potential of the lens surface, reducing its accumulation of dust. In another example, the use of TiO2 as an additive for a clear coating would protect the polymer from UV degradation, but could also impart a higher surface reflectivity. In some cases more than two particles can be used, for example ZnO for UV protection and a metal for conductive properties.
During the evaporation phase the nanoparticles will remain mobile and will move in response to the forces acting on them. Viscous shear, centrifugal and gravitational body forces may all influence particle motion. Thermodynamic forces are extremely important in maintaining the distances between particles, and can also cause the particles to travel to a preferred boundary. After the solvent has evaporated, a directional component can be imparted in the film through the use of externally generated magnetic or electric fields or polarized light.
Solvent evaporation is typically the most time-consuming part of film deposition and is dependant on ambient conditions and the vapor pressure of the solvent. There are pitfalls for picking systems that evaporate the solvent too quickly though, as a large diffusion gradient can cause defects in the films. Once the solvent is completely removed from the film, the monomer is cured using a radiation source. It is generally advantageous to under cure multi-layer stacks. This enables subsequent layers to cure to layers applied previously, thereby improving interlayer adhesion and the durability of the final product. During film curing, patterns may be added by using polarized light or lasers.
For more information visit www.opticaldynamics.com or contact 502/671.2020, tdruffel@opticaldynamics.com.
Nanocomposites using organic polymers and inorganic nanoparticles will play an important role in applications requiring high visible transparence and mechanical flexibility. A unique class of materials is created when the elastic properties of polymers are combined with the inherent hardness of crystalline nanoparticles. Transparent polymers are generally more flexible than glass materials and exhibit a moderate range of optical, electrical and mechanical properties. The incorporation of inorganic nanoparticles in the polymer system significantly increases the physical parameter range beyond that of the host polymer and allows material properties to be engineered for specific applications. Of particular interest to our group are thin-film nanocomposites on polymer substrates in which strain domains are well matched.(1)
True nanoparticles are significantly smaller than visible light wavelengths and, therefore, generally do not cause significant optical scattering when incorporated in a polymer. Careful nanoparticle selection can influence refractive index, electrical conductivity, UV absorption, magnetism and a host of other properties. The composite materials can maintain the elastic properties of the binding polymers while improving abrasion resistance through the inclusion of high-hardness nanoparticles. This provides opportunities to improve transparent materials that require clarity and abrasion resistance. A multi-layered, nanocomposite coating having high transparence and flexibility is shown in Figure 1.
Thin film coatings of less than 100 nm to tens of microns in thickness are important in many polymer substrate applications, but the conditions under which these systems are used must often be limited to maintain film and substrate integrity. Since mainstream coatings are often ceramics applied using vacuum deposition, they normally have strain domains that are significantly different from the polymer substrate. Under large strains (typically 5%) these coatings tend to crack and induce objectionable optical scatter that is quantifiable as haze. These cracks allow other types of damage to easily propagate from them as well. The processing temperatures used to apply these coatings also leave behind large intrinsic stresses that further limit their utility due to significant changes in the ultimate strength of the coated substrate.
Nanocomposites
A nanocomposite directly addresses both of these concerns since the binder is a polymer and exhibits the same strain behavior and processing temperatures as the substrate.(2) The material properties of the composite can be engineered for the specific application through judicious nanoparticle and polymer selection. The maximum packing density of the nanoparticles limits the range of the system, and is specific to the forces encountered during film formation. Therefore, the method of nanoparticle dispersion is extremely important when designing a thin-film nanocomposite system where the deposition method includes the evaporation of solvent. When properly optimized, these materials can be processed under standard atmospheric conditions, allowing complex thin films to be made with simple and inexpensive equipment.Generally, the liquid dispersions that are the precursors of the film are made primarily of a solvent with a solute that includes nanoparticles, monomers and initiators. The solvent is specifically chosen such that each of the constituent materials is easily dispersed and stable for many months. The problematic component is the nanoparticle, which has surface energies that tend to cause particle agglomeration.(3) Agglomerates cause optical haze and limit the engineering of material properties. The scheme chosen to stabilize the nanoparticles in the liquid dispersion must also keep the particles stable as the solvent evaporates. The material properties of the final cured film will also be influenced by the surface functionalization chosen for the nanoparticles, so it quickly becomes apparent that nanoparticle dispersion methods are the key to the success of this system.
The preferred solvent methods allow the nanoparticles to be manufactured via a wet synthesis route that takes place in the carrier solvent that is ultimately used to form the films. At the concentrations of interest, nanoparticles are attracted to each other by Van der Waals forces, and the goal of the stabilization scheme is to keep the particles sufficiently far away from each other so they cannot agglomerate. The electric double layer is one method used to keep particles in dispersion. By concentrating sufficient charge on the surface of the particles they can be made to repel each other. This scheme limits solvents to those that are highly polar, and requires that free ions be present in the suspension.
A more favorable dispersion technique is steric stabilization. This method covers the surface of the nanoparticle so its approach distance is increased. Surface treatments can range from other inorganic materials to a polymer coating, or unreacted monomer units. Treatments can also render the surface of the resultant particle hydrophyllic or hydrophobic. These methods increase the influence of thermodynamic forces such that engineers can tailor the particles to prefer a boundary during the evaporation process.
Nanoparticle surface treatment is by far the most important aspect to consider when designing nanocomposite films. The treatment is responsible for maintaining nanoparticle stability in the liquid chemistry and manipulates the packing of the nanoparticles in the finished film. Furthermore, the treatment must accomplish these tasks with extreme changes in concentration, which can start as low as five percent in the fully dilute state and increase to 60 percent after solvent evaporation.
Engineered Properties
As previously discussed, the polymer/inorganic nanoparticle composite is used because it allows the material properties envelope to be extended beyond that of the host polymer. The most commonly engineered property is the abrasion resistance of a film. A multitude of commercialized examples exist in scratch resistant clear coatings for automobiles, floors and eyeglass lenses. Other important qualities that can be modified while maintaining flexibility and high transparence in the polymer include electrical, magnetic and optical properties. In most cases more than one property is affected by the nanoparticles, which can either be a desired or unwelcome response for the engineer.In the spin coating methods em-ployed for the films presented here, maximum packing density is achieved at approximately 60%, as evidenced by the modulus of elasticity of the thin film shown in Figure 2.(4) In this case, centrifugal and viscous body forces act on the nanoparticles, along with thermodynamic forces that are manipulated by surface functionalization of the nanoparticle. The nanoparticles do not agglomerate during film formation, as evidenced by TEM examination. Furthermore, we see that the film exhibits a continuous phase that includes the organic and inorganic materials.
Inherent to these composites are improved mechanical metrics as nanoparticle loading is increased. Generally, when comparing an inorganic nanoparticle to a polymer, the crystalline nanoparticles have higher hardness. By increasing hardness, the abrasion resistance of the composite is typically improved. Nanoparticle loading also serves to limit the movement of the polymers, thereby increasing the modulus of elasticity. These effects require that the engineer pay particular attention to the choice of monomers to ensure that flexibility in the thin film is not lost.
Many different nanoparticles are available that exhibit unique properties that enhance the engineered composite. Metal oxides have dielectric properties that make them ideal for refractive index control. In particular, ZnO and TiO2 also have high UV absorption, which makes them ideal for the protection of organic materials that experience extreme UV exposure. Conductive polymers such as polyanaline can be improved through the use of metal particles and ITO. Nanoparticles also have photochromic, electrochromic, magnetic and other properties that are of particular interest in transparent systems.
When using nanoparticles in a thin film, more than one material property is often changed. This may be beneficial or not for the engineer’s purpose. For example, we know that ITO has very good electrical conductivity and also has a relatively high refractive index. These properties make it very suitable for use in anti-reflective coatings for eyeglass lenses. An engineer can tune the refractive index as required and also reduce the static potential of the lens surface, reducing its accumulation of dust. In another example, the use of TiO2 as an additive for a clear coating would protect the polymer from UV degradation, but could also impart a higher surface reflectivity. In some cases more than two particles can be used, for example ZnO for UV protection and a metal for conductive properties.
Thin Film Processing
The thin film process evaporates the solvent from a dispersion at atmospheric conditions. Application techniques include spin coating, dip coating and ink-jet methods. High-velocity air streams can be used to increase the evaporation speed. As mentioned earlier, the method employed to create a stable dispersion becomes very important during the formation of the film. During the evaporation phase the amount of solvent decreases significantly. If evaporation does not occur rapidly enough, stabilization methods such as the electric double layer may not prevent particle agglomeration. This will lead to a finished film with high haze.During the evaporation phase the nanoparticles will remain mobile and will move in response to the forces acting on them. Viscous shear, centrifugal and gravitational body forces may all influence particle motion. Thermodynamic forces are extremely important in maintaining the distances between particles, and can also cause the particles to travel to a preferred boundary. After the solvent has evaporated, a directional component can be imparted in the film through the use of externally generated magnetic or electric fields or polarized light.
Solvent evaporation is typically the most time-consuming part of film deposition and is dependant on ambient conditions and the vapor pressure of the solvent. There are pitfalls for picking systems that evaporate the solvent too quickly though, as a large diffusion gradient can cause defects in the films. Once the solvent is completely removed from the film, the monomer is cured using a radiation source. It is generally advantageous to under cure multi-layer stacks. This enables subsequent layers to cure to layers applied previously, thereby improving interlayer adhesion and the durability of the final product. During film curing, patterns may be added by using polarized light or lasers.
Conclusion
In this paper we have discussed the process of liquid application of a nanocomposite using inorganic nanoparticles suspended in a solvent with monomers. The nanoparticles exist in the liquid dispersion typically at low concentrations and must remain stable for a period of months. During the rapid evaporation stage of film formation (where nanoparticle concentrations may change by an order of magnitude), the forces acting on the particles must keep them discrete in order to minimize haze. The final film maintains the flexibility of the polymer binder while exhibiting engineered properties that are proportional to the ratio of nanoparticles in the film. The maximum packing density is limited by the theoretical close packing of spheres, the functionalization of the nanoparticles and the method of processing.For more information visit www.opticaldynamics.com or contact 502/671.2020, tdruffel@opticaldynamics.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!