The Development of New SMA Esters as Pigment Dispersants for Waterborne Coatings and Inks
Improving pigment dispersion is a vital aspect of performance in water-based inks and coatings. The elements of dispersing are wetting of pigment agglomerates, separation of the agglomerates into discrete primary particles and maintenance of particle separation once it is achieved. Often, dispersion formulations can possess adequate pigment wetting, but not long-term stability (maintenance of particle separation).
Improving pigment dispersion is a vital aspect of performance in water-based inks and coatings. The elements of dispersing are wetting of pigment agglomerates, separation of the agglomerates into discrete primary particles and maintenance of particle separation once it is achieved. Often, dispersion formulations can possess adequate pigment wetting, but not long-term stability (maintenance of particle separation). This creates problems such as gelling, loss of color, gloss or transparency (or opacity in the case of opaque pigments). The key to attainment of good pigment wetting/processability is to utilize a polymer with chemical moieties that have an affinity for the particle surface. This enhances pigment wetting by the polymer. In addition, the polymer architecture can also be designed so that adequate steric stability is obtained; this provides good long-term dispersion stability by maintaining particle separation.

To further quantify the balance between hydrophilic groups and hydrophobic groups within the molecules, a hydrophobicity index was defined as: total molecular weight of the hydrophobic groups/total molecular weight of the SMA ester.
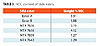
 For the two most commercially successful SMA esters that are used as pigment dispersants, SMA Ester A and SMA Ester B, the hydrophobicity index values are 74.3 and 71.1, respectively. To design improved dispersants, it was thought that perhaps the hydrophobicity index of the new esters would need to have a similar value to that of either SMA Ester A and SMA Ester B. To study this, a series of SMA alkyl esters were made from SMA resins with styrene to maleic anhydride ratios ranging from 1:1 up to 4:1, and using alkyl alcohols ranging from C3 (propyl) to C18 (stearyl). Within this group, esters were chosen that have a hydrophobicity index ranging from 66.5 – 77.1, which includes the range of SMA Esters A and B, and these are highlighted in Table 1.
For the two most commercially successful SMA esters that are used as pigment dispersants, SMA Ester A and SMA Ester B, the hydrophobicity index values are 74.3 and 71.1, respectively. To design improved dispersants, it was thought that perhaps the hydrophobicity index of the new esters would need to have a similar value to that of either SMA Ester A and SMA Ester B. To study this, a series of SMA alkyl esters were made from SMA resins with styrene to maleic anhydride ratios ranging from 1:1 up to 4:1, and using alkyl alcohols ranging from C3 (propyl) to C18 (stearyl). Within this group, esters were chosen that have a hydrophobicity index ranging from 66.5 – 77.1, which includes the range of SMA Esters A and B, and these are highlighted in Table 1.
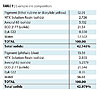
 To test the pigment dispersing capabilities of the new esters, pigment dispersions were made with lithol rubine, phthalocyanine blue and diarylide yellow pigments, and the initial dispersion viscosities, aged dispersion viscosities, color development and ink properties were compared with dispersions and inks made with SMA Ester A and SMA Ester B. Unfortunately, all of the new esters produced dispersions that had both higher viscosities and much less color development than those made with the SMA Ester A and SMA Ester B. At this point, it was concluded that while the hydrophobicity index of the dispersant may be important, the type of alcohol and the resulting ester chain may also be important. Therefore, additional esters were made with different types of alcohols. The hydrophobicity indices of these esters are shown in Table 2 in comparison with those of SMA Ester A and SMA Ester B. Note that all of the new esters except NTX 7643 have hydrophobicity indices that fall within the range of SMA Esters A and B (71.1 - 74.3)
To test the pigment dispersing capabilities of the new esters, pigment dispersions were made with lithol rubine, phthalocyanine blue and diarylide yellow pigments, and the initial dispersion viscosities, aged dispersion viscosities, color development and ink properties were compared with dispersions and inks made with SMA Ester A and SMA Ester B. Unfortunately, all of the new esters produced dispersions that had both higher viscosities and much less color development than those made with the SMA Ester A and SMA Ester B. At this point, it was concluded that while the hydrophobicity index of the dispersant may be important, the type of alcohol and the resulting ester chain may also be important. Therefore, additional esters were made with different types of alcohols. The hydrophobicity indices of these esters are shown in Table 2 in comparison with those of SMA Ester A and SMA Ester B. Note that all of the new esters except NTX 7643 have hydrophobicity indices that fall within the range of SMA Esters A and B (71.1 - 74.3)
To test these esters, dispersions were again made with the same red, blue and yellow pigments. In addition, the foaming and defoaming characteristics of the SMA ester solutions were tested. Lastly, the VOC of the esters was measured.
Dispersion formulation ingredients:

All of the SMA esters were used to make both phthalo blue and lithol rubine dispersions. From this screening, the best performing esters were selected and these were further used to make the diarylide yellow dispersions. Dispersions were made using the SMA esters as the sole dispersing resin. The formulas were prepared at 4.75/1 pigment-to-binder ratio. The method of incorporation involved weighing the liquid ingredients into a blender and mixing for 20 seconds to homogenize. Next, the pigment was added in three equal parts. Each part was mixed in and wetted before the next part was added. After incorporating all the pigment, the mixture (termed the premix) was blended for 10 minutes to begin the process of pigment separation.
Once the ingredients had been premixed, the formulation was introduced to an Eiger Mini-100 horizontal media mill. The mill contained approximately 75 g of 0.8 mm YTZ Media and was operated at a speed of 5000 rpm to process the samples. Each sample was milled for 10 minutes. An additional 28 g of water is contributed to each formula from the mill media, bringing the total batch size to 400 g; the percentages of pigment and resin shown below each formulation correspond to the 400 g batch size.
For phthalo blue, the SMA Ester A dispersion was too thick to mill, so on this sample, no further processing was done. The same was true for the diarylide yellow formulas containing SMA Ester B and SMA Ester A.
The amount of work done on the sample can be ascertained from the amperage draw experienced on the mill during processing. Additionally, a rise in sample temperature is an additional confirmation that high shear forces are being generated during dispersion. High shear forces generated often lead to better dispersions with higher color development.

 Based on the results for the phthalo blue and lithol rubine dispersions, only the new SMA esters NTX 7636, 7638, 7639 and 7643 were evaluated in diarylide yellow dispersions, versus SMA Ester A and SMA Ester B.
Based on the results for the phthalo blue and lithol rubine dispersions, only the new SMA esters NTX 7636, 7638, 7639 and 7643 were evaluated in diarylide yellow dispersions, versus SMA Ester A and SMA Ester B.
 The formulas are shown in Table 6.
The formulas are shown in Table 6.
Tint strength was then assessed by designating one formulation as the standard. The percent deviation in color strength of the other samples was computed versus this standard. Drawdown optical densities were measured using a densitometer (X-Rite 418).
The optical density of the samples was measured and converted to reflectance values by:
R=10 –O.D.
Reflectance values for standard and samples were compared using the Kubelka-Munk equation.

 In all cases, it was clear that the new esters promoted more color development in the grind than did the SMA Ester B. However, in the case of NTX 7637, this may have been due to excessive viscosity. The best combinations of high tint strength values and low viscosity were obtained with NTX 7639, NTX 7634 and NTX 7643; all of which developed at least 2% more color than did the SMA Ester B, but at much lower dispersion viscosity.
In all cases, it was clear that the new esters promoted more color development in the grind than did the SMA Ester B. However, in the case of NTX 7637, this may have been due to excessive viscosity. The best combinations of high tint strength values and low viscosity were obtained with NTX 7639, NTX 7634 and NTX 7643; all of which developed at least 2% more color than did the SMA Ester B, but at much lower dispersion viscosity.
Here, a substantial amount of color development was produced by NTX 7638; yet, its dispersion viscosity was excessive (and immeasurable).
One could, however, make the dispersion with 25% less pigment (or 27.75%) and theoretically generate equivalent color. This could provide a substantial advantage in terms of cost savings and product stability. Assuming the color development was due to some interactive factor between the pigment and the NTX 7638, and not merely due to shear, this benefit would be apparent. This should be investigated in a follow-up experiment.
SMA Ester B provided the greatest color development and nearly the lowest dispersion viscosity (SMA Ester A was slightly lower in viscosity, but > 13% lower in color strength). The other polymers were higher in viscosity and lower in color strength than SMA Ester B. The NTX 7634 and NTX 7637 dispersions gelled overnight; SMA Ester B and SMA Ester A doubled in viscosity overnight (but were still low in viscosity); NTX 7636 maintained its low initial viscosity upon aging (but had low color strength compared to the SMA Ester B and SMA Ester A).

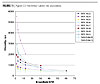
 Clearly, the NTX 7639, NTX 7634 and NTX 7643 gave the lowest viscosity, least pseudoplastic results overall. The flatter the viscosity curve is, the lower the degree of pseudoplastic, or “shear thinning” character. This is considered advantageous from a handling and use standpoint. In considering the aged dispersions, only the NTX 7643 demonstrated minimal viscosity increase.
Clearly, the NTX 7639, NTX 7634 and NTX 7643 gave the lowest viscosity, least pseudoplastic results overall. The flatter the viscosity curve is, the lower the degree of pseudoplastic, or “shear thinning” character. This is considered advantageous from a handling and use standpoint. In considering the aged dispersions, only the NTX 7643 demonstrated minimal viscosity increase.
 Initial and aged viscosities for the lithol rubine dispersions are as shown in Figures 5 and 6, respectively.
Initial and aged viscosities for the lithol rubine dispersions are as shown in Figures 5 and 6, respectively.
 For lithol rubine, the best products for providing lower viscosity and pseudoplasticity are the two controls (SMA Ester B and SMA Ester A) plus NTX 7636 and initially, NTX 7643.
For lithol rubine, the best products for providing lower viscosity and pseudoplasticity are the two controls (SMA Ester B and SMA Ester A) plus NTX 7636 and initially, NTX 7643.
Upon aging for 72 hours, the NTX 7634 and NTX 7637 dispersions had gelled too much to be measurable; the two controls and NTX 7643 had doubled in viscosity. However, the dispersion containing NTX 7636 had less viscosity gains.
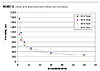
 Viscosities for the diarylide yellow dispersions are as shown in Figure 7. Viscosities of the yellow dispersions showed marked differences; the NTX 7636 and NTX 7638 dispersions were similar in viscosity; the NTX 7643 provided much lower viscosities – but the NTX 7639 demonstrated substantially lower viscosities and low pseudoplastic character versus the others.
Viscosities for the diarylide yellow dispersions are as shown in Figure 7. Viscosities of the yellow dispersions showed marked differences; the NTX 7636 and NTX 7638 dispersions were similar in viscosity; the NTX 7643 provided much lower viscosities – but the NTX 7639 demonstrated substantially lower viscosities and low pseudoplastic character versus the others.
The composition of the masstone vehicle is: ECO 2177 - 68.42%; Joncryl 63 - 26.32%; and water - 5.26%.
Using a Pamarco hand proofer fitted with a 550 line ceramic laser engraved anilox with 2.8 bcm capacity, the inks were printed down side by side on Leneta 3NT-3, 7-mil polyester film and foil (Leneta Alu-Card) and compared for color density, gloss, and transparency. Initially, Brookfield viscosities of the inks and dispersions were measured, and this was repeated at 72 hours.
The dispersions containing NTX 7636, NTX 7638 and NTX 7643 had a high degree of air entrainment, which might explain the excessive pseudoplastic character. However, the effects of air would be mitigated at the 60 rpm measurement and, even here, these formulas are much more viscous than the one containing NTX 7639.
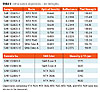
The finished ink compositions would be as shown in Table 9.

 As with the dispersions, NTX 7643 demonstrated the least amount of viscosity rise in the inks as well. NTX 7638 is still showing the least pseudoplastic character and lowest viscosities.
As with the dispersions, NTX 7643 demonstrated the least amount of viscosity rise in the inks as well. NTX 7638 is still showing the least pseudoplastic character and lowest viscosities.
The lithol rubine inks demonstrated that SMA Ester A and NTX 7643 yielded the lowest viscosities overall initially, as shown in Figure 10.
 Aged results in Figure 11 show that the NTX 7637 had a substantial viscosity increase; the NTX 7643 increased more than did the SMA Ester A, and the SMA Ester A maintained the lowest viscosity overall. However, the SMA Ester A ink appeared shocked and washed out.
Aged results in Figure 11 show that the NTX 7637 had a substantial viscosity increase; the NTX 7643 increased more than did the SMA Ester A, and the SMA Ester A maintained the lowest viscosity overall. However, the SMA Ester A ink appeared shocked and washed out.
 Initially, and after aging, the viscosities of the four diarylide yellow inks were similar as shown in Figure 12.
Initially, and after aging, the viscosities of the four diarylide yellow inks were similar as shown in Figure 12.
All of the rubine ink comparisons were similar in quality commensurate with viscosity (i.e., the thicker ones were darker). The only aberration seen was SMA Ester A – this one was shocked and washed out in appearance.
For the diarylide yellow inks, no differences in color strength, gloss or transparency were noted.
Overall the hydrophobicity index of the dispersant is an important factor in predicting the effectiveness of a molecule as a pigment dispersant, but the type of ester is also important. The new SMA esters, showed less foaming and better defoaming compared to SMA Esters A and B. NTX 7639 and 7638 showed improved dispersion performance in phthalo blue and diarylide yellow pigments, respectively, but the SMA Esters A and B are still superior in lithol rubine. Work will continue on this development effort to attempt to make a more universal dispersant. Lastly, since the pigments used in this study are largely used in graphic arts applications, additional dispersion work will be done with pigments that are used more in coatings applications.
Improving pigment dispersion is a vital aspect of performance in water-based inks and coatings. The elements of dispersing are wetting of pigment agglomerates, separation of the agglomerates into discrete primary particles and maintenance of particle separation once it is achieved. Often, dispersion formulations can possess adequate pigment wetting, but not long-term stability (maintenance of particle separation). This creates problems such as gelling, loss of color, gloss or transparency (or opacity in the case of opaque pigments). The key to attainment of good pigment wetting/processability is to utilize a polymer with chemical moieties that have an affinity for the particle surface. This enhances pigment wetting by the polymer. In addition, the polymer architecture can also be designed so that adequate steric stability is obtained; this provides good long-term dispersion stability by maintaining particle separation.
Hydrophobicity Index
Since esters of styrene maleic anhydride copolymers (SMA® esters) have been successfully used in both waterborne and solventborne pigment dispersions, an attempt was made to further understand why these materials work so well. These SMA esters are polymeric surface active agents and they contain both hydrophilic anhydride, acid and ester groups, as well as hydrophobic styrene and ester chain groups (R), as shown in Figure 1.To further quantify the balance between hydrophilic groups and hydrophobic groups within the molecules, a hydrophobicity index was defined as: total molecular weight of the hydrophobic groups/total molecular weight of the SMA ester.
To test these esters, dispersions were again made with the same red, blue and yellow pigments. In addition, the foaming and defoaming characteristics of the SMA ester solutions were tested. Lastly, the VOC of the esters was measured.
Experimental
Raw materialsDispersion formulation ingredients:
- Lithol Rubine pigment = LR 1392 – Magruder Color Company
- Phthalo Blue Pigment = BW 1531 – Pacific Coast Enterprises
- Diarylide Yellow pigment = Ciba Yellow BAT – Ciba Geigy
- Defoamer = Byk 022 – Byk Chemie
- SMA Ester resins = Sartomer Company, Inc.
- Solution acrylic resin - Joncryl 63 – BASF Corporation
- Letdown acrylic emulsion = ECO 2177 – BASF Corporation
Foaming/Defoaming Test
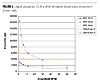
The foaming characteristics of SMA ester solutions are important because if too much foam is generated during the high-shear dispersion process, this will decrease the dispersant efficiency to wet the pigment agglomerates, resulting in lower color development. Also, if too much air is entrained, then the rheology of the dispersion will be difficult to handle during the letdown stage. To test the foaming/de-foaming characteristics, solutions of each dispersant were made at equal solids, and 125 mL of each solution was placed into a graduated cylinder and corked. Each cylinder was then rotated 10 times. As soon as the rotations stopped, each cylinder was placed on a flat surface, the initial volume recorded, and a timer was started. The foam levels were then checked at 30, 60 and 300 seconds. Foam height values for each of the solutions are plotted versus time after mixing (Figure 2). Zero foam is at 125 mL, which is the liquid level. Note the high levels of initial foam at zero seconds, and sustained foam with both commercial SMA esters A and B. However, with each of the new esters the initial foam levels are much lower, and the foam breaks more quickly.VOC Test
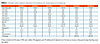
Since many paint and ink formulators are concerned with the VOC of their ingredients, the VOC of each SMA ester was measured by placing 1 g of each in an aluminum pan and heating for one hour at 110 oC, then re-weighing the pan to determine the weight loss. The values for four of the new esters are compared with those for SMA Ester A and B in Table 3. As can be seen the VOC of new ester NTX 7639 is lower than that of Ester A, but slightly higher than that of Ester B.Dispersion Procedure
The new SMA esters were evaluated versus SMA Ester A and SMA Ester B. Phthalo blue and lithol rubine dispersions were made at fairly robust pigment loadings: 38.75% for the phthalo blue, and 37% for the lithol rubine. The properties of primary interest were dispersion and ink viscosities, color development, color density and drawdown appearance on Leneta charts.All of the SMA esters were used to make both phthalo blue and lithol rubine dispersions. From this screening, the best performing esters were selected and these were further used to make the diarylide yellow dispersions. Dispersions were made using the SMA esters as the sole dispersing resin. The formulas were prepared at 4.75/1 pigment-to-binder ratio. The method of incorporation involved weighing the liquid ingredients into a blender and mixing for 20 seconds to homogenize. Next, the pigment was added in three equal parts. Each part was mixed in and wetted before the next part was added. After incorporating all the pigment, the mixture (termed the premix) was blended for 10 minutes to begin the process of pigment separation.
Once the ingredients had been premixed, the formulation was introduced to an Eiger Mini-100 horizontal media mill. The mill contained approximately 75 g of 0.8 mm YTZ Media and was operated at a speed of 5000 rpm to process the samples. Each sample was milled for 10 minutes. An additional 28 g of water is contributed to each formula from the mill media, bringing the total batch size to 400 g; the percentages of pigment and resin shown below each formulation correspond to the 400 g batch size.
For phthalo blue, the SMA Ester A dispersion was too thick to mill, so on this sample, no further processing was done. The same was true for the diarylide yellow formulas containing SMA Ester B and SMA Ester A.
The amount of work done on the sample can be ascertained from the amperage draw experienced on the mill during processing. Additionally, a rise in sample temperature is an additional confirmation that high shear forces are being generated during dispersion. High shear forces generated often lead to better dispersions with higher color development.
Dispersion Preparations
The formulations for the phthalo blue and lithol rubine dispersions are shown Tables 4 and 5, respectively.Tint Strength Test and Calculations
The purpose of evaluating tint strength is to ascertain the amount of color generated during milling. Tint strengths were made of the dispersions in the following manner: each formulation was drawn down vs. the others of the same color on Leneta 3NT-4 paper. The tint formula composition was 50.00 g of Sherwin Williams Extra White Tint Base and 0.50 g of dispersion, which were mixed on a Hauschild centrifugal mixer at 1800 rpm for 1 minute.Tint strength was then assessed by designating one formulation as the standard. The percent deviation in color strength of the other samples was computed versus this standard. Drawdown optical densities were measured using a densitometer (X-Rite 418).
The optical density of the samples was measured and converted to reflectance values by:
R=10 –O.D.
Reflectance values for standard and samples were compared using the Kubelka-Munk equation.
Tint Strength Results
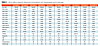
Phthalo blue dispersion tint strengths and viscosities are shown in Table 7, and those for lithol rubine in Table 8. For the diarylide yellow dispersions, no difference in tint strength was noted for any of the dispersions (all had developed equal color strength during dispersion – not unusual, as diarylide yellow pigments are softer and fairly easy to process).Here, a substantial amount of color development was produced by NTX 7638; yet, its dispersion viscosity was excessive (and immeasurable).
One could, however, make the dispersion with 25% less pigment (or 27.75%) and theoretically generate equivalent color. This could provide a substantial advantage in terms of cost savings and product stability. Assuming the color development was due to some interactive factor between the pigment and the NTX 7638, and not merely due to shear, this benefit would be apparent. This should be investigated in a follow-up experiment.
SMA Ester B provided the greatest color development and nearly the lowest dispersion viscosity (SMA Ester A was slightly lower in viscosity, but > 13% lower in color strength). The other polymers were higher in viscosity and lower in color strength than SMA Ester B. The NTX 7634 and NTX 7637 dispersions gelled overnight; SMA Ester B and SMA Ester A doubled in viscosity overnight (but were still low in viscosity); NTX 7636 maintained its low initial viscosity upon aging (but had low color strength compared to the SMA Ester B and SMA Ester A).
Initial and Aged Dispersion Viscosity Results
Initial and aged viscosities for the phthalo blue dispersions are as shown in Figures 3 and 4, respectively.Upon aging for 72 hours, the NTX 7634 and NTX 7637 dispersions had gelled too much to be measurable; the two controls and NTX 7643 had doubled in viscosity. However, the dispersion containing NTX 7636 had less viscosity gains.
Ink Letdown Procedure and Testing
Flexographic inks were then prepared from the dispersions by combining 17.5 g of dispersion with 32.5 g of masstone vehicle. This yields inks with 12.95% pigment loading (lithol rubine and diarylide yellow) and 13.56% pigment loading (phthalo blue).The composition of the masstone vehicle is: ECO 2177 - 68.42%; Joncryl 63 - 26.32%; and water - 5.26%.
Using a Pamarco hand proofer fitted with a 550 line ceramic laser engraved anilox with 2.8 bcm capacity, the inks were printed down side by side on Leneta 3NT-3, 7-mil polyester film and foil (Leneta Alu-Card) and compared for color density, gloss, and transparency. Initially, Brookfield viscosities of the inks and dispersions were measured, and this was repeated at 72 hours.
The dispersions containing NTX 7636, NTX 7638 and NTX 7643 had a high degree of air entrainment, which might explain the excessive pseudoplastic character. However, the effects of air would be mitigated at the 60 rpm measurement and, even here, these formulas are much more viscous than the one containing NTX 7639.
The finished ink compositions would be as shown in Table 9.
Ink Viscosities
The ink preparation for the phthalo blue samples was straightforward except for the formulas containing SMA Ester B. In this case, the ink demonstrated some shocking upon preparation; hence, ink appearance and viscosity will be suspect. NTX 7638 gave the lowest viscosities and least amount of pseudoplastic behavior, as shown in Figure 8. The aged viscosities are shown in Figure 9.The lithol rubine inks demonstrated that SMA Ester A and NTX 7643 yielded the lowest viscosities overall initially, as shown in Figure 10.
Ink Color Density
The phthalo blue drawdowns showed that the NTX 7638 gave the highest color density over the other materials.All of the rubine ink comparisons were similar in quality commensurate with viscosity (i.e., the thicker ones were darker). The only aberration seen was SMA Ester A – this one was shocked and washed out in appearance.
For the diarylide yellow inks, no differences in color strength, gloss or transparency were noted.
Conclusions
Phthalo Blue- NTX 7639 and NTX 7643 gave the lowest dispersion viscosities for phthalo blue dispersions; the highest color development (without excessive viscosity) was achieved using NTX 7635, NTX 7636, and NTX 7638.
- SMA Ester A could not be milled at a pigment loading of 38.75%.
- SMA Ester B caused some shocking upon ink preparation.
- NTX 7638 yielded the lowest viscosity, least pseudoplastic inks.
- NTX 7638 yielded the highest color development, but also at excessive viscosity.
- SMA Ester B, SMA Ester A, and NTX 7636 gave the lowest dispersion viscosities overall.
- Neither SMA Ester A or SMA Ester B were suitable for making 37% Yellow 13 dispersions; the other esters, NTX 7636, NTX 7638, NTX 7639, and NTX 7643 all made usable dispersions and inks of similar behavior.
- NTX 7639 was the most advantageous for low dispersion viscosities and minimal pseudoplasticity.
- NTX 7636, 7638, and 7643 generated a lot of entrained air in this application. No (or only minimal) air entrainment was noted with NTX 7639.
- Note: making 37% pigment dispersions with a diarylide yellow pigment is a fairly aggressive stance; most commercially available dispersions are at about 35% pigment loading. However, the trend is to increase pigment loadings, and a resin that will allow for this will be seen as advantageous.
- Inks made with NTX as the grind resin and Joncryl 63 as the solution component of the letdown vehicle had very similar properties: viscosities, pseudoplastic character, color strength, gloss and transparency.
Overall the hydrophobicity index of the dispersant is an important factor in predicting the effectiveness of a molecule as a pigment dispersant, but the type of ester is also important. The new SMA esters, showed less foaming and better defoaming compared to SMA Esters A and B. NTX 7639 and 7638 showed improved dispersion performance in phthalo blue and diarylide yellow pigments, respectively, but the SMA Esters A and B are still superior in lithol rubine. Work will continue on this development effort to attempt to make a more universal dispersant. Lastly, since the pigments used in this study are largely used in graphic arts applications, additional dispersion work will be done with pigments that are used more in coatings applications.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



