A Success Story: High-Performance 2K Waterborne Coatings

Graffito (graffiti, plural) is a word that is simple in meaning – any design, or scribbled motto, etc., drawn on a wall or other exposed surface.(1) Yet its simple meaning belies the incredible expense and sheer nuisance associated with its practice in today’s society. In fact, graffiti has been with us since the dawn of civilization;(2) however, in today’s world and global economy graffiti has often come to mean the defacing of public buildings, transportation vehicles, or any other entity that is highly visible to the general public. Cities often spend millions of dollars annually for graffiti removal.(3) The newer and more grandiose the structure, the more likely it will be a target for such “artists.” It is therefore not surprising that the coatings chemist is required to develop higher-performance, more reliable coatings, which require minimal maintenance; these coatings must also have long service lives to combat the ever-increasing challenge of unwanted graffiti.
Interestingly, advances that have been made in the development of higher-performance coatings also include tools for meeting the challenge of graffiti removal. This article discusses the use of waterborne two-component polyurethane coatings as one avenue for formulating environmentally friendly coatings that offer protection comparable to their solventborne counterparts. Bayer MaterialScience has been working on these coating technologies for several years. The results in this paper are due to the global research and development efforts of many BMS personnel.
Background
A standard test method, ASTM D 6578 – 00, “Standard Practice for Determination of Graffiti Resistance”, can be used to evaluate the graffiti resistance of coatings after outdoor or laboratory-accelerated exposure. It is a step-wise procedure for evaluating the potential of coating candidates for use as graffiti-resistant coatings. A series of cleaners ranging from a dry, lint-free cotton cloth to MEK is used to rate each coating based on its “cleanability level.” Evaluations also include gloss and color change. The method provides for either mechanical or hand washing of the coated substrate.A different approach is to use TL9183000, Blatt 39º to assess anti-graffiti performance. This is a visual rating system developed by the German Railway System, Deutsche Bahn AG.
Melchiors(4) has reported the use of Confocal Laser Scanning Microscopy (CLSM) to detect the penetration of a fluorescent dye into the painted film. Depth of penetration was plotted versus time to assess both solventborne and waterborne two-component coatings systems. The ranking among waterborne systems when tested according to TL 918300, Blatt 39º of Deutsche Bahn AG corresponded very well to the CLSM results.(3)
Approach
Melchiors,(5) among others, has discussed the technology of two-component waterborne polyol/polyisocyanate coatings. These principles are used to illustrate examples of coatings systems that show positive responses to these tests for graffiti resistance.In Case I, a prototype coating system is presented with preliminary test results according to ASTM D 6578 and with comments regarding future work. Some formulating parameters are discussed.
In Case II, several newly developed coatings systems are presented with evaluation results according to “Technische Lieferbedingungen TL 918300, Blatt 39”, of Deutsche Bahn AG. Some general trends are mentioned. In both cases, comments are made as guidance for coatings chemists to pursue in their product development efforts. Polyacrylate dispersions are highlighted due to their superior hydrolytic resistance properties compared to polyesters.
Case One
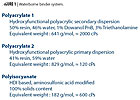
The prototype coating system is based on a blend of polyacrylate dispersions and a so-called “hydrophilic” polyisocyanate. The blend of polyacrylate dispersions was determined by several customer requirements: graffiti resistance, low gloss (to minimize visual defects), little or no VOCs, application requirement (by roller), and dry time. The polyisocyanate was chosen for its easy incorporation by hand stirring. NCO/OH ratio was based on the overall coating requirements. Figure 1 contains the specific information regarding the polyacrylates and the polyisocyanate.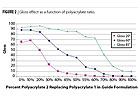




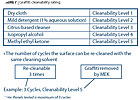

In summary, these results show (a) how to rate a coating’s graffiti resistance according to ASTM D 6078; (b) that graffiti resistance depends both on the choice of cleaning agent and the graffiti marking material; (c) that coating gloss change was minimal after graffiti removal; (d) the silicone additive chosen for these experiments did not improve the graffiti resistance; (e) it is possible to obtain graffiti resistance with a very-low-VOC coating.
We are currently evaluating this class of coatings for graffiti resistance after artificial weathering and will extend the testing to pigmented coatings. Maximum number of cycles will be determined for removal of graffiti materials. Lastly, recoatability will be evaluated after graffiti removal.

Case Two
We examined several polyacrylates and polyisocyanates for their graffiti resistance as measured by the TL 918300, Blatt 39º of Deutsche Bahn AG. Panels are painted with the clearcoat on white basecoat or white topcoat and dried at room temperature. The graffiti sprays or Edding markers are applied and heated in an oven at 50 ºC for 48 hours. After cooling down, the graffiti cleaner is applied and wiped away after 10 minutes. Coating damage is then rated visually (Figure 9). This cycle of applying graffiti, conditioning and cleaning has to be repeated nine times to fulfill requirements.



In conclusion, we considered two applications of polyurethane coatings for anti-graffiti use and reviewed two different types of testing and the importance of the choice of the polyol and polyisocyanate components to meet these requirements. The chemistry of two-component polyurethane waterborne coatings is indeed a success story!
Acknowledgements
I am happy to acknowledge the work of Martin Melchiors, Christoph Irle, Robert Reyer, Kathy Allen, and Jeanette Eastman with respect to the data cited in this paper. In addition, I also acknowledge the many BMS employees who contributed to the work that led to the Presidential Green Chemistry Challenge Award in 2000 for “Design of Alternative Reaction Conditions.” This award recognized the early pioneering efforts and commitment by BMS personnel to improvements to our environment. The development of the waterborne coatings technologies, which we have discussed today, is a continuation of that commitment.
I am happy to acknowledge the work of Martin Melchiors, Christoph Irle, Robert Reyer, Kathy Allen, and Jeanette Eastman with respect to the data cited in this paper. In addition, I also acknowledge the many BMS employees who contributed to the work that led to the Presidential Green Chemistry Challenge Award in 2000 for “Design of Alternative Reaction Conditions.” This award recognized the early pioneering efforts and commitment by BMS personnel to improvements to our environment. The development of the waterborne coatings technologies, which we have discussed today, is a continuation of that commitment.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

