Novel, High-Performance, Sustainable Waterborne 2K and 1K Floor Coating Solutions

Introduction
Floor coating applications have long been a fundamental aspect of building construction and refurbishment, providing enhanced durability and aesthetics to various surfaces. Traditionally, these coatings have been based on solventborne two-component (2K) systems such as epoxy, polyurethane, and polyaspartics. While the performance characteristics of these 2K systems are commendable, there are notable drawbacks associated with their use. Generally, some solvent-based coatings require specialized application processes that demand trained professionals, while many water-based systems, which are generally less hazardous, can be applied by untrained consumers. Moreover, the associated raw materials for solvent-based coatings may come with a high cost, and their formulations could involve regulated organic solvents, the use of which raises environmental concerns due to their high-VOC content.
This work pivots towards an innovative future in the floor coating industry. It investigates the potential of high-performance, easy-to-apply, ultra-low-VOC 1K and 2K waterborne floor coating systems formulated with innovative raw materials. The performance of these new coating systems is gauged using industry-standard tests and stringent hot-tire resistance tests. This exploration into lower-VOC floor coating systems offers comparable performance and versatility in application, presenting a viable solution for both professional and DIY applications. The outcomes of this study provide valuable insights for further advancements in sustainable floor coating technologies.
Materials and Methods
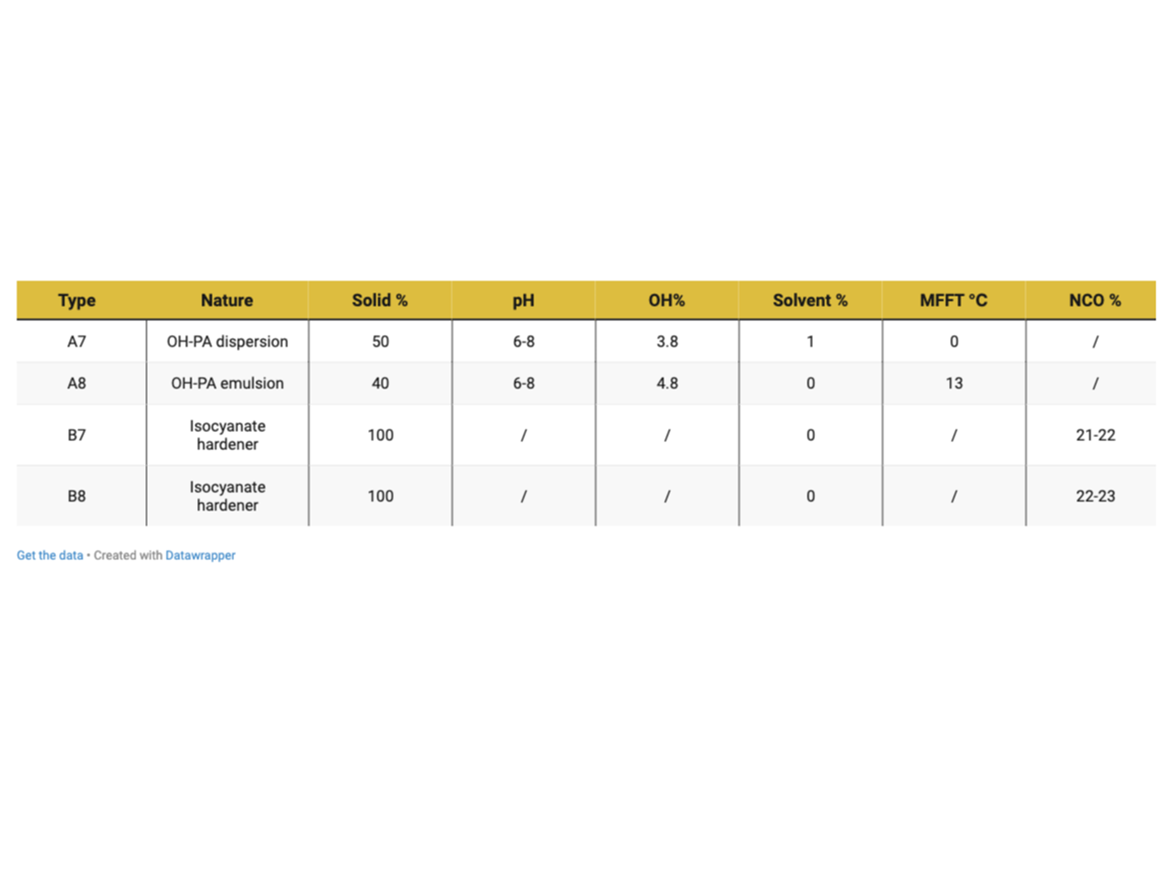
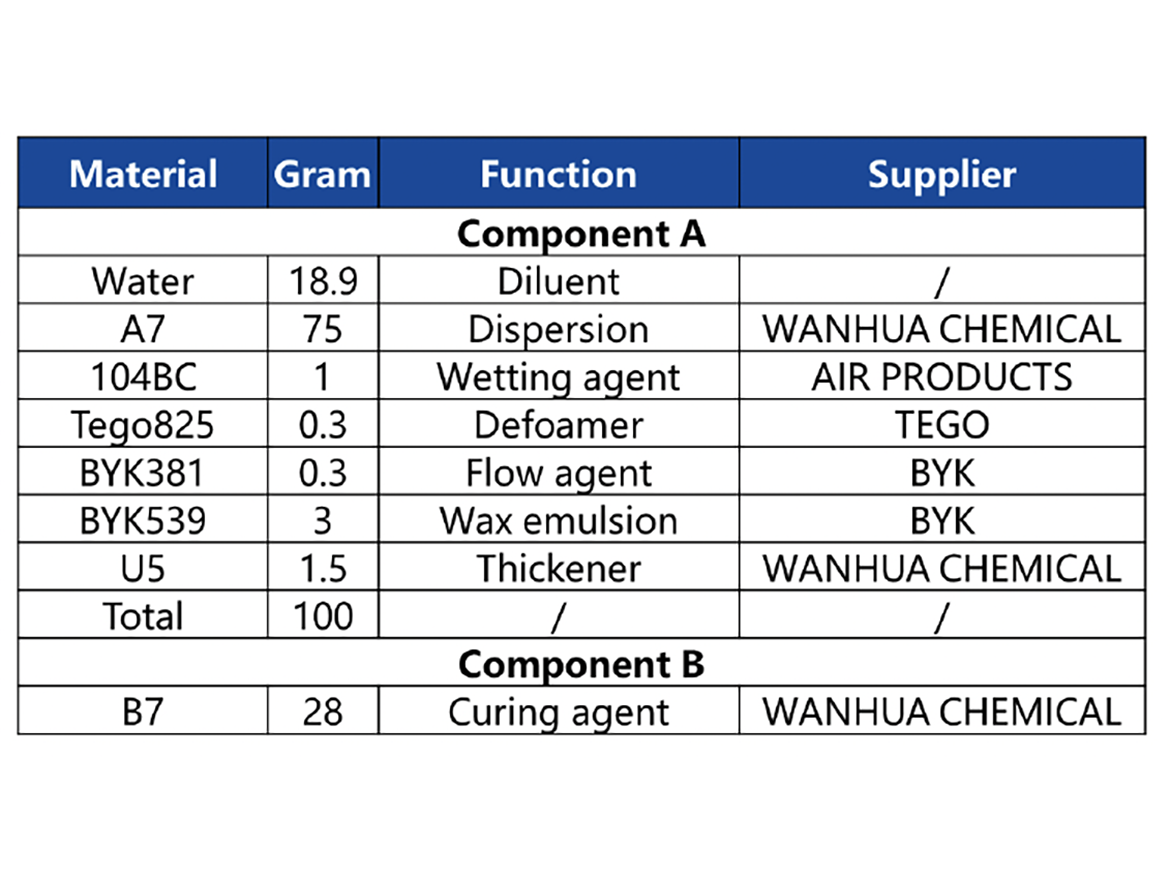
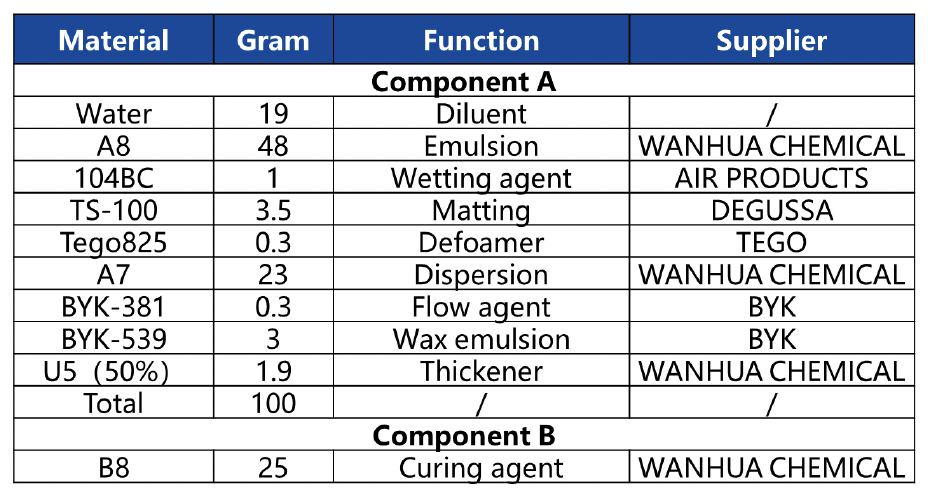
The materials used for this research included a novel, ultra-low-VOC (<10 g l) acrylic polyol dispersion and emulsion [APD (named A7) and APE (named A8)], and water-dispersible 100%-solid aliphatic isocyanate trimers [AIT (B7 for high gloss, and B8 for matte)] (Table 1) for 2K coatings. These novel materials were contrasted with a benchmark combination of APD, APE, and AIT commonly used in industrial formulations (See Appendix 1). 10>
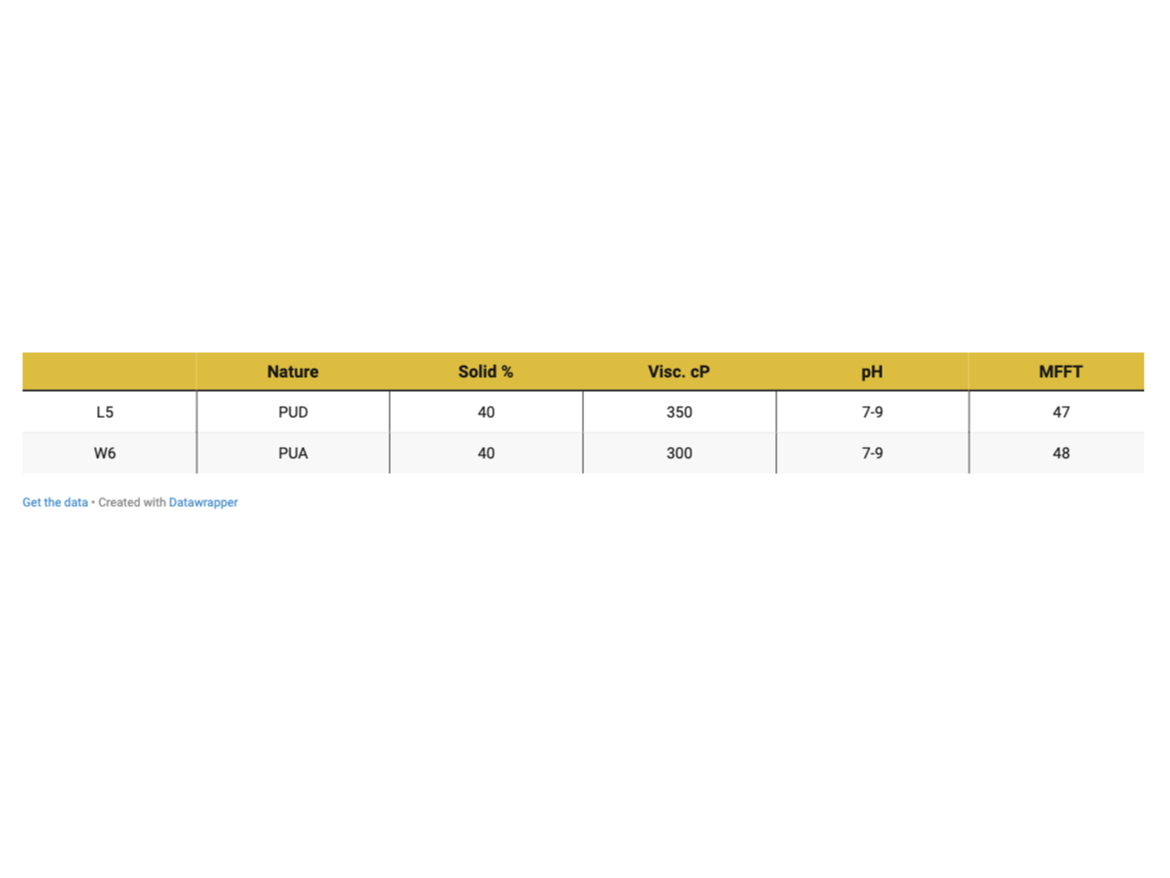
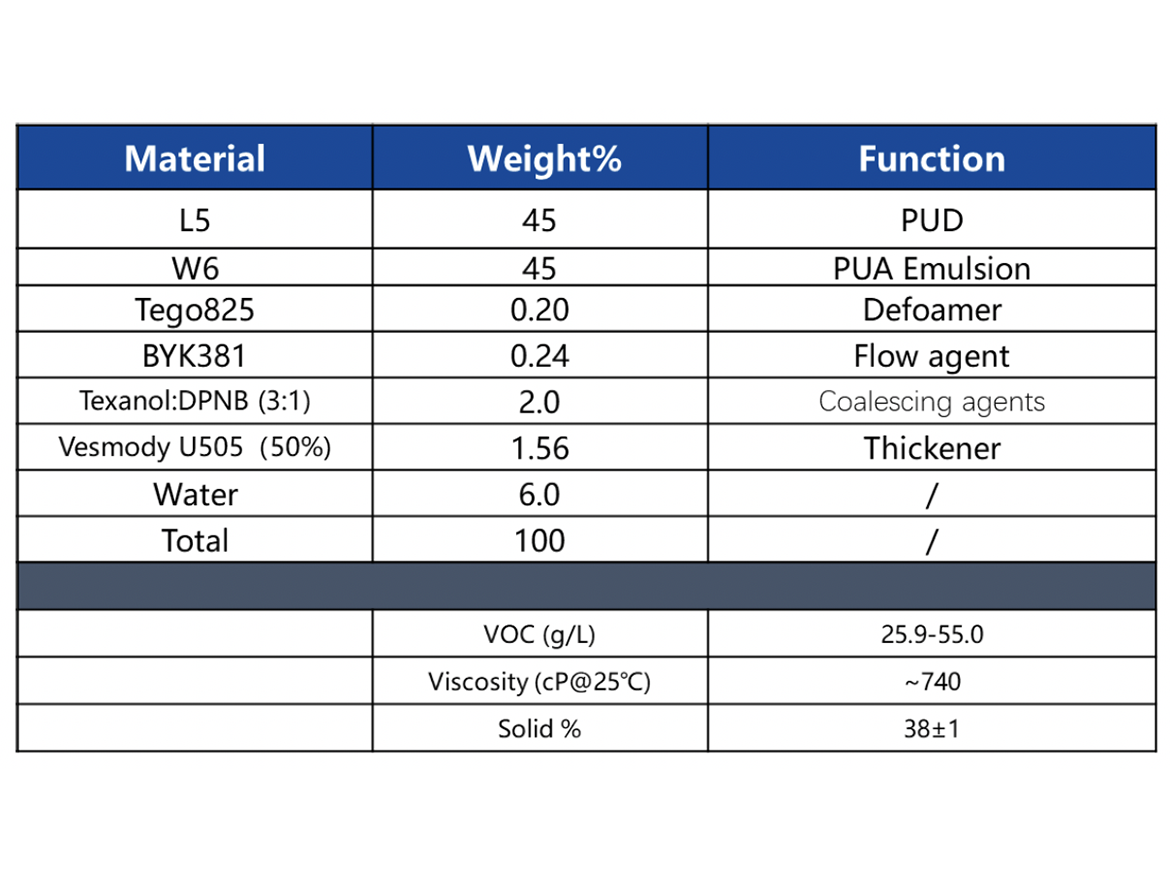
For the single-component (1K) floor coating, bio-based, alkyd-modified polyurethane dispersion [PUD (named L5)] and a polyurethane-modified acrylic emulsion [PUA (named W6)] were used and compared against two established benchmark systems.
The drying and curing behaviors of the coatings were evaluated by testing dry time, pencil hardness (according to ASTM D3363), pendulum hardness (ASTM D4366), and gloss build over time. The gloss level and dry time were assessed following internal company standards.
Post-cure physical and chemical performance tests were also carried out. Physical tests consisted of scratch resistance (ASTM D7027-13), abrasion resistance (ASTM D4060), flexibility (ASTM D522), impact resistance (ASTM D5420), adhesion (ASTM D3359), and hot-tire resistance, the standard of which is internal.
Chemical performance tests included solvent resistance (ASTM D4752), water resistance (ASTM D2247), acid and base resistance (ASTM D3260), and gasoline resistance; the latter was assessed using an internal standard.
The novel materials testing and comparison against benchmark materials (with similar parameters) followed these standardized procedures to ensure consistency and reliability in the results. The materials were prepared according to the manufacturer’s instructions, with each test replicated several times to obtain a reliable average for each parameter. All the materials and tests were carefully logged and tagged for traceability and reproducibility; all conclusions are relative to the other materials that were compared against.
Results and Discussion
VOC and Parameters Comparison
The VOC for the 2K formulation tested is within a range of 1.96-9.70 g/L, depending on the co-solvent content when added at extreme temperature conditions. For physical testing, the VOC content is 2.50 g/L for matte and 7.20 g/L for gloss. The VOC level for the 1K formulation test is between 25.90 to 55.00 g/L, depending on the desired drying speed (Table 3.). For testing, the VOC content is 35.00 g/L. The VOC contents for 1K benchmark products are matched to 2K and 1K formulations for ease of performance testing.

The solid and VOC contents are kept the same within each testing group to maintain consistency. The viscosity differences are due to chemical nature variation. In 2K systems, the viscosity is measured after mixing with the isocyanate (hardener).
Dry Time
The dry time of coatings is tested on a TQC dry-time machine. Three measurements are taken: surface dry, touch dry, and walk on (Table 4.).
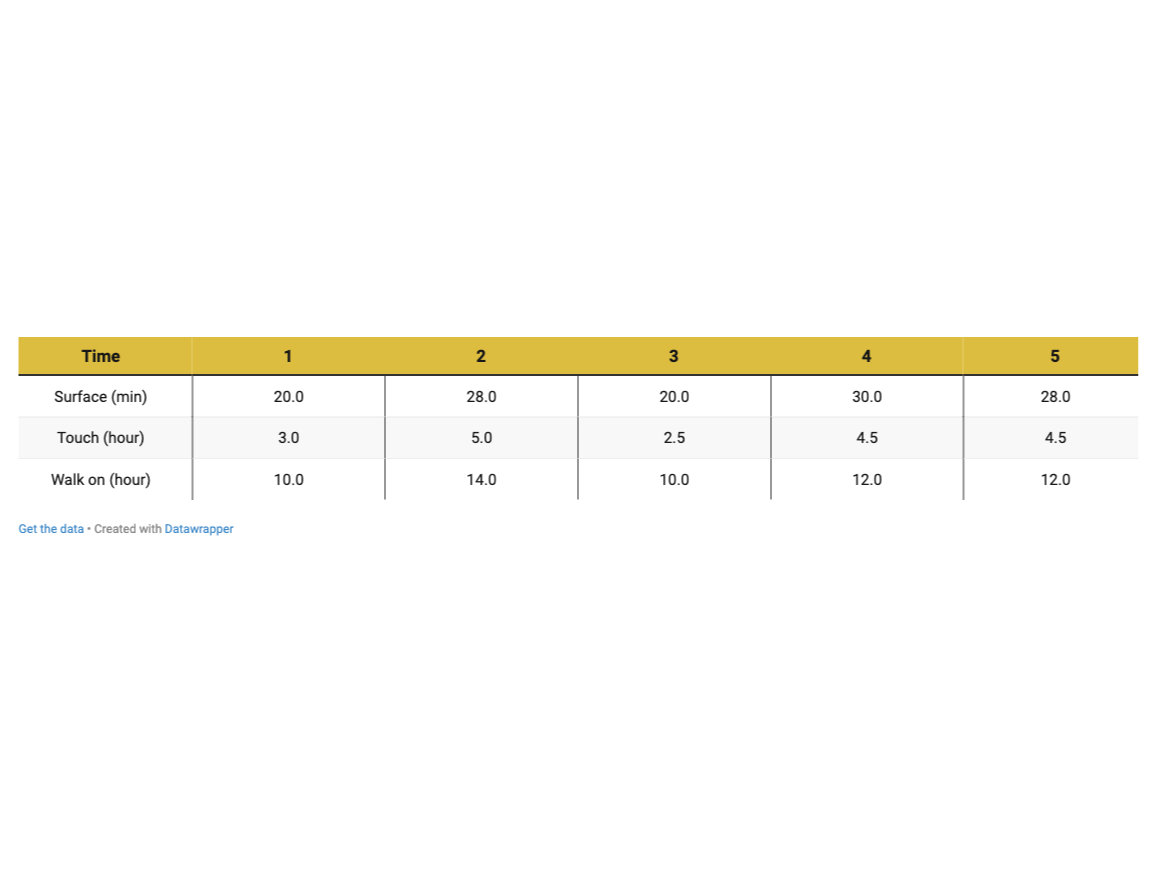
The dry times of group 3 showed shorter surface dry and touch dry compared to benchmark products, which gives quicker hardness build and reduced worktime. Since group 3 has more initial viscosity, the film hardened quicker; however, product 5 didn’t show a significant difference compared to 4.
Gloss and Hardness Establishment Time
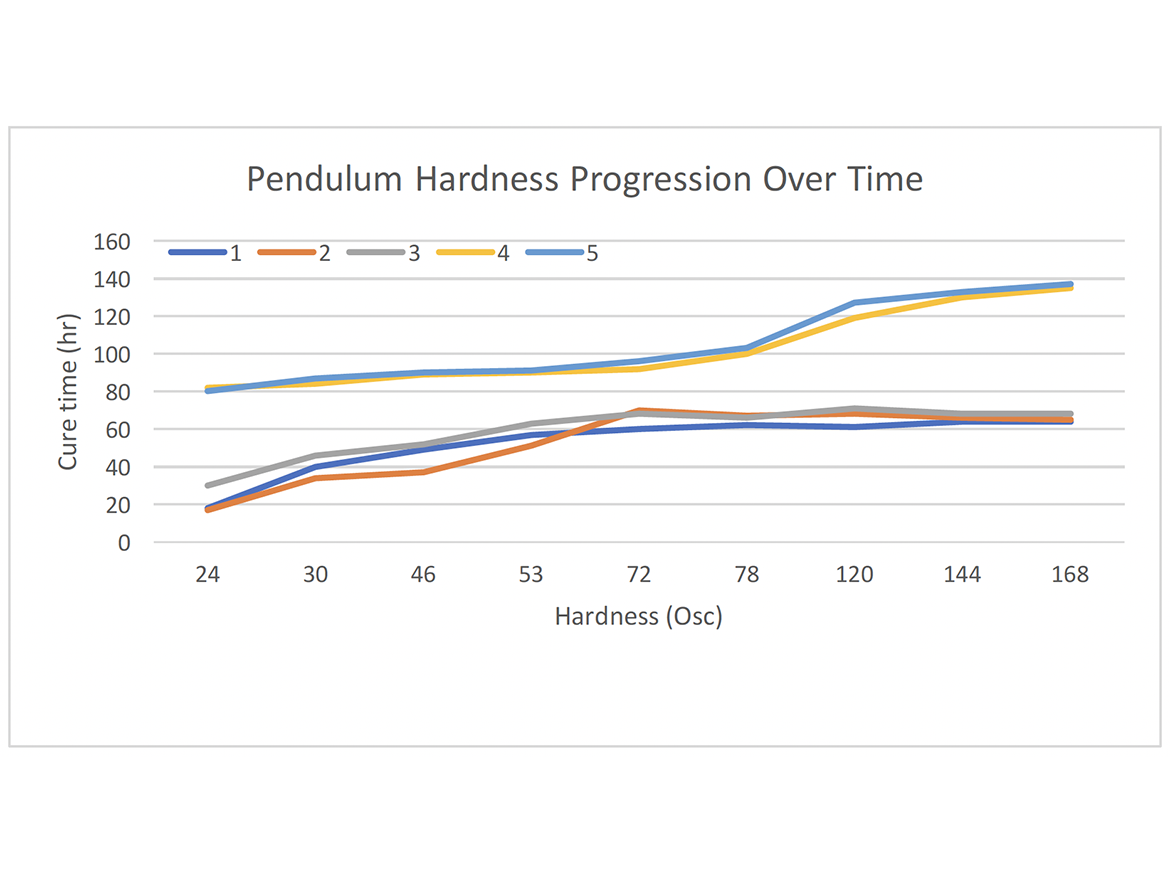
The pendulum hardness test (ASTM D4366) tests the hardness establishment time, and the measurements are taken over time (Table 5, Figure 1). For gloss, the test was conducted with a Rhopoint Novo-Gloss trio gloss meter.
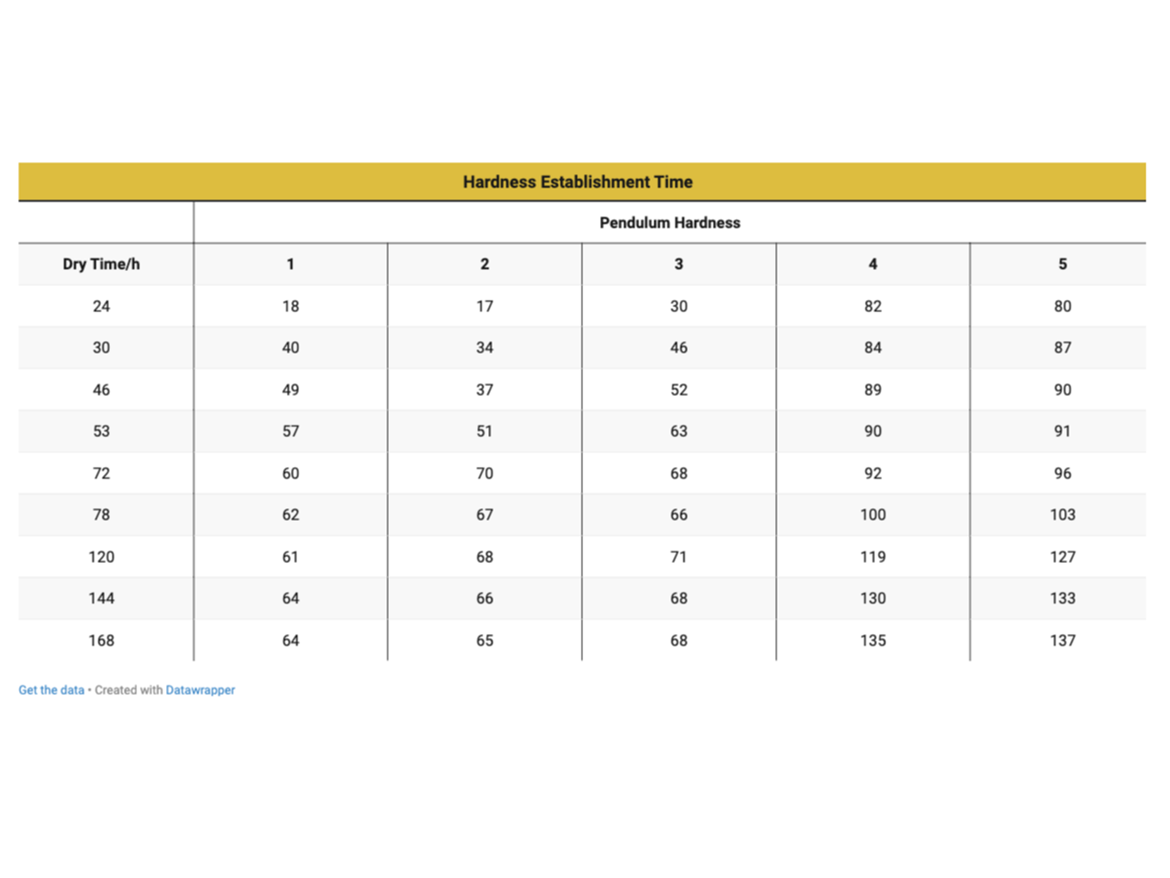
Gloss systems generally showed higher hardness over matte systems due to the lower molecular weight of ‘soft segments’ contributed by acrylic polyol. The surface smoothness also contributed to the increased pendulum hardness readings. The final hardness of matte systems can be adjusted by alternating the NCO: OH index. A higher index will lead to more urea-bond formation, thus resulting in higher final hardness. In the matte testing group, 3 showed overall higher final hardness than 1 and 2; however, the improvement is insignificant. For the gloss group, 5 and 4 have similar hardness profiles.
Gloss Profile (Progression Over Time)
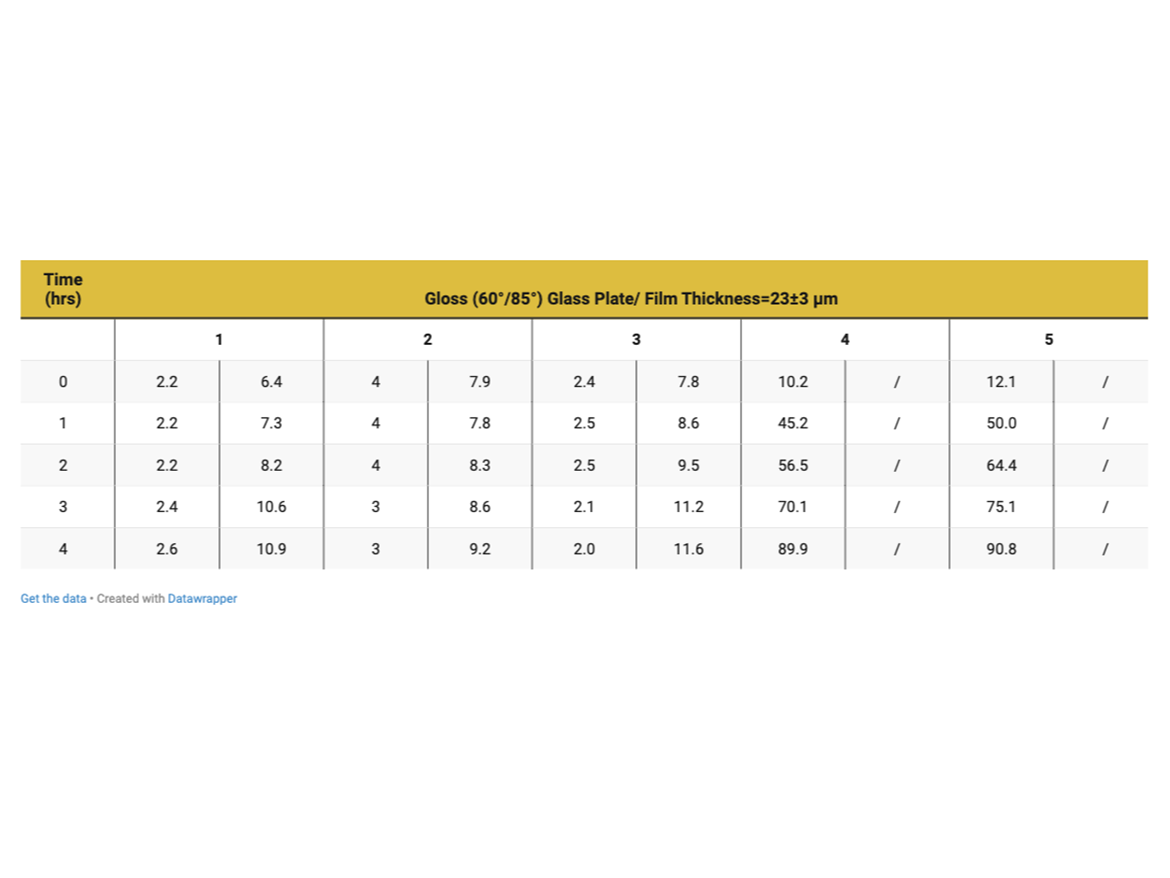
The pot life of matte systems is about 3-4 hours, and 2 hours for gloss systems. An acceptable gloss level for matte coating (with a matting agent) is <3° at a 60° angle. for gloss, the final gloss level is required to be higher than 90° progression of over time should completed in five-hour integral (table 6). < p>
Abrasion Resistance
The Taber abrasion testing platform conducts the abrasion resistance. Substrates used are glass plates (Figure 2); film thickness: 23±3 µm; curing condition 25 °C for seven days. All dishes are tested with a CS-17 grinding wheel with a 750 g load for 500 cycles. The weight loss after 500 cycles is measured using an analytical balance (Table 7).
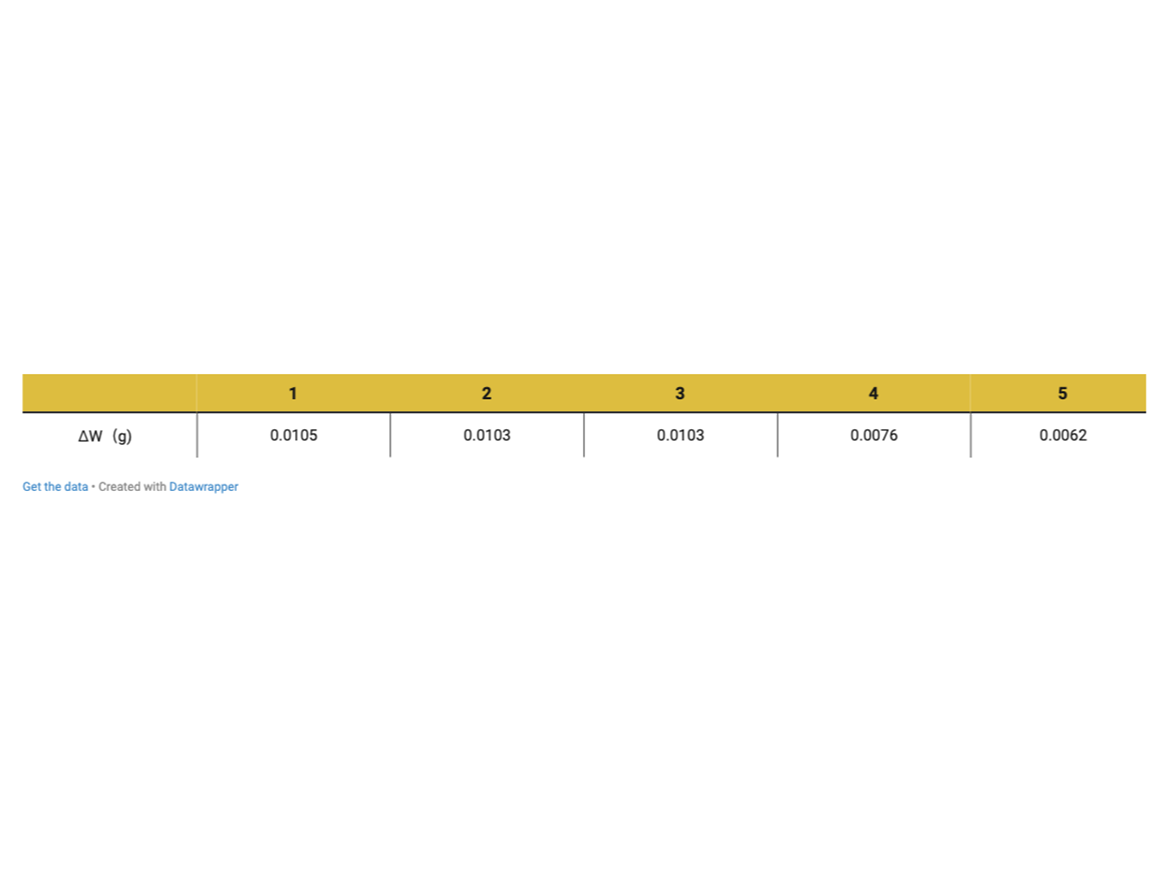
For matte systems, groups 1, 2, and 3 showed no significant difference. For the gloss system, 5 has about 10% improvement compared to 4; this phenomenon can be caused by better crosslinking density distribution for 5, where crosslinked hard segments are enriched on the surface layer of the coating.
Scratch Resistance
The scratch resistance was tested with scratch pens; the pressure asserted varied from 5 N to 15 N. Substrate: aluminum plate; film thickness: 23±3 µm; curing at 25 °C for seven days (Table 8).
Test group 1 showed inferior performance to other groups, while three performed better than other groups; this can result from higher NCO: OH index and better crosslink density distribution on the surface layer of the coatings.
Flexibility and Impact Resistance
Flexibility and impact resistance are critical measurements for floor coatings to demonstrate toughness in real-life applications; for this study, mandrel bend and impact tester are used to examine the coating’s toughness and flexibility (Table 9).

All testing groups showed excellent bending performance, with no sign of cracking and delamination at a bending diameter of 2 mm. For matte systems, all three groups passed the max impact load (160 in-lbs), while both gloss testing groups exhibited 148 in-lb impact resistance capacity.
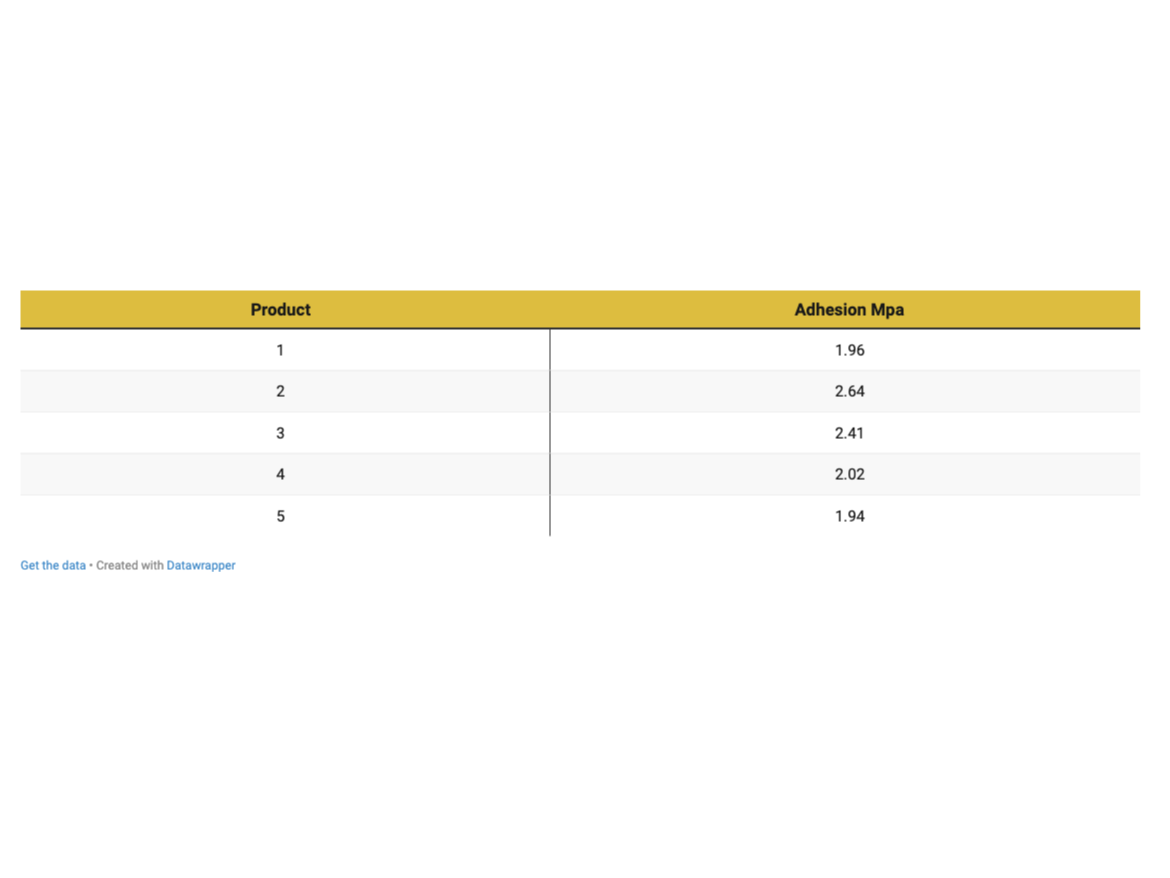
Adhesion
Adhesion tests are done through an adhesion tester with a substrate of fiber cement board (Table 10). The results indicate an under-performance for 3 and 5, but not significant.
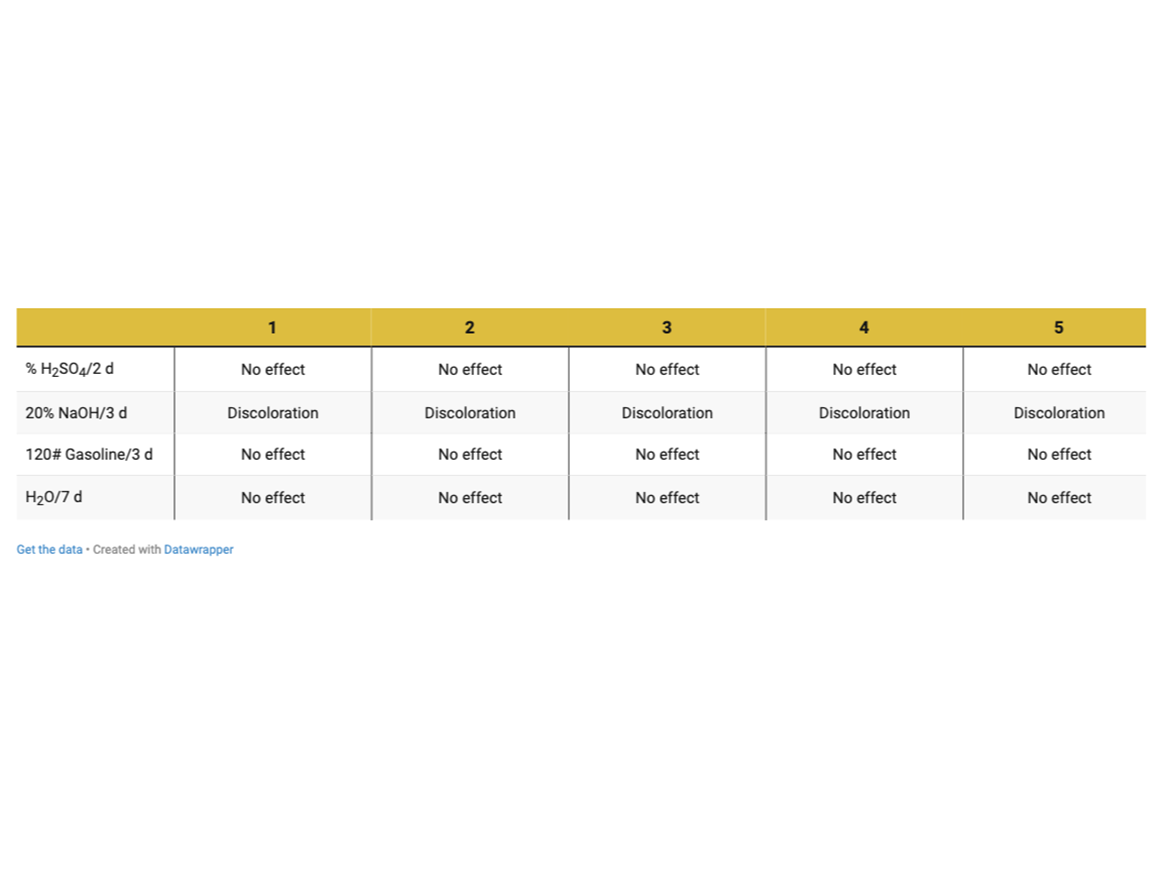
Chemical Resistance
Coatings made with each testing group were tested against water, acid solution, base solution, and gasoline (Figure 3) to evaluate chemical-resistance performance (Table 11).
The final chemical-resistance test showed all testing groups strongly resist acid, gasoline, and water; however, all testing groups performed poorly against 20%-NaOH solution.
Mechanical Test and Gloss Results for 1K
The mechanical tests for 1K are similar to 2K; however, the adhesion performance was evaluated with cross-cut rather than an adhesion tester, and scratch resistance, abrasion resistance, and bending were not performed (Table 12).
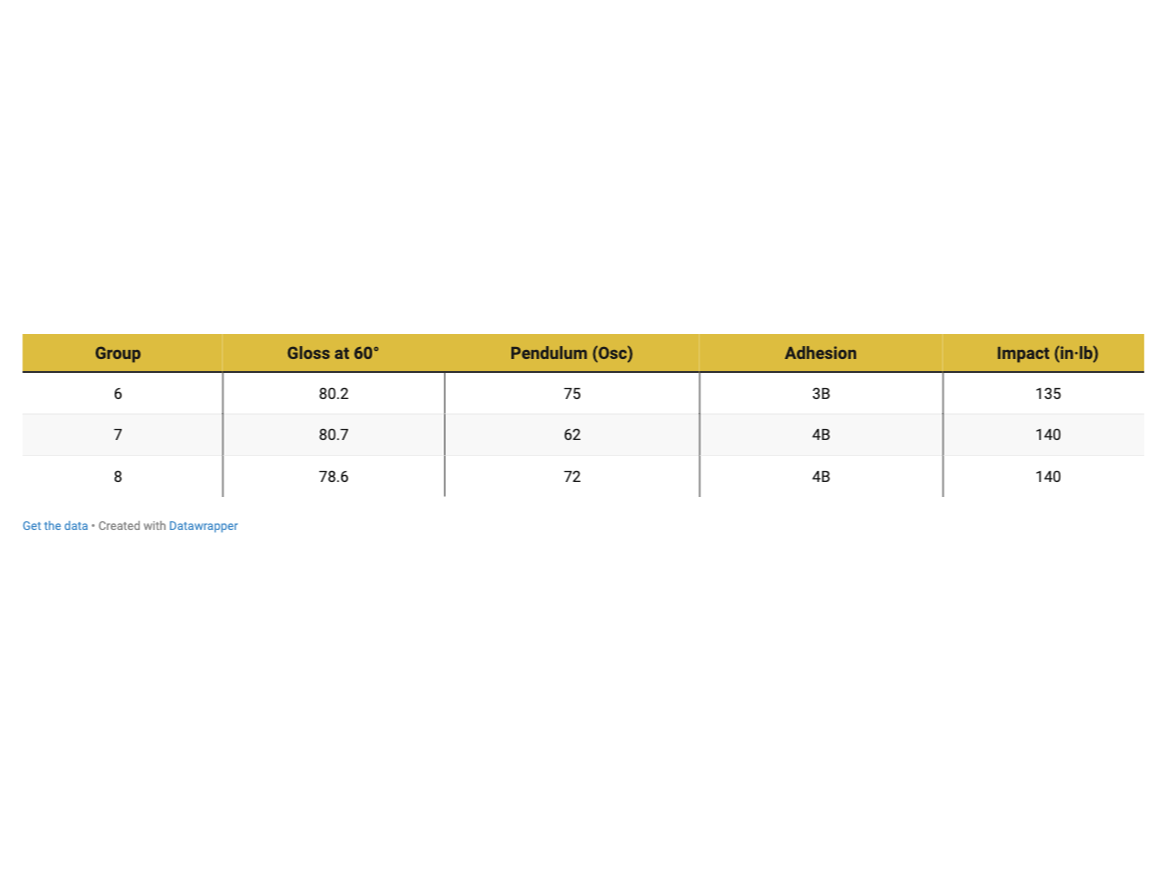
Group 6 showed better acetone resistance than 7 and 8; group 8 showed better base resistance, while 7 showed the worst acid resistance. Overall, all three groups performed similarly.
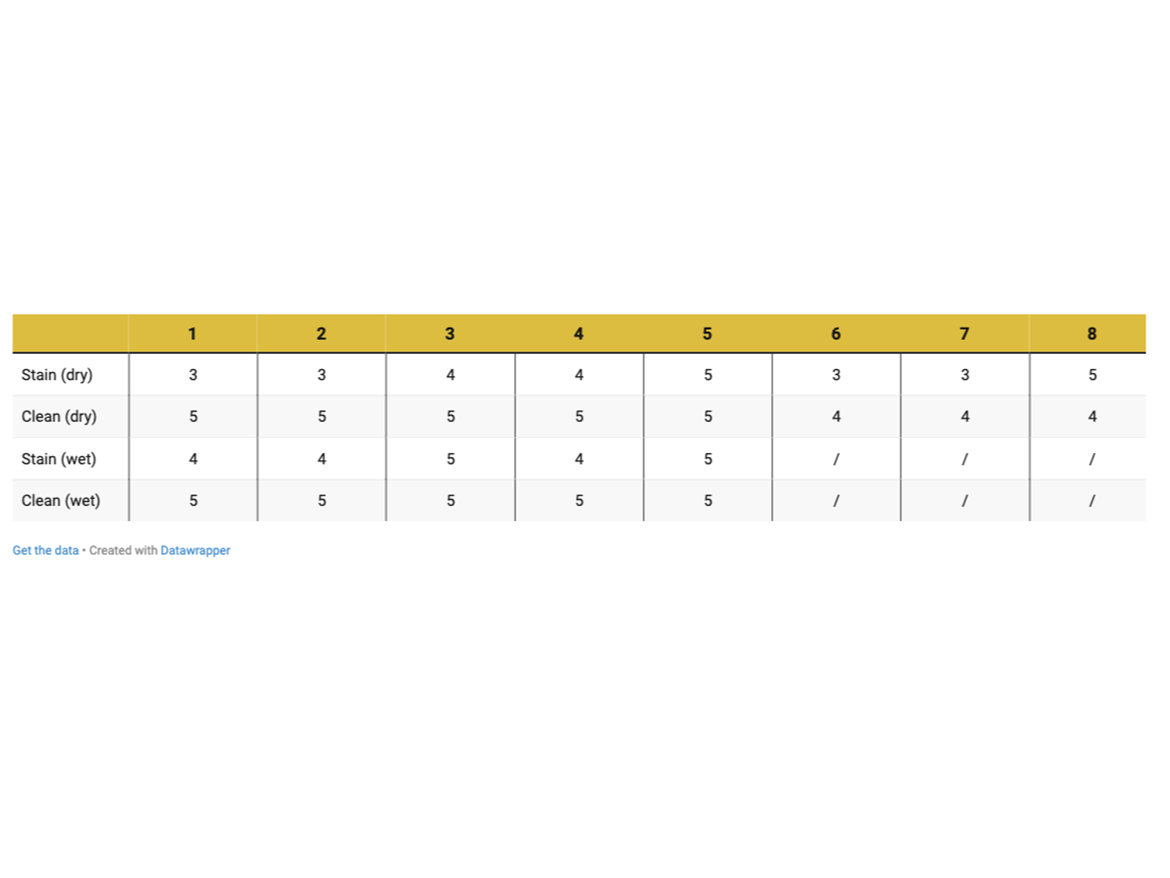
Hot-Tire Resistance
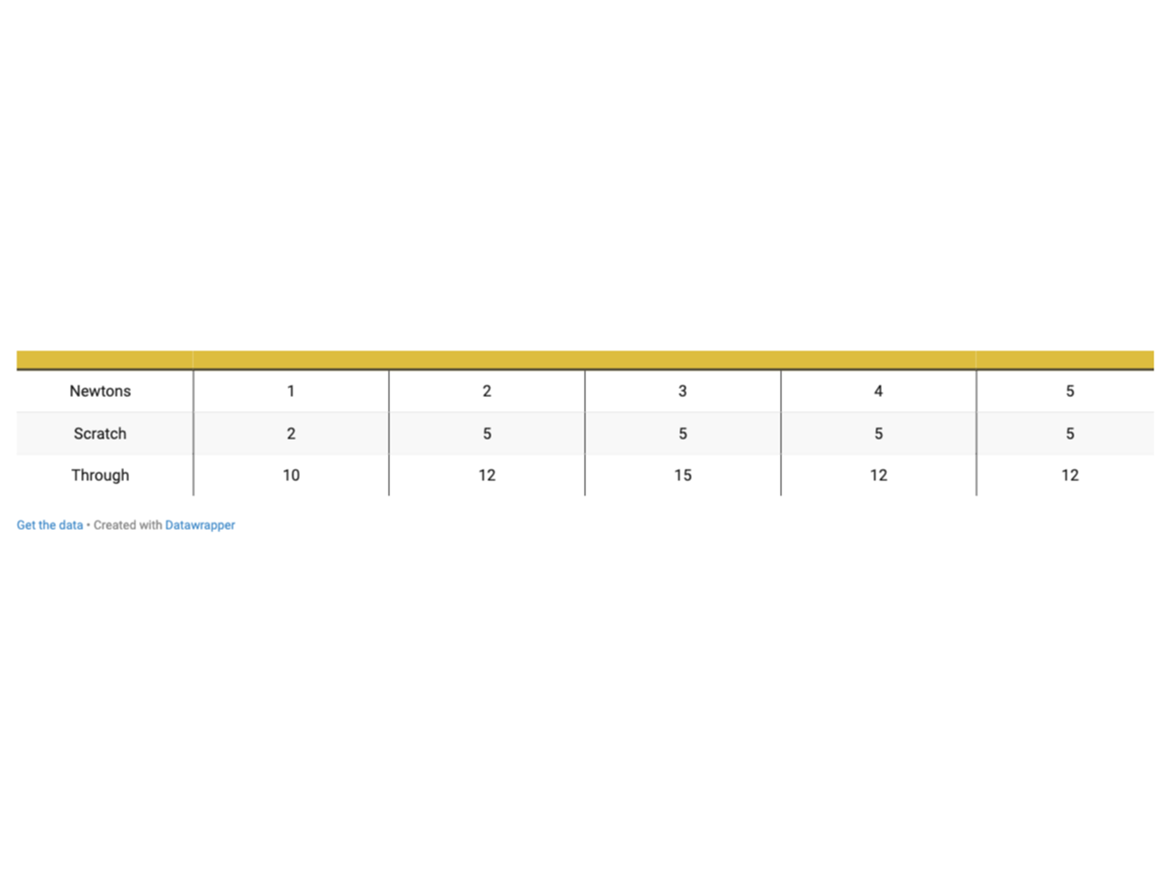
The hot-tire resistance is done by asserting 7 kg of load onto 1.5x1.5x1-cm-size car tire pieces at 60 °C for 1.5 hours; the pressure of this setup is approximately 35 psi. For all 2K systems, another set of tests where the tires are wetted with water before pressing is performed (Table 14). The results are rated by number (1-5), regarding the severity of the initial stain and the easiness of cleaning after pressing, where 5 is the best, and 1 is the worst.
Conclusion
This study comprehensively evaluated novel, ultra-low-VOC (<10 g l) 1k and 2k waterborne floor-coating systems designed to provide eco-friendly, lower-voc alternatives traditional solvent-based coatings. the materials employed in these innovative showed remarkable performance when subjected industry-standard tests. < p>
The 2K system, comprising acrylic polyol dispersion and emulsion (APD and APE) and water-dispersible aliphatic isocyanate trimers (AIT), demonstrated superior hot-tire resistance under extreme conditions, as well as a wide range of gloss levels. This indicates its potential for robust usage in demanding environments such as large-size SUV garages. Similarly, the 1K system, formulated from bio-based polyurethane dispersion (PUD) and a polyurethane-modified acrylic emulsion (PUA), showed commendable post-cure physical and chemical performance. The ease of application for this system makes it an ideal candidate for DIY applications, eliminating the need for professional training.
In conclusion, the high performance, easy application, and ultra-low VOC levels of these novel 1K and 2K waterborne floor-coating systems make them a promising direction for future research and development in the floor-coating industry. This study's results contribute to the body of knowledge promoting more sustainable practices in the industry, opening pathways to environmentally friendly, lower-VOC flooring solutions.
Acknowledgments
We want to express our profound gratitude to the Polyurethane Business Unit of Wanhua Chemical for the generous sponsorship of this study. The steadfast support and commitment to innovation Wanhua has been instrumental in bringing this research to fruition. We appreciate their trust in us, and their contributions have furthered the progress of sustainable solutions in the floor coating industry.
We also extend our sincere thanks to the CPI Polyurethanes 2023 Technical Conference Committee for allowing us to present our study. We are grateful for the chance to contribute to the vital discourse on sustainable technologies within our industry and for the platform to share our findings with a broader audience.
Appendix
This paper was presented at the 2023 Polyurethanes Technical Conference.
10>3°>Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



